-ч|
41
Изобретение относится к обработке металлов резанием, в частности касается многошпиндельной обработки групп отверстий.
Цель изобретения - повышение производитепьности прИ многопереходной обработке групп отверстий путем одновременной обработки переходов в заданной последовательности.
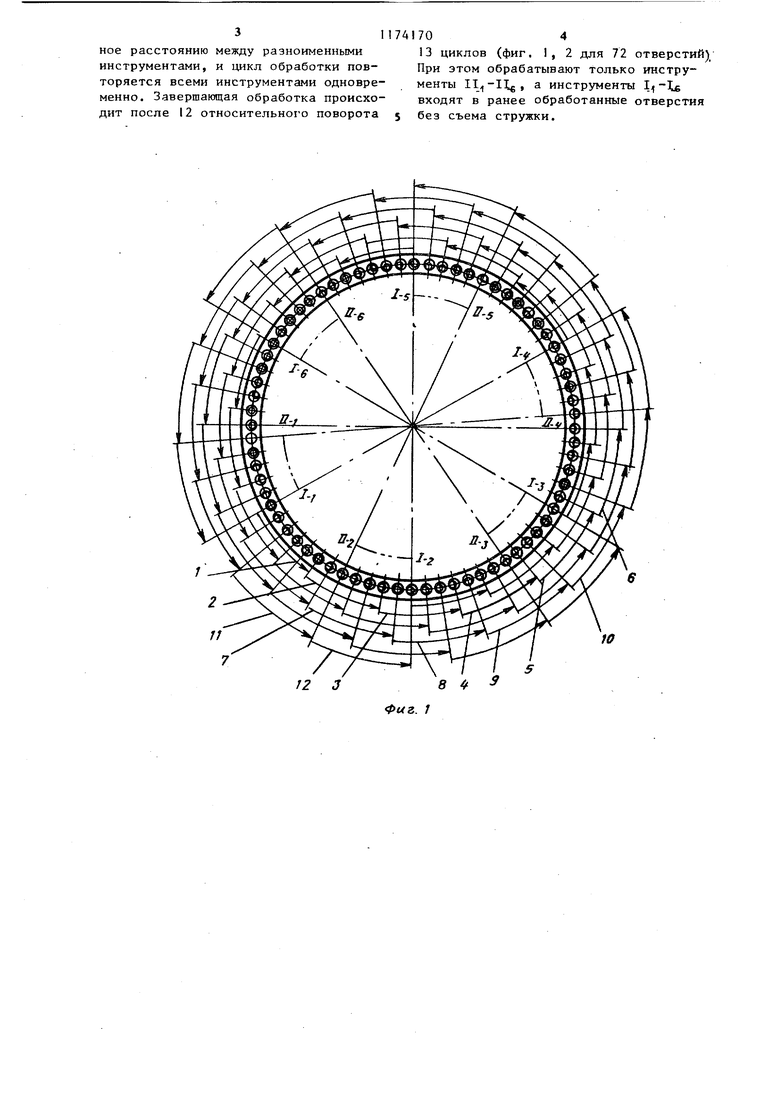
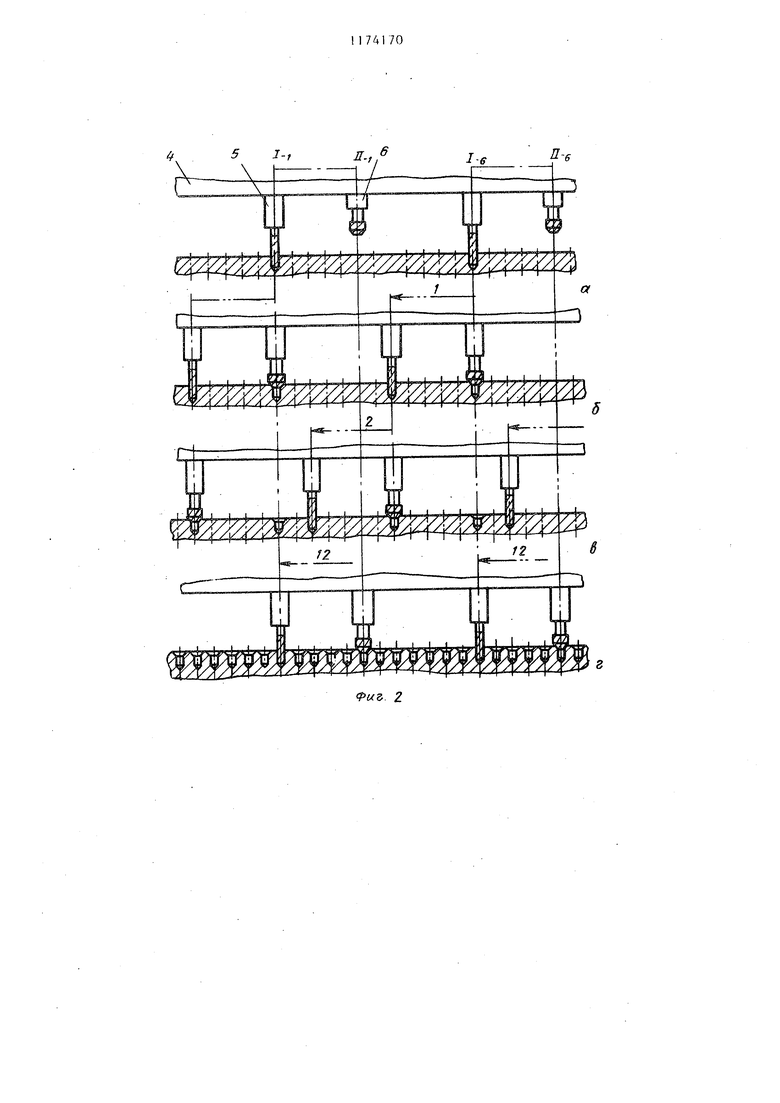
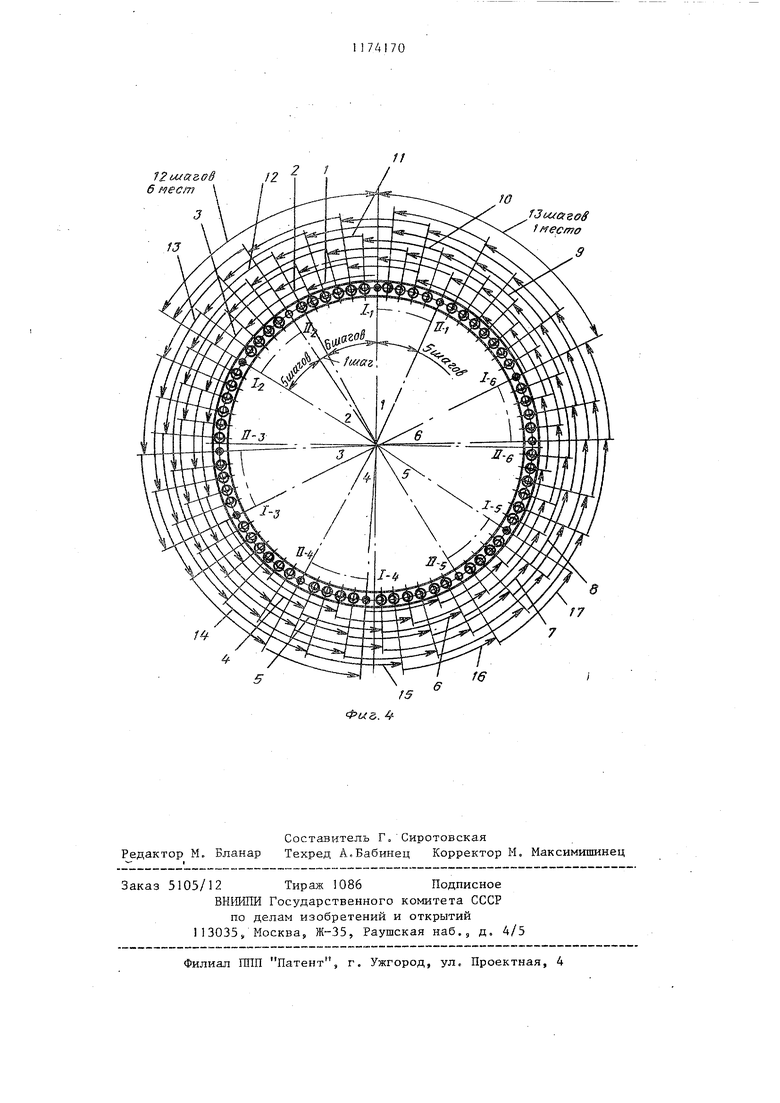
На фиг. I изображена схема последовательной обработки четного числа отверстий группами инструмеитов на . примере 72 отверстий и 6 групп; на фиг. 2 - то же, развертка la первоначальная обработка) ; 8 - по следующая обработка - сверление, зенкование, после первого по- ворота инструментального блока; 3 последующая обработка - сверление, зенкование, после второго поворота инструментального блока; Г - заключительная обработка после последнего поворота инструментального блока зенкование; на фиг. 3 - схема последовательной обработки нечетного числа отверстий, кратного числу групп инструментов на примере 75 отверстий и 5 групп; на фиг. 4 - Схема последовательной обработки нечетного числ отверстий,некратного числугрупп инструментов на примере 73 отверстий и 6 групп.
Стрелками показано направление врщения инструментального блока и шаг перемещения; I - сверлильные шпиндели; II - зенковальные шпиндели.
Показано также число поворотов 1-16 инструментального блока.
На станок устанавливают деталь, совмещая оси будущих отверстий и инструментов. Сообщают инструментам поступательное движение и производят обработку отверстий rto первому перекоду одноименными инструментами Т,д-1 в один цикл (фиг. 2 с ) . При этом инструменты остаются не выдвинутыми в рабочее положение и в работе не участвуют.
По окончании первого цикла обрабоки по первому переходу инструменты возвращают в исходное положение и производят относительный поворот детали или инструментального блока на расстояние, равное расстоянию между разноименными инструментами (фиг. 2ё). При этом, в случае обработки четного числа отверстий, например 72 шестью группами инстру702
ментов (фиг. 1), или нечетного числа отверстий, некратного числу групп инструментов, например 73 отверстий шестью группами инструментов (фиг. Д) расстояние между разноименными инструментами устанавливают меньше половины расстояния между соседними одноименными инструментами в промежутке от первого до последнего, в направлении относительного поворота на один шаг.
От произвольно взятого инструмента первого перехода, например I-I, в направлении относительного поворота последовательно отсчитывают равномерные интервалы по 12 шагов, нл стыке интервалов устанавливают одноименные инструменты с .( по Т . Интервал 1- I-, составляет 13 шагов, однако он не учитывается, поскольку отсчет ведется от первого инструмента до последнего 1- -Ig . Половина расстояния между соседними инструментами в указанных интервалах составляет щесть дпагов, а расстояние между разноименными инструментами одной группы пять шагов.
В случае обработки нечетного числа отверстий, кратного числу групп инструментов, например 75 отверстий пятью группами инструментов (фиг. 3), расстояние между разноименными инструментами устанавливают меньше на половину шага половины расстояния между одноименными инструментами в направлении относительного поворота. Таким образом, расстояние между одноименными инструментами равно f5 шагов, половина этого расстояния - 7,5 шагов, а расстояние между разноименными инструментами однойгруппы - 7 шагов. Затем выдвигают инструменты в рабочее положение и производят обработку отверстий одновременно по всем переходам всеми инструментами. При Этом одноименные инструменты IIji Не обрабатывают отверстия, обработанные ранее по первому переходу, а одноименные инструменты - 1 -Т обрабатывают отверстия, подготавливая их для обработки по следующему переходу (фиг. 1, 3, 4 и фиг. 2S ,6 ).
По окончании цикла обработки инструменты перемещают в исходное полоение и производят очередной относительный поворот на расстояние, равное расстоянию между разноименными инструментами, и цикл обработки повторяется всеми инструментами одновременно. Завершающая обработка происходит после 12 относительного поворота
13 циклов (фиг, 1, 2 для 72 отверстий) При этом обрабатывают только инструменты , а инструменты 1ц-1 входят в ранее обработанные отверстия без съема стружки.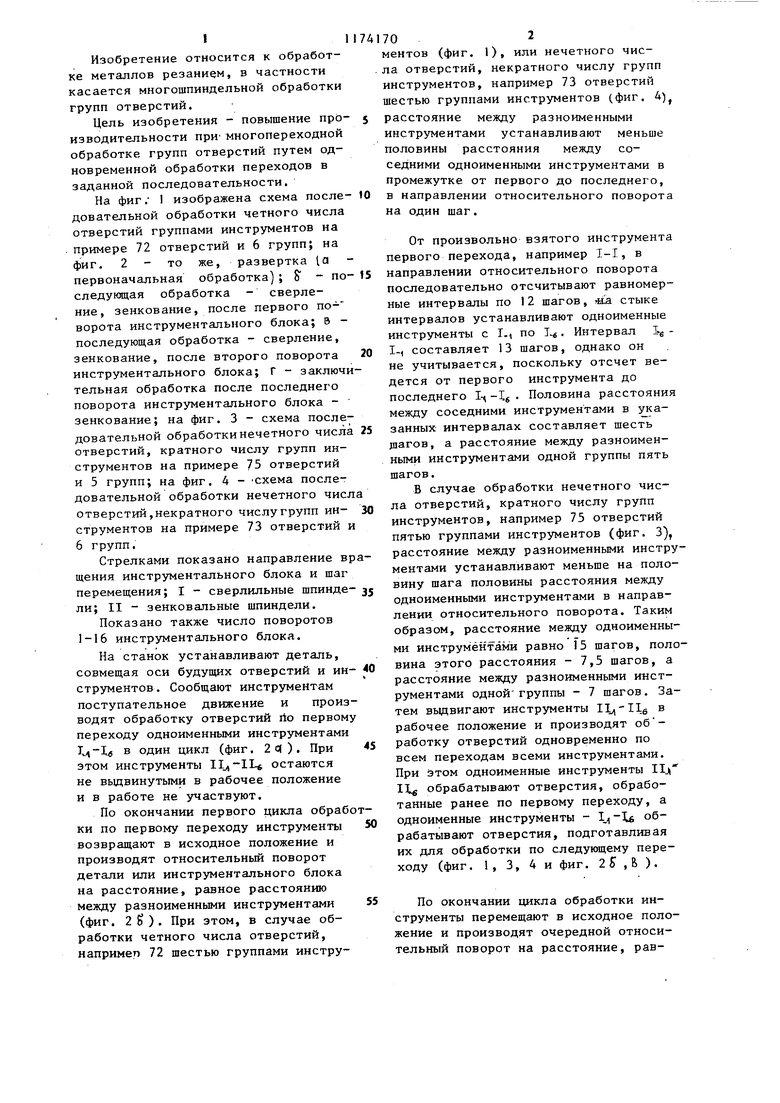
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехфазный преобразователь напряжения | 1987 |
|
SU1495956A1 |
| Способ групповой обработки отверстий | 1979 |
|
SU837594A1 |
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| Способ управления четырехфазным шаговым двигателем с электрическим дроблением шага | 1988 |
|
SU1552341A1 |
| ТРЕХФАЗНАЯ ОБМОТКА С ПЕРЕКЛЮЧЕНИЕМ ЧИСЛА | 1967 |
|
SU198441A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Трехфазная полюсопереключаемая обмотка | 1974 |
|
SU738052A1 |
| Способ изготовления борфрезы | 1974 |
|
SU558781A1 |
| Способ угловых измерений | 2021 |
|
RU2782353C1 |
| Способ управления двухфазным шаговым двигателем | 1988 |
|
SU1628178A1 |
1. СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ВО ФЛАНЦЕ КРУГЛОЙ ДЕТАЛИ установленными группами разноименными инструментами с шагом между ними, кратным шагу расположения обрабатываемых отверстий, при котором осуществляют относительный поворот инструментов и детали, отличающийся тем, что, с целью повьш1ения производительности, расстояние между разноименными инструментами выбирают меньшим половины расстояния между одноименными инстру. ментами в направлении относительного поворота, который осуществляют на величину, соответствующую расстоянию между разноименными инструментами, 2.Способ по п. 1, отличающийся тем, что, с целью обработки четного числа отверстий и нечетного числа отверстий, некратного числу групп инструментов, расстояние между разноименными инструментами выбирают меньшим на один шаг половины расстояния между .одноименными инструментами, 3,Спосйб по п. 1, отличающийся тем, что, с целью обtS работки нечетного числа отверстий, кратного числу групп инструментов, расстояние между разноименными инструментами выбирают меньшим на половину шага половины расстояния между одноименными инструментами.
Риг. 2
ersog ec. 72 i aRffS б мест
Фио. fy i f ecfrro
| Меламед Г | |||
| И | |||
| Агрегатные станки, М.: Машиностроение, 1964, с | |||
| Замкнутая радиосеть с несколькими контурами и с одной неподвижной точкой опоры | 1918 |
|
SU353A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
