(54) СПОСОБ ГРУППОВОЙ ОБРАБОТКИ ОТВЕРСТИЙ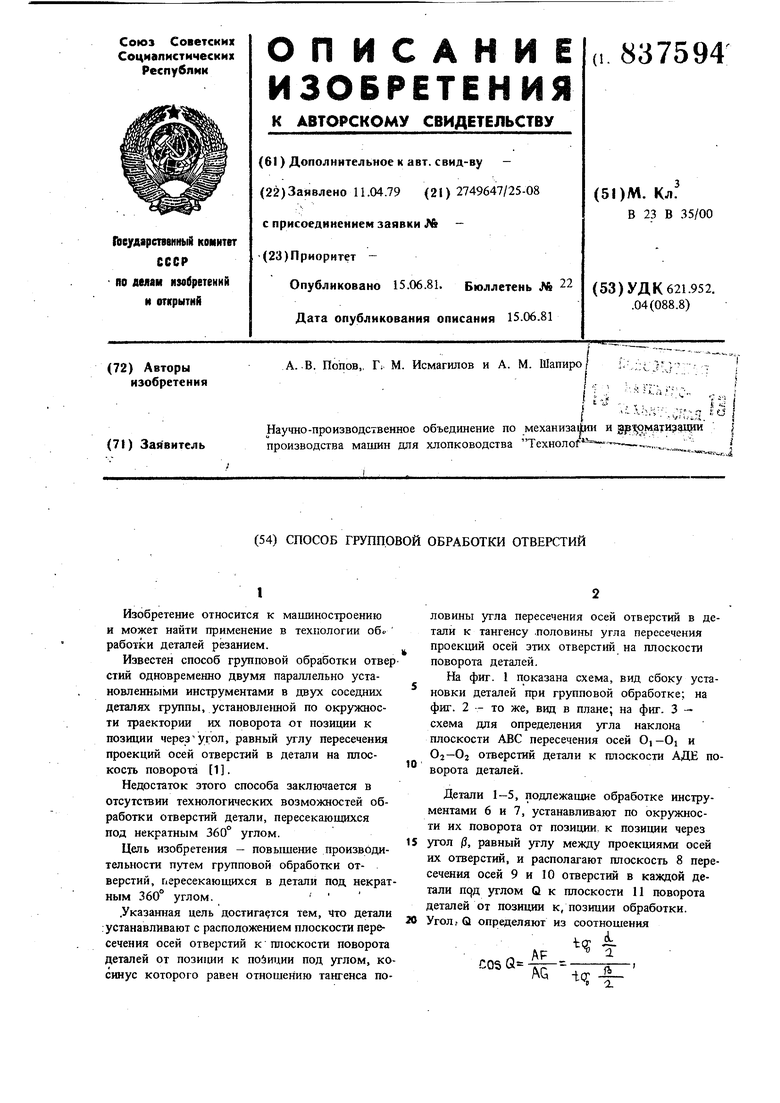
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания торцовых зубьев | 1988 |
|
SU1590229A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ КОРПУСНЫХДЕТАЛЕЙ | 1972 |
|
SU435074A1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| Устройство для электроэрозионной обработкиОТВЕРСТий | 1975 |
|
SU829388A1 |
| Способ обработки отверстий | 1975 |
|
SU546435A1 |
| Способ абразивной обработки сферических поверхностей | 1986 |
|
SU1404284A1 |
| УСТРОЙСТВО ДЛЯ ЗУБОТОЧЕНИЯ | 2012 |
|
RU2611584C2 |
| Способ тонкого растачивания | 1975 |
|
SU557878A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2023547C1 |
| Режущая головка для выемки твердых горных пород из плоскости забоя и режущее устройство для создания туннеля | 2019 |
|
RU2794114C1 |
1
Изобретение относится к машиностроению и может найти применение в технологии об.работки деталей резанием.
Известен способ групповой обработки отвер стий одновременно двумя параллельно установленными инструментами в двух соседних деталях группы, установле1шой по окружности траектории их поворота от позиции к позиции черезУГОЛ, равный углу пересечения проекций осей отверстий в детали на плоскость поворота 1.
Недостаток этого способа заключается в отсутствии технологических возможностей обработки отверстий детали, пересекающихся под некратным 360° углом.
Цель изобретения - повышение производительности путем групповой обработки отверстий, пересекающихся в детали под некратным 360° углом.
.Указанная цель достигается тем, что детали .устанавливают с расположением плоскости пересечения осей отверстий к плоскости поворота деталей от позиции к позиции под углом, косинус которого равен отношению тангенса половины угла пересечения осей отверстий в детали к тангенсу .половины угла пересечения проекций осей этих отверстий на плоскости поворота деталей.
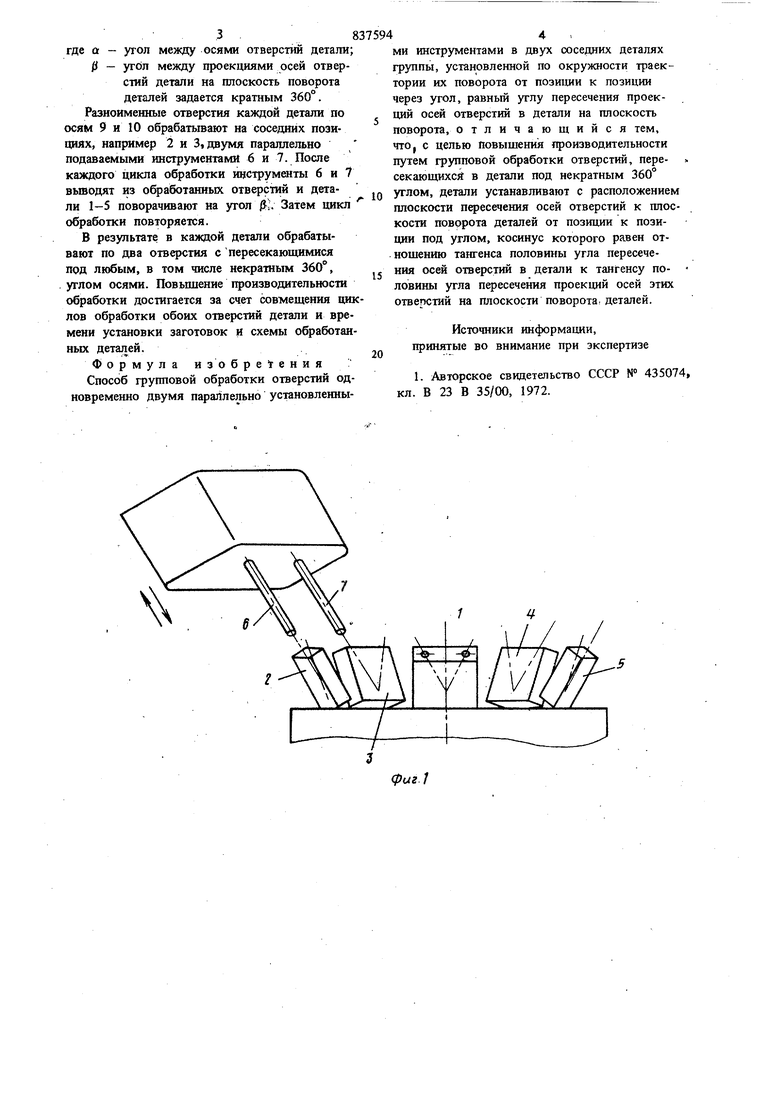
На фиг. 1 показана схема, вид сбоку установки деталей при групповой обработке; на фиг. 2 - то же, вид в плане; на фиг. 3 схема для определения угла наклона плоскости ABC пересечения осей О -Oi и отверстий детали к плоскости АДЕ поворота деталей.
Детали 1-5, подлежащие обработке инструментами 6 и 7, устанавливают по окружности их поворота от позиции, к позиции через угол /3, равный углу между проекциями осей их отверстий, и располагают плоскость 8 пересечения осей 9 и 10 отверстий в каждой детали П9д углом Q к плоскости И поворота деталей от позиции к, позиции обработки. Угол г Q определяют из соотношения
t
AF
C05Q
fi
AG
-tq;
где а - угол между осями отверстий детали; ii - угол между проекциями осей отверстой детали на плоскость поворота деталей задается кратным 360°. Разноименные отверстия каждой детали по осям 9 и 10 обрабатывают на соседних позициях, например 2 и 3, двумя параллельно подаваемыми инструментами 6 и 7. После каждого цикла обработки нцструменты 6 и 7 вьтодят из обработанных отверстой и детали 1-5 поворачивают на угол 1. Затем цикл обработки повторяется.
В результате в каждой детали обрабатывают по два отверстия с пересекающимися под любым, в том числе некратным 360°, углом осями. Повьппение производительности обработки достигается за счет совмещения циклов обработки обоих отверстой детали и времени установки заготовок и схемы обработанных деталей.
Формула изобре ения Способ групповой обработки отверстий одновременно двумя параллельно установленныМИ инструментами в двух соседних деталях группы, установленной по окружности траектории их поворота от позиции к позиции через угол, равный углу пересечения проекций осей отверстий в детали на плоскость поворота, отличающийся тем, что, с целью Повышения производительности путем групповой обработки отверстий, пересекающихсй в детали под некратным 360° углом, детали устанавливают с расположением плоскости пересечения осей отверстий к плоскосто поворота деталей от позиции к позиции под углом, косинус которого равен отношению тангенса половины угла пересечения осей отверстий в детали к тангенсу половины угла пересечения проекций осей этих отверстой на плоскосто поворота, деталей.
Источники информации, принятые во внимание при экспертизе
