Изобретение относится к дуговой свэрке плавящимся электродом (СПЭ).
Наиболее близким к предлагаемому является Способ автоматического регулирования длины сварочной дуги, в котором текущее значение напрркениядуги Уд сравнивают с заданным значением Uo, полученную разность Аи Uo - Уд интегрируют и суммируют с напряжением дуги, а скбррсть подачи сварочной проволоки регулируют пропорционально этой сумме. Величину постоянной времени интегратора при нарастании сигнала рассогласования уменьшают, а при снижении -увеличивают.
Однако увеличение постоянной времени интегрирования при уменьшении сигнала рассогласования приводит к затягиванию переходных процессов при средних и малых значениях сигнала рассогласования. Кроме того, в связи со значительной инерционностью системы подачи проволоки, особенно при полуавтоматической сварке с длинным каналом подачи, невозможно избежать значительных отклонений длины дуги от заданного значения в динамике.
Целью предлагаемого изобретения является повыщение качества сварки путем повышения точности и быстродействия регулирования параметров сварочного процесса.
Цель достигается тем, что в способе регулирования длины дуги при сварке плавящимся электродом, при котором стабилизируют заданную величину сварочного тока, напряжение дуги сравнивают с заданным значением, полученный сигнал рассогласования интегрируют и суммируют
с напряжением дуги, а скорость подачи сварочной проволоки регулируют пропорционально этой сумме, согласно изобретению задают максимально и минимально допустимые сигналы рассогласования и при выходе сигнала рассогласования за границы интервалов, равных 0,3-0,95 величины максимально и минимально допустимых сигналов рассогласования, изменяют значение сварочного тока на величину, пропорциональную заданному току и разности между сигналом рассогласования и ближайшей границей интервала.
Таким образом, сигнал коррекции AI (Аи -у) 1о KI, где Ki - коэффициент пропорциональности, зависящий от параметров сварочной проволоки, требований к переходному процессу и получаемый при настройке.
Изменение тока сварочного выпрямителя приводит к изменению длины дуги как за счет изменения скорости плавления проволоки, так и за счет изменения напряжения дуги Уд, вызывающего дополнительное изменение скорости подачи проволоки. Кроме того, за счет повышения коэффициента пропорциональности KI до значений, недостижимых в линейной системе регулирования из-за потери устойчивости, может быть получена .значительная форсировка процесса регулирования длины дуги сварочным током. Совместное воздействие на длину дуги сварочного тока и привода продолжается до момента входа AU в пределы зоны, после чего регулирование дуги производится только приводом подачи проволоки. Ликвидация значительных отклонений длины дуги от заданного значения обусловлена значительно меньшей инерционностью канала регулирования током по сравнению с каналом регулирования длины дуги скоростью привода подачи проволоки.
Пределы у (0,3-0,95) AUmax установлены по следующим причинам. При ,3 Аи max практически .отсутствует зависимая подача, т.е. регулирование длины дуги приводом подачи проволоки. Оно идет в основном за счет изменения сварочного тока, что может отрицательно сказываться на качестве сварного шва. При у 0,95 AUmax практически исчезают преимущества, связанные с воздействием тока на длину дуги.
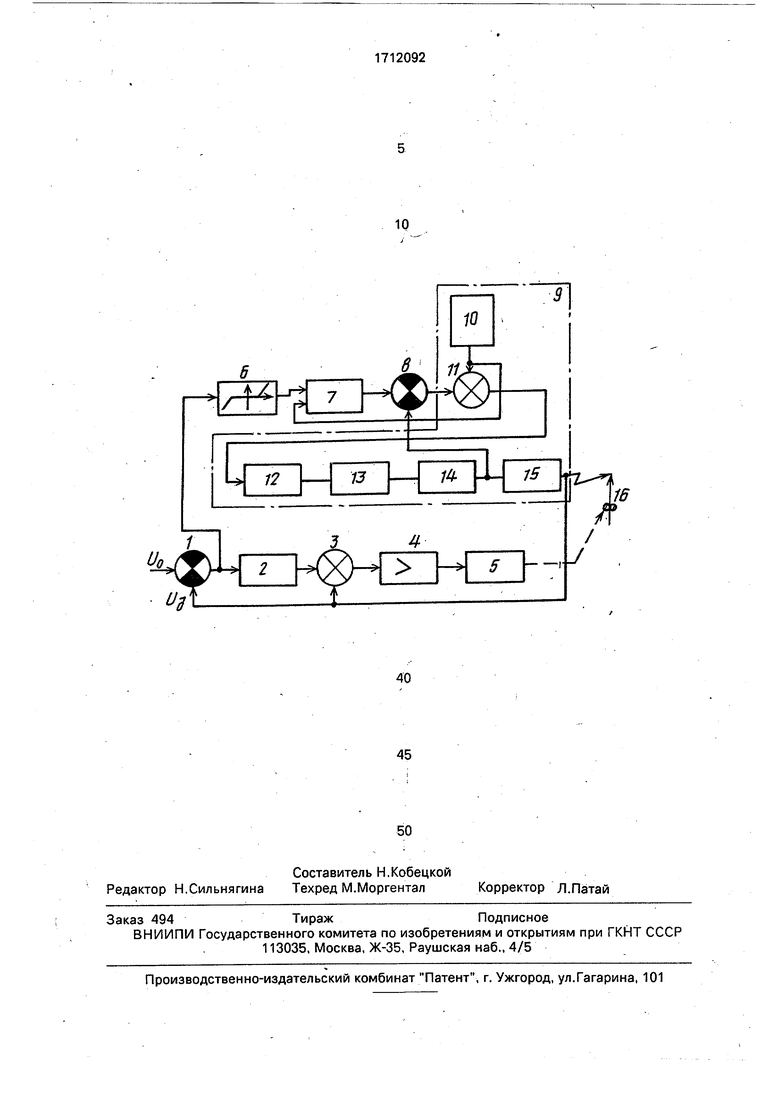
Сущность предлагаемого изобретения поясняется приведенной на чертеже функциональной схемой регулятора, реализующего предлагаемыйспосрб регулирования, длины дуги.
Регулятор состоит из узла 1 сравнения напряжения дуги Уд с заданным значением Uo, интегрирующего усилителя 2 с постоянным, коэффициентом передачи, узла 3
суммирования пропорционального и интегрального сигналов, усилителя 4, исполнительного механизма привода подачи проволоки 5, усилителя 6, имеющего регулируемую зону нечувствительности, блока 7
0 умножения, вырабатывающего сигнал коррекции, узла 8 суммирования сигнала кор рекции и сигнала обратной связи по току, сварочного выпрямителя 9, включающего задатчик 10 сварочного тока, узел 11 сравнения скорректированного сигнала обратной связи по току с заданным значением тока, блок управления выпрямителем 12, силовую часть 13 выпрямителя, датчик 14 тока сварки, датчик 15 напряжения сварки, меха0 низма 16 подачи проволоки.
Регулятор работает следующим образом, С выхода узла 1 сигнал рассогласования Аи DO Уд поступает на два канала регулирования длины дуги, канал подачи
5 проволоки (вход интегратора 2) и канал управления по току (вход усилителя 6).
По каналу подачи проволоки AU интегрируется усилителем 2, интегрированный сигнал поступает на узел 3, где.производится его суммирование с сигналом обратной связи по напряжению дуги, снимаемым с датчика 15. С выхода усилителя 4 для управления исполнительным механизмом 5 поступает сигнал
00
Vnp К2(ид + / (Uo + UAldt.
Скорость исполнительного механизма 5 изменяется таким образом, чтобы ликвидировать возникающие по разнь1м причинам отклонения длины дуги.
Если сигнал рассогласования не выходит за границы у зоны нечувствительности усилителя 6, то регулирование длины,дуги происходит как описано выше, и выходной сигнал усилителя 6 равен 0.
В случае выхода сигнала рассогласования за границы у зоны нечувствительности на выходе усилителя 6 появляется сигнал, пропорциональный разности сигнала рассогласования и соответствующей границы у зоны. Указанный сигнал умножается в
блрке 7 на величину заданного сварочного тока 1о, снимаемую с задатчика тока 10 сварочного выпрямителя 9, суммируется узлом 8 с сигналом обратной связи по току, снимаемому с датчика 14, и подается на узел 11 сравнения с заданным значением тока. Далее через элементы сварочного выпрямителя производится изменение тока дуги 1д в сторону уменьшения сигнала рассогласова-ния Ли до тех пор, пока указанный сигнал не войдет в зону нечувствительности усил.ителя 6.
При реализации указанного способэ граница зоны нечувствительности у выбирается, исходя из максимально допустимого отклонения длинь| дуги от заданного значёния, и составляет 0,3-0,95 величины этого отклонения.
Сигнал коррекции Al, вырабатываемой блоком умножения 7, устанавливается в пределах 10-25% от величины 1о, чтобы изменениетока не оказало заметного влияния на качество сварного шва. Для обоснования выбора величины зоны нечувствительности у проводилась сварка на полуавтомате ПДГИ-301, модернизированном в соотвеТ ; ствии с приведенной функциональной схемой. Горелка полуавтомата укреплялась на сварочном тракторе ТС-35. Сваривались листы из нержавеющей стали типа 18-8 толщиной 10 мм, проволокой св. ОХ20Н10Г7Т диаметром 2,0 мм. Ток сварки 1о 250 А, напряжение на дуге Уд 24 В, скорость подачи проволоки Vn 180 м/ч. Скорость сварки VCB 35 м/ч. Расход аргона Q 15 л/мин. Возмущения на длине дуги вносились искусственно путем резкого поднимания или опускания горелки. При зтом с помощью осциллографа К-117 регистрировались в момент переходного процесса от клонения от установившегося режима Ali Ли, ЛУп и время переходного режима. После сварки визуально и металлографически (исследованием макрошлифов) определялись геометрические размеры шва и его формирование.
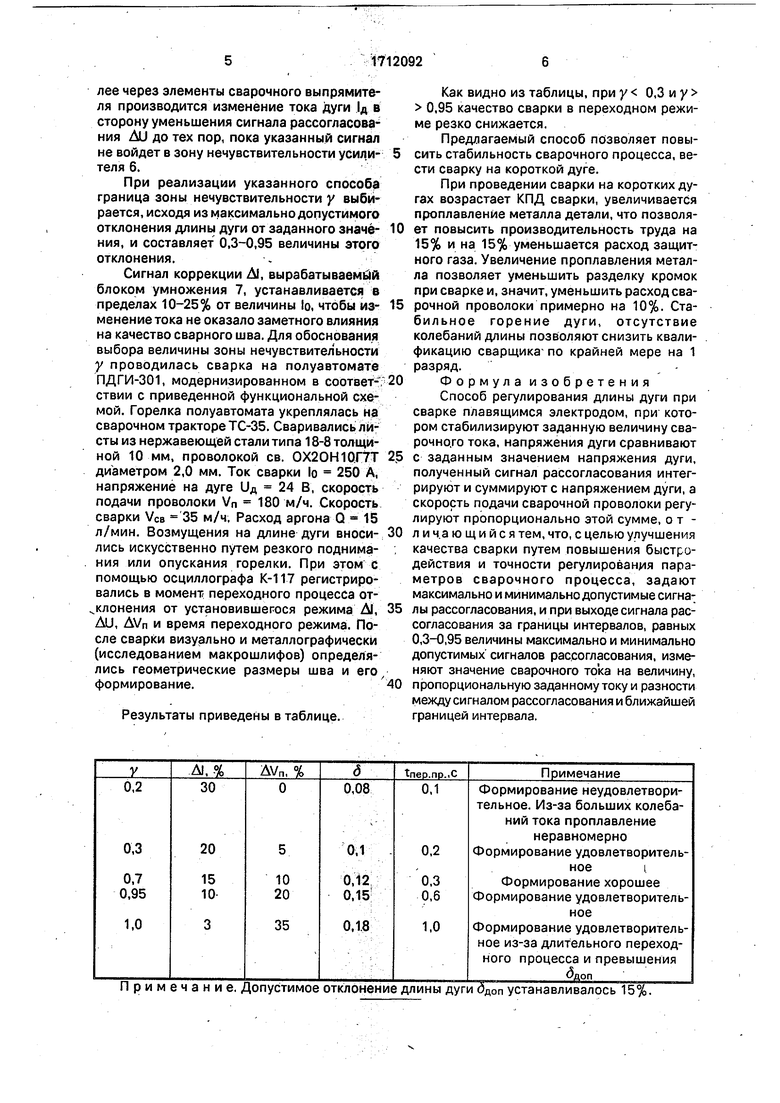
Результаты приведены в таблице.
Как видно из таблицы, при у 0,3 и у 0,95 качество сварки в переходном режиме резко снижается.
Предлагаемый способ позволяет повысить стабильность сварочного процесса, вести сварку на короткой дуге.
При проведении сварки на коротких дугах возрастает КПД сварки, увеличивается проплавление металла детали, что позволяет повысить производительность труда на 15% и на 15% уменьшается расход защитного газа. Увеличение проплавления металла позволяет уменьшить разделку кромок при сварке и, значит, уменьшить расход сварочной проволоки примерно на 10%. Стабильное горение дуги, отсутствие колебаний длины позволяют снизить квалификацию сварщика- по крайней мере на 1 разряд.
Формула изобретения
Способ регулирования длины дуги при сварке плавящимся электродом, при котором стабилизируют заданную величину сварочно.го тока, напряжения дуги сравнивают с заданным значением напряжения дуги, полученный сигнал рассогласования интегрируют и суммируют с напряжением дуги, а скорость подачи сварочной проволоки регулируют пропорционально этой сумме, о т лич.ающийся тем, что, с целью улучшения качества сварки путем повышения быстродействия и точности регулирования параметров сварочного процесса, задают максимально и минимально допустимые сигналы рассогласования, и при выходе сигнала рассогласования за границы интервалов, равных 0,3-0,95 величины максимально и минимально допустимых сигналов рассогласования, изменяют значение сварочного тока на величину, п|эопорциональную заданному току и разности между сигналом рассогласования и ближайшей границей интервала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Источник питания для дуговой сварки плавящимся электродом | 1982 |
|
SU1031664A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПЕРЕМЕННОГО ТОКА ПО ВЕЛИЧИНЕ НАПРЯЖЕНИЯ НА НЕЙ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1997 |
|
RU2113329C1 |
| Источник питания для дуговой сварки | 1985 |
|
SU1346367A1 |
| Способ автоматического регулирования длины сварочной дуги | 1983 |
|
SU1152742A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
Изобретение относится к дуговой сварке плавящимся электродом. Цель изобрет1В- ния - улучшение качества сварки пут^м повышения быстродействия и точности регулирования. Сварочная система наряду с каналом регулирования длины дуги путем изменения скорости подачи электродной проволоки дополнительно оснащена каналом регулирования длины дуги сварочным током. Для этого по обе стороны от нулевого значения сигнала рассогласования напряжения дуги устанавливают зону в пределах 0,3-0,95 от величины максимально допустимого сигнала рассогласования. При выходе величины сигнала рассогласования за эту зону изменяют значение сварочного тока на величину, пропорциональную заданному сварочному току и разности между величиной рассогласования и ближайшей границей зоны с тем, чтобы уменьшить величину рассогласования. 1 ил,, 1 табл.СО
Примечание. Допустимое отклонение длины дуги Одоп устанавливалось 15%.
| Способ автоматического регулирования длины сварочной дуги | 1983 |
|
SU1152742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
