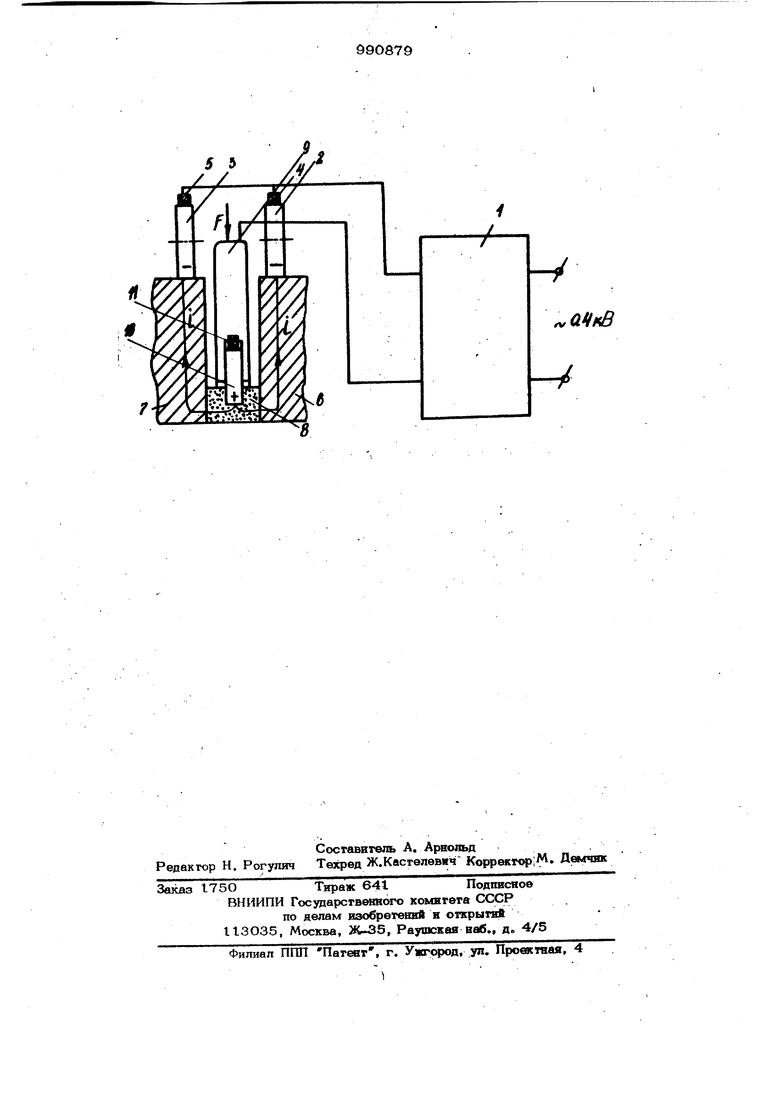
Изобрегение относится к цветной металлургии, в частности к изготовлению и капитальному ремонту подины алюмини вого электролизера. Известен способ набивки швов подины алюминиевого электролизера угольной ма сой, который состоит из ряда последовательных технологических операций: предварителшый прогрев блоков подины до t5O-l7b C, нагрев угольной массы До 135-14О С, нагрев трамбовочного инструмента до 15О-2ОО°С, засыпка слоя ми 5-6 см угольной массы, трамбовка угольной массы нагретым инструмелтом с помощью пневмомолотков С11. Известен также способ набивки швов подины электролизера, включающий прогрев блоков до 8О-1ОО°С в верзшей час ти и до 6О-8О °С в нижней части. Остальные операции совпадают в обоих известных способах 2 } Недостатками известных способов является то, что при нагреве блоков с помощью горелок большая доля тепла (до вО%) расходуется не производительно. Кроме того значительно загрязняется воздушный бассейн продуктами горения нефтетоплива. Каждая из пяти технологических операций разделена или во време- ни, или в пространстве. Косвенный нагрев блоков и засыпка горячей комковатой угольной массы, нагрев и замена остывшего трамбовочного и не тру мен та-работы трудномеханизируемые. Они вьшолняются в большинстве случаев вручную. Возможность оперативного контроля качества набивки швов без разрушения подины исключена. -Это обусловливает определенный процент брака, который выявляется путем досрочного выхода из строя подин, иногда, в аварийных ситуациях. Целью изобретения является повышение производительности труда и качества набивки швов подины. Поставленная цель достигается -тем, что согласно способу набивки угольной массой швов подикьт ЭЛбкгролияера, включающем прогрев блоков подины, наг-рев трамбовочного инсгруменга, засыпку уголь ной массы слоями в швы, трамбовку уголь ной, массы нагретым инструментом, нагрев стенок подовых блоков и трамбовочного инсгрумейта совмещают с нагревом и трамбовкой угольной массы, причем нагрев осуществляют i рпутем пропускания тока от тр 1мбовочн6го инструмента через уплотняемую угольную массу и подовые блоки. Совмещение во времени и в пространст ве процесса нагрева граней блоков подины, угольной массы и трамбовочного инструмен та, замена косвенного нагрева внешними ис точниками тепла внутренним нагревом в f момент трамбовки практически исключает все непроизводительные потери тепла, что обеспечит значительный рост энергетического КПД процесса. Кроме того нагрев внутренним теплом при протекании тока позволяет совместить во В емени и в пространстве 4 наиболее энергоемких) . Технологических операций - нагрев подовых блоков, нагрев 5ггольной массы, нагрев инструмента и трамбовку. Двухстадийная технология по предлагаемому способу, включающая засьшку холодной дробленой угольной массы, дает возможность полносп Ю механизировать набивку швов подины с помощью сравнительно простого электромеханического устройства. . На чертеже пЗказана схема устройства для набивки швов подины. Схема содержит регулируемый источник I постоянного (переменного) тока, подвиж , ные электроды 2 и 3, присоединенные к источнику 1с помощью контактов 4 и 5, смежные блоки 6 и 7 подины, образующие между собой зазор, подлежащий набивке угольной массой 8, трамбовочный инструмент 9, изолированный от боковых граней блоков 6 и 7 и снабженный трамбовочным электродом Ю, соединенным с источником I тока с помощью контакта 11, Между электродами 2, 3 и Ю течет ток источника 1. К трамбовочному инстру менту 9 приложена сила, обеспечивающая необходиь ое для трамбовки угольной массь 8 давление. Эта сила может быть как посто янной, так и пульсирующей с заданной частотой.. При протекании тока по указанной цепи выделяется тепловая энергия в подовых блоках, трамбуемой массе и трамовочном , Причем большая часп той энергии выделяется в трамбуемой ассе 8 (6О-90%), имеющей наибольшее удельное сопротивление. Эффостивный разогрев массы до 25О°С возникает при напряженности электрического поля в ней порядка Ю В/см и плотности тока 5-10 А/см . При статическом давлении, обусловленном силой f , в пределах 5-8 кг/см уплотнение слоя 4 см угольной массы до номинальной плотности происходит.за ,/ 1-3 мин. При желании процессу может быть форсирован как по , так и по температуре. Сила тока, механическое давление со стороны силы F , скорость трамбовки могут быть легко поставлены в соответствие с удельным сопротивлением трамбовочного слоя, которое однозначно связано с плотностью угольной массы iH ее температурой. Ожидаемая эффективность от внедрения способа набивки швов подины позволит получить экономический эффект порядка 5 тыс. руб. при изготовлении или ремонте одного электролизера. Формула изобретения Способ набивки угольной массой швов (ПОДИНЫ электролизера, включающий нагрев блоков подины, нагрев трамбовочного ичструмента, засьшку угольной массы в гивы, трамбовку угольной массы нагретым инструментом,, отличающийся тем, что, с целью повышения производительности труда и качества набивки швов подины, нагрев стенок подовых блоков и трамбовочного инструмента совмещают с нагретом и трамбовкой угольной массы, причем нагрев осуществляют путем пропускания тока от трамбовочного инструмента через уплотняемую угольную массу и подовые блоки. Источники информации, принятые во внимание при экспертизе 1.Производство алюминия. Справочюпс металлурга по цветным металлам. М., Металлургия, 1971, с. 241-242. 2.Кузнецов С. И Эпщтейн А. М. Электролитическое производство алюминия. Государственное научно-техничвское йзд о литературы по черной и цветной металлургии. Свердловск, М,, 1953, с. 13О.
aVfB
-/
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для набивки швов подины электролизера для получения алюминия | 1983 |
|
SU1177395A1 |
| СПОСОБ ПОДГОТОВКИ КАТОДНОГО УСТРОЙСТВА ПЕРЕД ОБЖИГОМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2337183C2 |
| Способ набивки углеродсодержащей массой швов подины электролизера для получения алюминия | 1989 |
|
SU1654380A1 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕЕ МОНТАЖА | 1991 |
|
RU2037565C1 |
| Способ футеровки катода электролизера для получения алюминия | 1991 |
|
SU1826997A3 |
| Способ изготовления подины электролизера | 1988 |
|
SU1678907A1 |
| Способ набивки угольной массой швов подины электролизера | 1984 |
|
SU1242549A2 |
| УСТРОЙСТВО ФУТЕРОВКИ ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2000 |
|
RU2194933C2 |
| Установка для набивки швов подины электролизера | 1982 |
|
SU1046348A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284375C2 |