В производстве вакуумных покрытий известны вакуумные аппараты периодического действия, для перезарядки которых рабочая камера сообщается с атмосферой, и вакуумные аппараты непрерывного действия, в которых установка изделий над испарителями в рабоч ;х камерах и выдача кх в атмосферу агуществляется через шлюзовые вакуумные камеры. Первые малопроизводительны и неэкономичны, так как в них осуществляется разовый технологический цикл обработки, а в аппаратах непрерывного действия затруднительно получение равномерных покрытий вследствие неподвижности изделия при напаривании.
Описываемая конструкция аппарата для вакуумных покрытий не имеет указанных недостатков, обладает высокой производительностью, дает возмол ность значительно снизить ра гход испаряемых материалов, обеспечивает высокое качество покрытий, расгниряет технологические возможности и использование процессов вакуумных покрытий в различных областях техники.
Предлагаемый аппарат выполнен в виде автоматической линии вакуумных покрытий, в которой технологический процесс осуществляется при непрерывном транспортировании обрабатываемых изделий.
В вакуумных рабочих камерах установлены испарители, над которыми непрерывно, вплотную друг за другом, проходят обрабатываемые листы или отдельные заготовки в кассетах, являющиеся конденсаторами.
Для нанесения однослойных или многослойных покрытий одним или несколькими материалами испарители ра|СПолагаются ряда,1и перпендикулярно к движению конденсаторов. Равномерность покрытий по толщине обеспечивается стабильностью температуры испарения и скорости движения листов над испарителями.
В процессе обработки рабочие вакуумные камеры полностью изолированы от атмосферы и в них постоянно поддерживается требуемое разрежение.
Для входа обрабатываемых листов в рабочие вакуумные камеры и выхода из них без нарушения вакуума аппарат имеет систему шлюзе.№ 117269
вых вакузмных камер, количество которых (число ступеней шлюзования) при заданном времени цикла определяется требуемой степенью разрежения. Непрерывность движения листов над испарителями обеспечивается тем, что скорость движения листов в системе шлюзовых камер превышает скорость У их движения в рабочих камерах. Переход с больи ей скорости на меньшую У, и обратно осуш,ествляется в специальных промежуточных вакуумных камерах, расположенных между шлюзовыми и рабочими камерами.
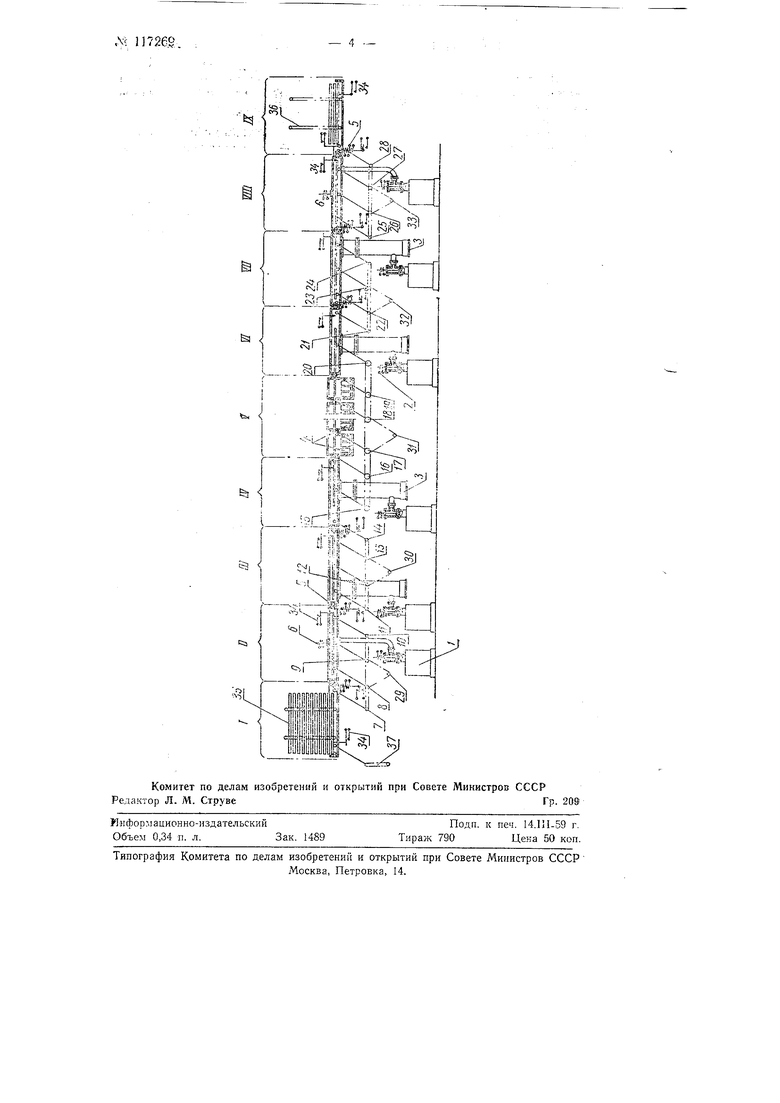
На чертеже изображена схема аппарата для вакуумных покрытий, в часткоггги для нанесения висмута, селена, кадмия раздельно или носледовательно на алюминиевые листы размером 1010X505 мм или на отдельные заготовки в кассетах с темпом 90 сек- при постоянном давлении в рабочих камерах мм рт. ст.
Аппарат представляет собой систему последовательно расположеннь х агрегатов / - IX, объединенных обш.ей схемой управления. Вакуумная система аппарата включает ряд вакуумных камер, шлюзовых промежуточных и рабочих, герметично соединенных между собой посредством сухарей. Шлюзовые и промежуточные вакуумные камеры имеют индивидуальные откачные посты, состоящие из форвакуумных насосов / с электромагнитными кранами 2 и диффузионных насосов 3 с затворами. В рабочих камерах, где установлены испарители 4, необходимое разрежение .создается через промежуточные вакуумные камеры. Шлюзовые вакуумные камеры изолируются от атмосферы и от промежзточных вакуумных камер, а такл е разделяются между собой вакуумны.мн заслонками 5, имеюидими индивидуальные приводы- Шлюзовые камеры // и VIII агрегатов имеют электромагнитные клапаны 6 для впуска воздуха.
Вся электрическая аппаратура управления механизмами аппарата, зашита и сигнализация располол ены в пульте управления (на чертеясе не показан), установленном со стороны загрузочного агрегата I.
Аппаратура питания нагревателей и регз/лировки температуры испарения размеш,ена в пульте питания (на чертеже не показан), зстановленном со стороны приемного агрегата IX. При нанесении нескольких покрытий последовательно на каждый вид покрытия устанавливается отдельный питання.
Транспортирование обрабатываемых листов осуш;ествляется системой ведуших роликов 7-28, разбитых на пять грзпп с независимыми друг от друга прнводами 29-33. Ведуп1ие ролики J6-19 рабочего агрегата V, а также ведуш,ие ролики свободного хода 15 и 20 промежуточных агрегатов IV и V объединены главным приводом 31, посредством которого осуществляется непрерывное перемещение листов .со скоростью . Остальные ведущие ролики для перемещения листов с большей скоростью У sen Переход от скорости к скорости У раб в 1У агрегате и обратно в У1 агрегате осуществляется посредством ведущих роликов свободного хода 15 и 20: при выходе из агрегата /// и при входе в агрегат УП лист движется со скоростью , легко вращая ведущие ролики свободного хода 15 и 20.
Движение листа из агрегата III в агрегат 1У со скоростью У происходит до соприкосновения его с предыд /щи,м листом у входа в рабочую вакуумную камеру. На случай, если соприкосновение листов произойдет раньше, чем последуюи1,ий лист сойдет с ведущих роликов 14, последние имеют фрикционы.
Электросхема управления работой аппарата выполнена таким образом, что время цикла определяется скоростью движения листов в рабочих вакуумных камерах.
Последовательность работы механизмов аппарата обеспечивается системой путевых контактов 34 и конечных выключателей механизмов вакуумных заслонок 5На загрузочном агрегате / и приемном агрегате IX установлены соответственно бункерные устройства «35 и 36, посредством которых осуществляется выдача листов на подающий механизм 37 для подачи в шлюзовую камеру и прием обработанных листов.
Предмет изобретения
1.Аппарат для вакуумных покрытий на основе принципа шлюзо1зания и последовательного расположения вакуумных камер, отличающийся тем, что для осуществления однО|Слойных или многослойных покрытий одним или Несколькими материалами и с целью интенсификации процесса, он выполнен в виде автоматической линии, в которой для обеспечения равномерности покрытий нанесение материалов производится в процессе непрерывного-траН|Спортиро:вания листов (или заготовок в кассетах) над испарителями, что обеспечивается разной скоростью движения листов в рабочих камерах и в системе шлюзовых камер и наличием промежуточных вакуумных камер.
2.Аппарат для вакуумных покрытий по п. 1, отличающийся тем, что, с целью достижения максимально возможной производительности, снижения расхода материала покрытия и уменьшения засорения рабочих камер, непрерывное движение листов осуществляется друг за другом, для чего в левой промежуточной камере установлены фрикционные ведущие ролики, обеспечивающие соприкосновение каждого последующего листа с предыдущим на входе в рабочие вак умпые камеры.
3.Аппарат для вакуумных покрытий по пп, 1 и 2, отличающийс я тем, что переход с большей скорости на меньшую и обратно осуществляется посредством ведущих роликов свободного хода, устанавливаемых в промежуточных вакуумных камерах.
4.Аппарат для вакуумных покрытий по пп. 1-3, отличающийся тем, что равномерность покрытий по толщине и их однородность обеспечивается постоянством |Скорости движения листов над испарителями, а также точным регулированием температуры испарителей путем установки в цепи нагревателей каждого тигля дросселей насыщения, токи подмагничивания которых управляются терморегуляторами.
5.Аппарат для вакуумных покрытий по пп. 1-4, отличающийся тем, что, с целью расширения технологических возможностей, управление работой аппарата осуще ствляется посредством путевых контактов от движущихся листов, что позволяет при неизменной схеме управления устанавливать любое количество рабочих вакуумных камер.
6.Аппарат для вакуумных покрытий по пп. 1-5, отличающийся тем, что, с целью повышения работоспособности вакуумных насосов и уменьшения засорения рабочих камер испаряемыми материалами, откачка из рабочих камер производится через промежуточные вакуумныр камеры.
7.Аппарат для вакуумных покрытий по пп- 1-6, отличающийс я тем, что для облегчения его эксплуатации и повышения производительности труда на загрузочном и приемном агрегатах установлены бункерные зстройства, обеспечивающие накопление подлежащих обработке и обработанных листов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный карусельный полуавтомат для нанесения покрытий испарением в вакууме | 1960 |
|
SU139176A1 |
| Вакуумный аппарат для нанесения покрытий | 1958 |
|
SU117359A1 |
| Вакуумная установка для нанесения многослойных покрытий | 1961 |
|
SU148317A1 |
| Автомат для нанесения покрытий в вакууме | 1960 |
|
SU139895A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ | 1964 |
|
SU165481A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ВАКУУМНЫМ СПОСОБОМ ПОКРЫТИЯ НА ПОДШИПНИКИ СКОЛЬЖЕНИЯ | 1998 |
|
RU2221080C2 |
| Устройство для сублимационной сушки пищевых продуктов | 1977 |
|
SU739318A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ В ВАКУУМЕ | 1995 |
|
RU2066706C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ПОКРЫТИЕМ | 1996 |
|
RU2111928C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ НАНОКОМПОЗИТОВ В ВОДОРОДНОЙ ПЛАЗМЕ | 2013 |
|
RU2560898C2 |