При изготовлении бесконечных вентиляторных ремней до вулканизации производится запрессовка сырых заготовок в канавки барабанной пресс-формы в осевом направлении (на пневматическом прессе) с последующим стягиванием колец формы болтом и гайкой (вручную) и в радиальном направлении (на обкаточном станке) с одновременной бинтовой хлопчатобумажной тканью в несколько слоев. Такая запрессовка заготовок вентиляторных ремней и перемещение пресс-формы является трудоемкой операцией и требует значительного расхода ткани.
Описываемое приспособление для запрессовки заготовок вентиляторных ремней устраняет указанные недостатки, механизирует процесс и исключает применение ткани.
Приспособление выполнено в виде стального бандажа, снабженного вертикальными клиньями по высоте барабанной пресс-формы и съемной обжийной конусообразной втулкой, прижимающей бандаж к пресс-форме.
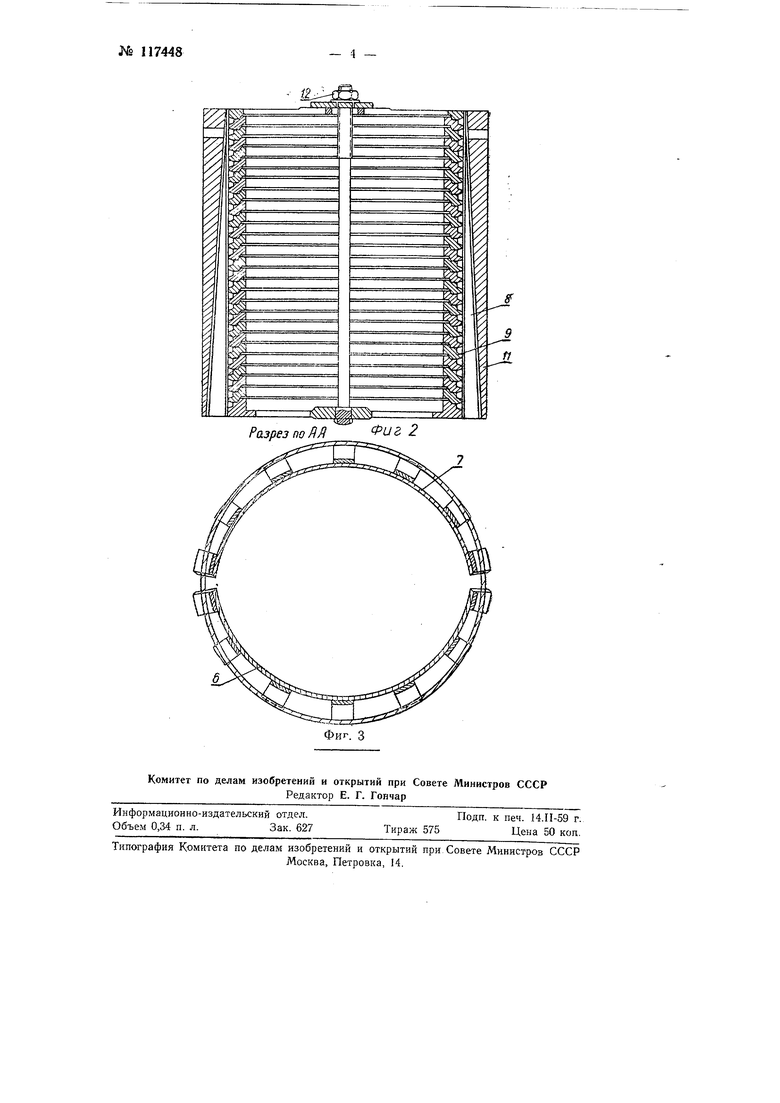
На фиг. 1 изображен общий вид приспособления, монтированного на станине пневматического пресса; на фиг. 2 показаны в разрезе съемная обжимная конусообразная втулка, бандаж и барабанная пресс-форма в сжатом состоянии; на фиг. 3 - разрез по ЛЛ на фиг. 1, с показом бандажа в момент посадки обжимной конусообразной втулки.
Пневматический цилиндр / пресса имеет шток, несущий на конце втулку 2, к которой прикреплен пневматический гайковерт S и сменный диск 4.
Приспособление включает в себя стальной бандаж 5, состоящий из двух частей б и 7 и имеющий вертикальные клинья 8, равные по высоте барабанной пресс-форме, состоящей из кольцевых звеньев 9. К сменному диску 4 посредством сменных скоб 10 крепится обжимная конусообразная втулка //.
№ 117448
Радиус кривизны внутренней поверхности каждой из частей 6 и 7 бандажа больше радиуса кривизны внешней цилиндрической поверхности барабанной пресс-формы и рассчитан таким образом, что при запрессовке исключается закусывание ремней в месте стыков частей 6 и 7 бандажа.
Барабанную пресс-форму с сырыми заготовками ремней подают к прессу. К пресс-форме приставляют обе части 5 и 7 бандажа.
Включают пневмоцилиндр / и при опускании штока с втулкой 2 и диском 4 на бандаж насаживают обжимную конусообразную втулку //, причем гайковерт 3 одновременно заворачивает гайку 12, стягивая звенья 9 пресс-формы. При насаживании втулки // на бандаж происходит обжатие сырых заготовок ремней в осевом и радиальном направлении.
После запрессовки ремней штыри 10 снимаются, и пресс-форму вместе с бандажом и втулкой // направляют в вулканизационный котел.
По окончании вулканизации пресс-форму устанавливают на подставку (не показана), укрепленную на станине пневматического пресса, в пневмоцилиндр подают воздух, и втулка 3 штока выталкивает (выжимает) пресс-форму с бандажом из обжимной конусообразной втулки //. Затем производится перезарядка пресс-формы, и цикл повторяется.
Предмет изобретения
Приспособление для запрессовки заготовок вентиляторных ремней в барабанную пресс-форму путем обжатия их в осевом и радиальном направлении, отличающееся тем, что, с целью механизации ручного труда и исключения применения ткани, оно выполнено в виде стального бандажа, снабженного вертикальными клиньями по высоте барабанной пресс-формы и съемной обжимной конусообразной втулкой, прижимающей бандаж к пресс-форме.
t yj-Jl Tnl IxTT

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для обрезки выпрессовок клиновидных ремней | 1959 |
|
SU127379A1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| ПОВОРОТНОЕ СОЕДИНЕНИЕ ДЛЯ ПЕРЕДАЧИ РАСПЛАВЛЕННОГО ПЛАСТИКА ИЗ ЭКСТРУДЕРА В ЛИТЕЙНЫЕ ФОРМЫ РОТАЦИОННОЙ МАШИНЫ ДЛЯ ОТЛИВКИ ЗАГОТОВОК | 2014 |
|
RU2653139C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2007 |
|
RU2404400C2 |
| КРАНО-МАНИПУЛЯТОРНАЯ УСТАНОВКА | 2002 |
|
RU2240971C2 |
| Вибратор | 2019 |
|
RU2716356C1 |
| Культиватор с комплектом дисков ножевых катковых для вертикальной или горизонтально-наклонной обработки почвы "ВИКОСТ" | 2020 |
|
RU2752886C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ CLYCYRRHIZA GLABRA L | 2003 |
|
RU2246082C1 |