| название | год | авторы | номер документа |
|---|---|---|---|
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Способ накатывания профилей | 1980 |
|
SU965578A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
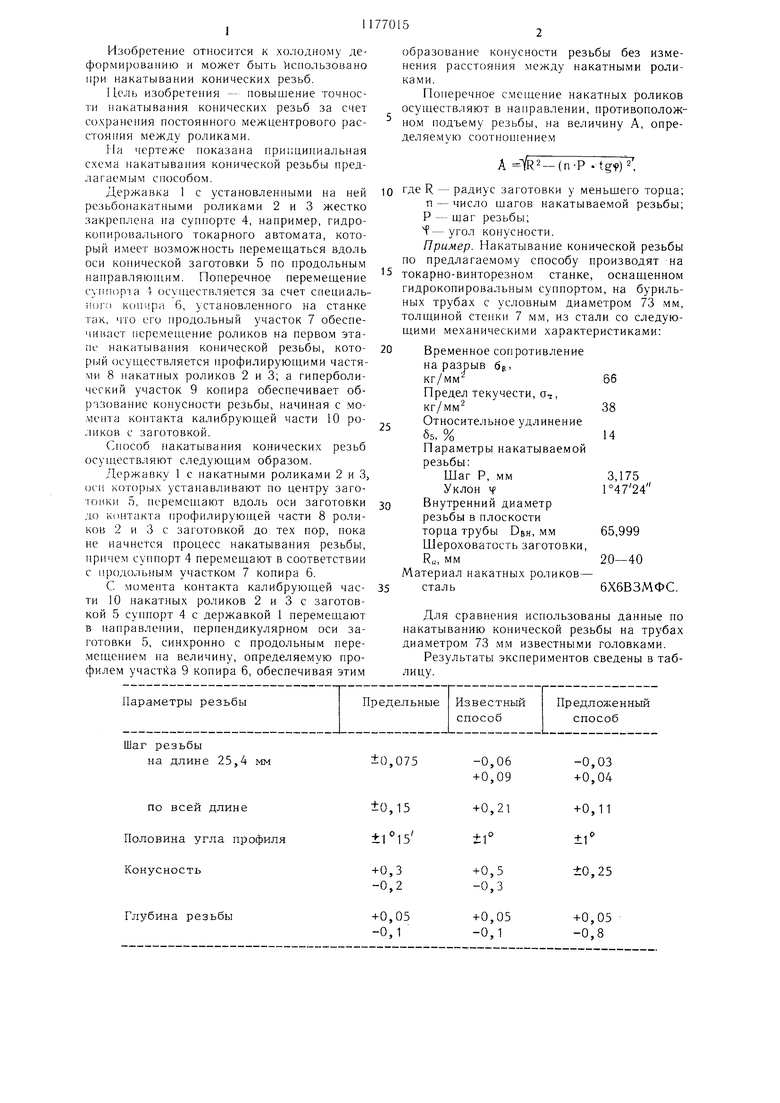
СПОСОБ НАКАТЫВАНИЯ КОНИЧЕСКИХ РЕЗББ при котором ролики, имеющие заборную и калибрующую части, перемещают относительно вращающейся заготовки в осевом направлении, отличающийся тем, что, с целью повьпиения точности накатывания за счет сохранения постоянного межцентрового расстояния между роликами, оси роликов устанавливают по центру заготовки и перемещают в осевом направлении до момента контакта калибрующей части с заготовкой, после чего одновременно с осевым перемещением ролики смещают в направлении, противоположном подъему резьбы, на величину, определяемую соотношением А /R2-(n-P-tgv02, где R-радиус заготовки у меньщего торца; п - число щагов накатываемой резьбы; Р - шаг резьбы; f - угол конусности. (Л сд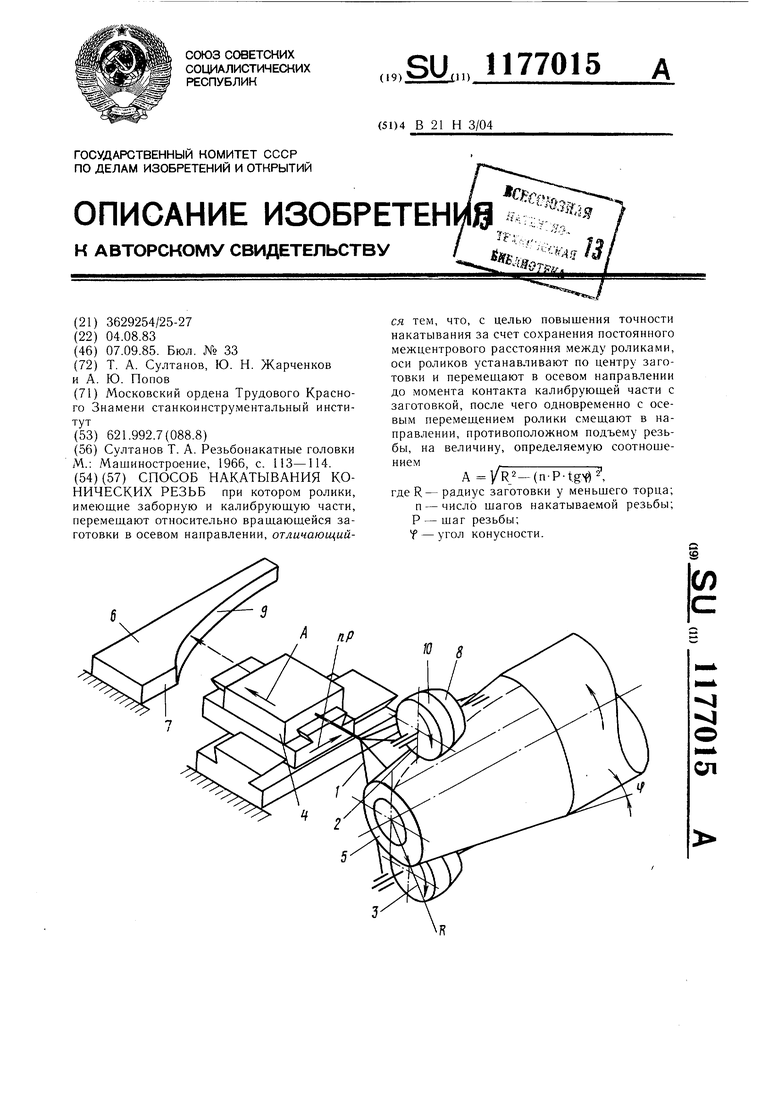
| Султанов Т | |||
| А | |||
| Резьбонакатные головки М.; / Машиностроение, 1966, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
