(54) СПОСОБ НАКАТЫВАНИЯ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| Способ накатки резьбы | 1956 |
|
SU593791A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Инструмент для одновременного накатывания резьбы и гладкой цилиндрической поверхности | 1988 |
|
SU1637923A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания винтовых профилей.
Известен способ накатывания профилей приводными роликами 1.
Однако при накатывании профилей по известному способу за несколько, проходов необходимо останавливать ролики для перемещения заготовки в исходное положение, что снижает производительность процесса.
Известен способ накатывания наружных резьб путем воздействия за несколько проходов на заготовки валками с винтовыми калибрами, имеющими секторный участок с уменьшенным профилем. Устройство, работающее поэтому способу,содержит принудительно вращаемые в одном направлении накатные ролики, секторная часть цилиндрической поверхности у которых имеет полный резьбовой профиль, на второй секторной части цилиндрической поверхности резьбовой профиль отсутствует. На третьей, последней секторной части, резьбовой.профиль выполнен уменьшенного размера с постепенным нарастанием сд полного резьбового профиля. При накатке резьбы заготов.ку устанавливают между роликами. Полный резьбовой профиль на заготовке может быть получен за один оборот резьбонакатных роликов без их сближения. В случаях, когда требуется накатать крупный резьбовойпрофиль
5 или когда материал заготовки обладает невысокой пластичностью,накатку производят за несколько оборотов роликов, постепенно сближая их при каждом обороте. При необходимости, накатки резьбы на заготовке с
10 буртами, заготовку можно возвращать в исходное положение без разведения роликов, ддя чего необходимо остановить ролики так, чтобы к заготовке примыкали участки роликов без резьбового профиля. Перемещение заготовки вдоль оси в исходное положение
15 производят вручную 2.
Однако производительность устройствапри накатывании резьбы на заготовках с буртами недостаточно высока, поскольку 20 для возвращения заготовки в исходное положение необходимо останавливать накатные ролики.
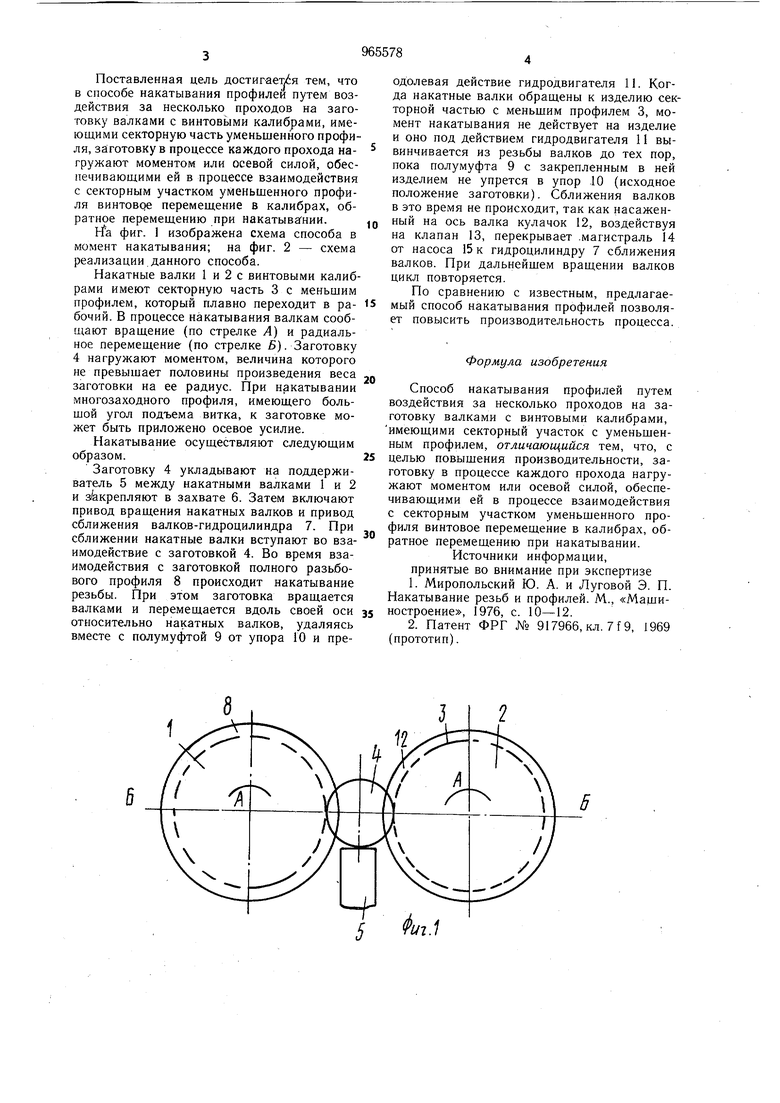
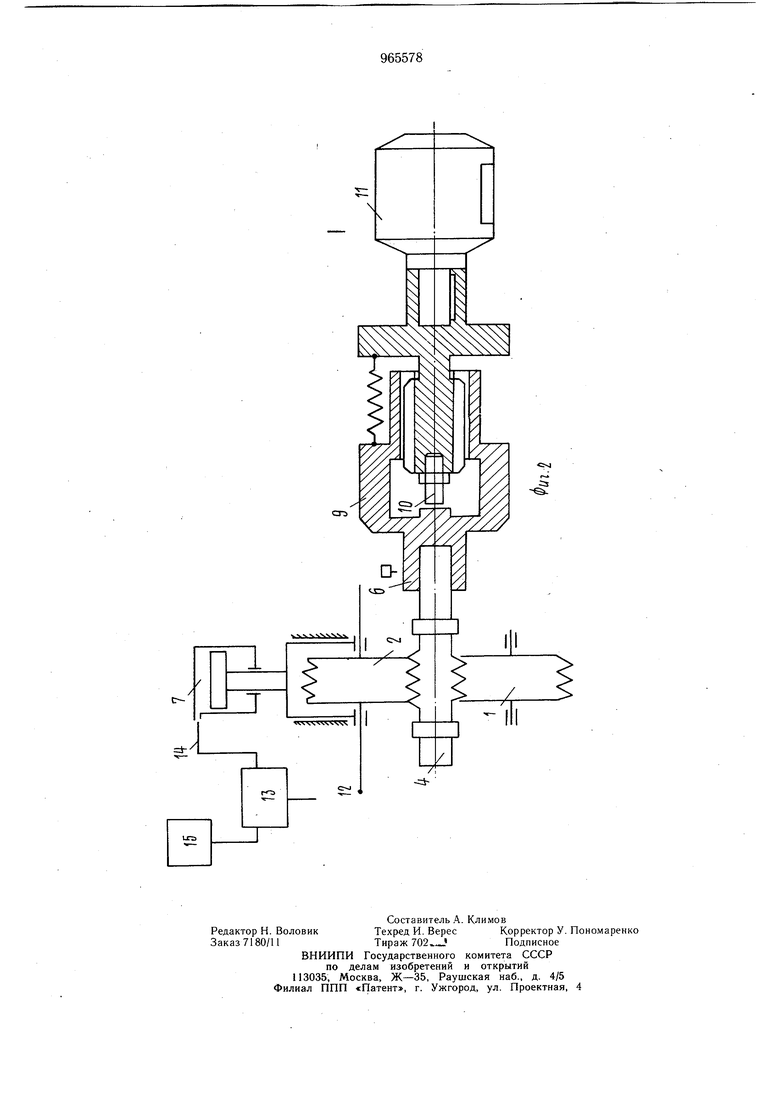
Цель изобретения -. повышение производительности. Поставленная цель достиг-ает,:я тем, что в способе накатывания профилей путем воздействия за несколько проходов на заготовку валками с винтовыми калибрами, имеющими секторную часть уменьшенного профиля, заготовку в процессе каждого прохода нагружают моментом или осевой силой, обеспечивающими ей в процессе взаимодействия с секторным участком уменьшенного профиля винтовре перемещение в калибрах, обратное перемещению при накатывагнии. rfa фиг. 1 изображена схема способа в момент накатывания; на фиг. 2 - схема реализации данного способа. Накатные валки 1 и 2 с винтовыми калибрами имеют секторную часть 3 с меньшим профилем, который плавно переходит в рабочий. В процессе накатывания валкам сообщают вращение (по стрелке Л) и радиальное перемещение (по стрелке Б). Заготовку 4 нагружают моментом, величина которого не превышает половины произведения веса заготовки на ее радиус. При накатывании многозаходного профиля, имеющего большой угол подъема витка, к заготовке может быть приложено осевое усилие. Накатывание осуществляют следующим образом. Заготовку 4 укладывают на поддерживатель 5 между накатными валками 1 и 2 и з/акрепляют в захвате 6. Затем включают привод вращения накатных валков и привод сближения валков-гидроцилиндра 7. При сближении накатные валки вступают во взаимодействие с заготовкой 4. Во время взаимодействия с заготовкой полного разьбового профиля 8 происходит накатывание резьбы. При этом заготовка вращается валками и перемещается вдоль своей оси относительно накатных валков, удаляясь вместе с полумуфтой 9 от упора 10 и преодолевая действие гидродвигателя 11. Когда накатные валки обращены к изделию секторной частью с меньшим профилем 3, момент накатывания не действует на изделие и оно под действием гидродвигателя 11 вывинчивается из резьбы валков до тех пор, пока полумуфта 9 с закрепленным в ней изделием не упрется в упор JO (исходное положение заготовки). Сближения валков в это время не происходит, так как насаженный на ось валка кулачок 12, воздействуя на клапан 13, перекрывает .магистраль 14 от насоса 15 к гидроцилиндру 7 сближения валков. При дальнейщем вращении валков цикл повторяется. По сравнению с известным, предлагаемый способ накатывания профилей позволяет повысить производительность процесса. Формула изобретения Способ накатывания профилей путем воздействия за несколько проходов на заготовку валками с винтовыми калибрами, имеющими секторный участок с уменьшенным профилем, отличающийся тем, что, с целью повышения производительности, заготовку в процессе каждого прохода нагружают моментом или осевой силой, обеспечивающими ей в процессе взаимодействия с секторным участком уменьшенного профиля винтовое перемещение в калибрах, обратное перемещению при накатывании. Источники информации, принятые во внимание при экспертизе 1.Миропольский Ю. А. и Луговой Э. П. Накатывание резьб и профилей. М., «Машиностроение, 1976, с. 10-12. 2.Патент ФРГ № 917966, кл. 7 f 9, 1969 (прототип).
