СП С71
СО
Изобретение относится к устройствам для очистки газов от пыли и может быть использовано в различных отраслях промышленности, где используют рукавные фильтры.
Цель изобретения - придание жесткости и устойчивости фильтровальному элементу рукавного фильтра.
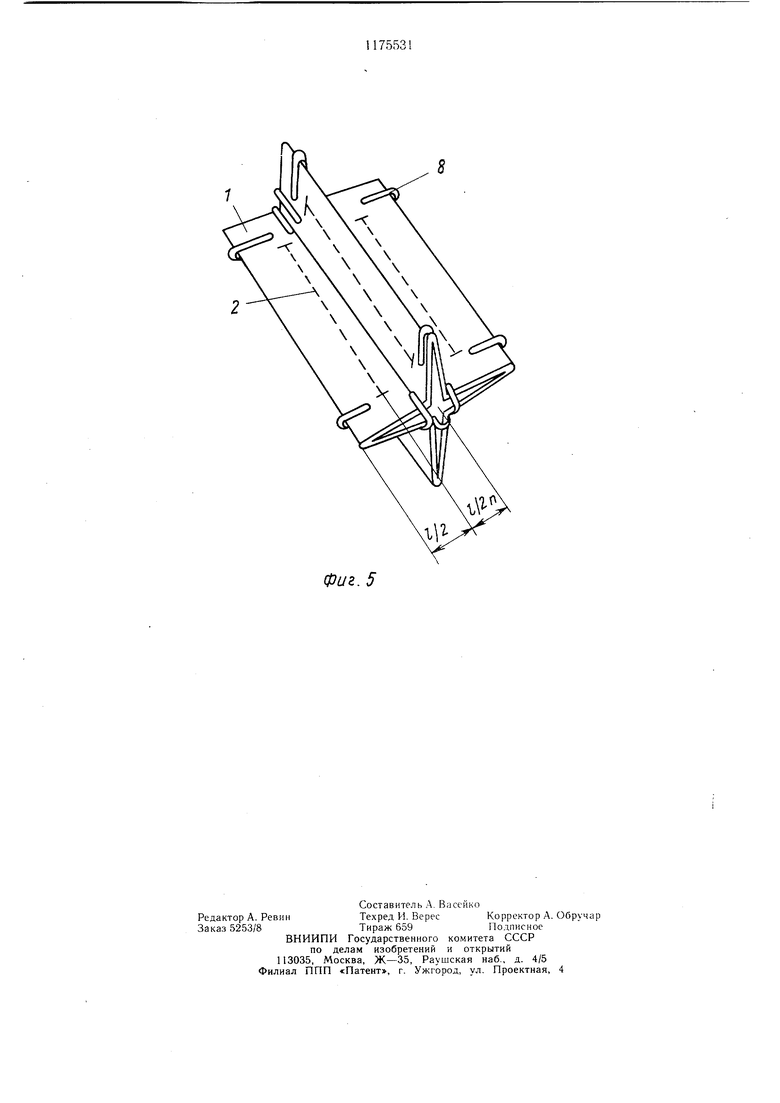
На фиг. 1 изображен фильтровальный элемент рукавного фильтра, общий вид; на фиг. 2-V-некоторые варианты поперечного сечения фильтровального элемента рукавного фильтра; на фиг. 5 - оправка для изготовления в качестве примера фильтровального элемента с пятью изолированными отсеками согласно фиг. 3.
Фильтровальный элемент рукавного фильтра состоит из полотна фильтрующего материала 1, разделенного продольными швами 2 на цилиндрические изолированные отсеки с образованием центрального отсека 3, вокруг которого располагаются остальные отсеки 4. Нижний и верхний концы элемента одинаково заужены и прикреплены соответственно к патрубку 5 и заглущке 6 хомутами 7.
Изготовление фильтровального элемента указанной формы осуществляется, из полотна фильтрующего материала, сщиваемого для удобства сначала в цилинд р, однако не исключено и более позднее выполнение этой операции. Образование центрального изолированного отсека, с которым соединен каждый из остальных отсеков, происходит при прошивании фильтровального элемента, уложенного в виде звезды с несколькими лучами (соответственно количеству боковых
отсеков), продольными швами так, что каждый щов располагается на расстоянии t/2 от вершины луча и е/2п от центра фигуры (Е - расчетный периметр цилиндрического отсека, п - количество боковых отсеков) (фиг. 5). Швы могут выполняться как одинарными, так и двойными, тройными и т.д., на некотором расстоянии друг от друга, что в последующем определяет зазор между отсеками. Укладывание фильтровального
элемента производят вручную с фиксацией складок, например термообработкой, с помощью зажимов 8 или различного рода складкообразователей. Фиксироваться может одна складка-луч и сразу прошиваться или
все складки-лучи, а затем поочередно прощиваются. Прошивание производят на обычных швейных машинках. Продольный шов на каждой складке-луче начинается с отсутствием от края фильтровального элемента и кончается не доходя до противоположного
его конца. Это обусловлено тем, что изготовление концов фильтровального элемента должно быть аналогичным концам рукава для закрепления его на патрубке и заглушке. Фильтровальный элемент рукавного
фильтра работает следующим образом.
При фильтрации запыленный газ посту-пает в элемент через патрубок 5, распределяется по отсекам, фильтруется и выходит из элемента наружу. При регенерации фильтровального элемента встряхиванием
и обратной продувкой происходит отделение пыли с внутренней поверхности фильтруюшего материала и осыпание ее в бункер через патрубок 5.
риг. 2
(риг. J
Фиг. 5
8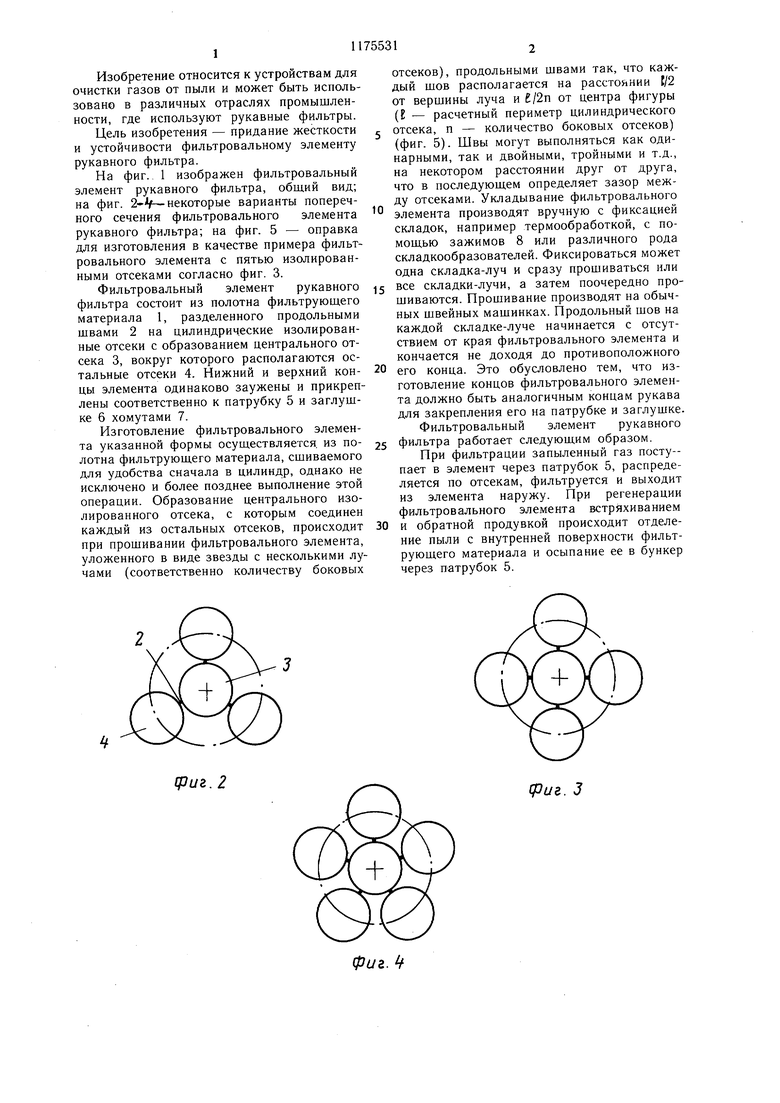
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильтрующий элемент рукавного фильтра | 1976 |
|
SU862429A1 |
| ФИЛЬТРОВАЛЬНЫЙ МЕШОК ПЫЛЕСОСА С БОКОВОЙ СКЛАДКОЙ | 2011 |
|
RU2528163C2 |
| Фильтрующий элемент рукавного фильтра | 1977 |
|
SU894927A2 |
| КАССЕТНЫЙ ФИЛЬТР | 2010 |
|
RU2438759C2 |
| Фильтровальный элемент рукавного фильтра | 1987 |
|
SU1480858A1 |
| ФИЛЬТР | 2013 |
|
RU2535050C1 |
| Фильтрующий элемент рукавного фильтра | 1981 |
|
SU984117A2 |
| Фильтрующий элемент рукавного фильтра | 1981 |
|
SU984118A2 |
| Рукавный фильтр | 1981 |
|
SU986463A1 |
| Рукавный фильтр | 1980 |
|
SU897261A1 |
1. ФИЛЬТРОВАЛЬНЫЙ ЭЛЕМЕНТ РУКАВНОГО ФИЛЬТРА, выполненный из одного полотна фильтрующего материала и разделенный продольными швами на несколько изолированных цилиндрических отсеков, к верхнему торцу элемента прикреплена общая заглущка для его подвешивания, а к нижнему - патрубок для крепления элемента на рукавной рещетке, отличающийся тем, что, с целью придания ему жесткости и устойчивости, фильтровальный элемент выполнен с центральным отсеком, вокруг которого размещены остальные цилиндрические отсеки. 2. Элемент по п. 1, отличающийся тем, что концы фильтровального элемента для крепления заглушки и патрубка заужены, а продольные швы не доходят до торцов элемента.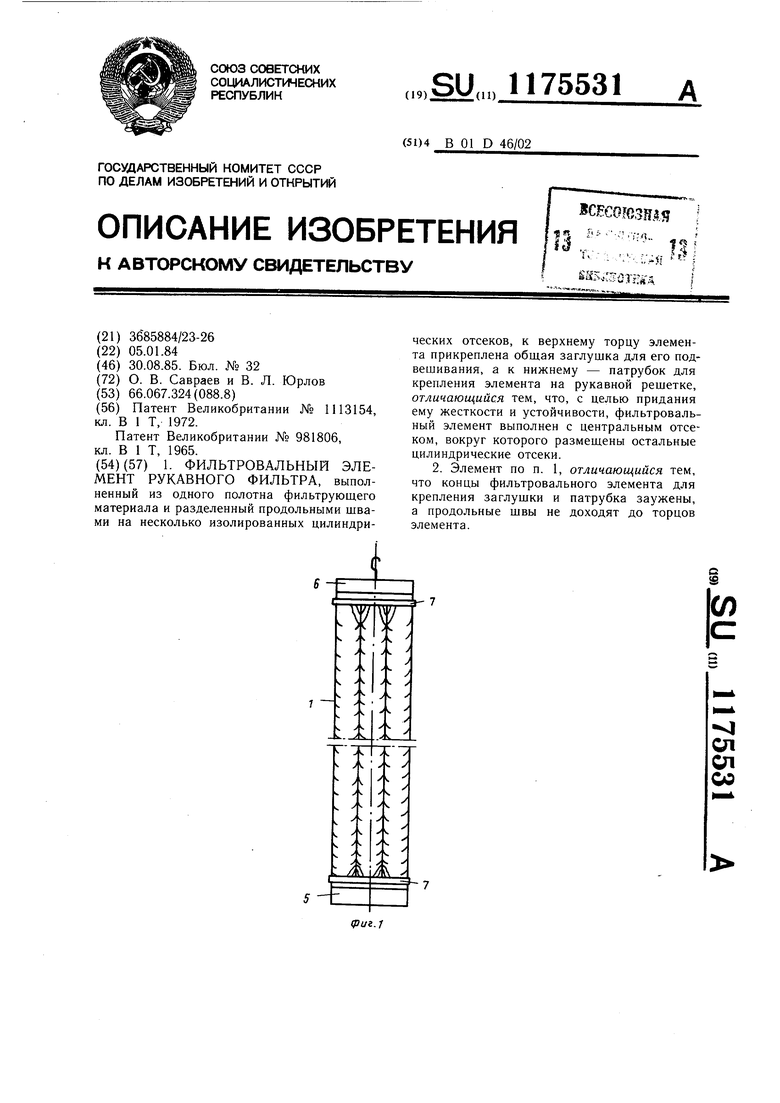
| Топливный электрофильтр | 1983 |
|
SU1113154A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для транспортировки при термической обработке изделий типа абразивных кругов | 1979 |
|
SU981806A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
