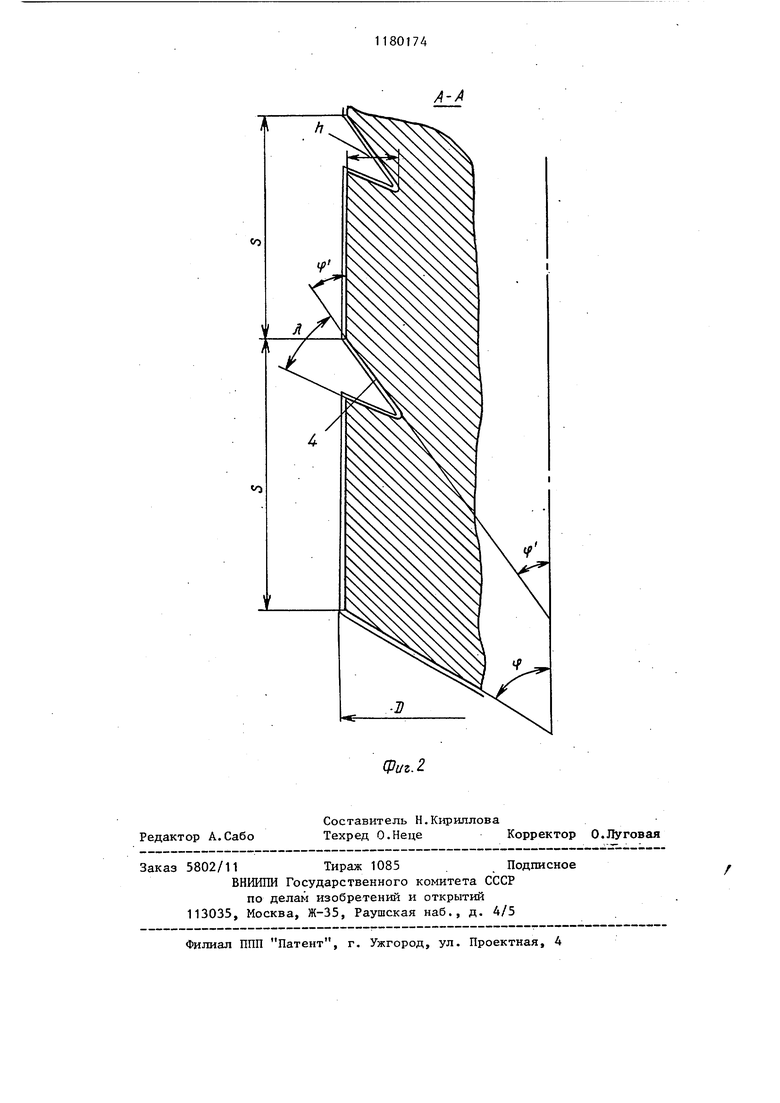
1 Изобретение относится к металлообработке и может быть использовано для сверления металлов. Цель изобретения - повышение сум марной стойкости инструмента путем выполнения на направляющих ленточках сверла на длине, соответствукице максимальному количеству переточек V-образных канавок с шагом, равным величине максимально допустимого . износа ленточки для принятых условий обработки. На фиг. 1 показано спиральное св ло, общий вид на фиг. 2 - сечение А-А на фиг. 1. На каждой v из направляющих ленто чек 1 сверла с износостойким покрытием, например, из нитрида титана, вьтолнены канавки 2 с V-образным профилем. Канавки расположены на одинаковом расстоянии от вершины сверла 3 с равномерным шагом S, равным величине, соответствующей из носу ленточки, которую необходимо снять при переточке для восстановле ния режущих свойств сверла. Количес во канавок соответствует максимальн му количеству переточек, допустимых с точки зрения сохранения достаточной для выхода стружки длины рабоче части сверла (например, для сверл диаметром 5 мм допускается 6 переточек). Глубина канавки h выбираетс так, чтобы ее поверхность 4 обхваты вала зону наибольшего износа по главной задней поверхности. Таким образом, при переточке сохраняется покрытие -на наиболее изнашиваемом участке сверла. 742 Параметры канавок: h - глубина, канавки, ip - угол наклона поверхности 4 профиля канавки, наиболее удаленной от вершины сверла, S - расстояние между канавками, измеренное вдоль оси сверла (шаг). В результате сравнительных испытаний сверл с различным соотношением параметров S, Ь,ф выбраны следующие оптимальные значения: S (0,10,3)«D; h (0,06-0,08)D-sin , V - (2-5) . Угол профиля канавки А, выбран из технологических условий в соответствии с формой шлифовального круга. В качестве критерия оценки оптимальности параметров использована максимальная суммарная стойкость инструмента. При отклонении параметров S и h от указанных пределов (в боль-шую или меньшую сторону) стойкость сверл резко снижается вследствие пакетирования стружки и налштов в винтовых канавках. Выбор минимального значения угла f Р - (2-5° ) обусловлен учетом допустимого отклонения угла v + 1,5 чтобы при переточках по задней поверхности шлифовапьйьй круг не касался поверхности 4 канавки. Максимальные значения углов Ц ,а также увеличение угла Л, свыше 60 ограничены условием сохранения части ленточки как направляющей. Суммарная стойкость сверл предложенной конструкции в 2,4 раза превышает стойкость известных сверл с износостойким покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент с износостойким покрытием | 1991 |
|
SU1794599A1 |
| ЦИЛИНДРИЧЕСКАЯ РАЗВЕРТКА | 2005 |
|
RU2299114C1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Сверло | 1990 |
|
SU1808507A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| РЕВЕРСИВНОЕ СВЕРЛО | 2001 |
|
RU2214318C2 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| МЕТЧИК ДЛЯ ОЧИСТКИ И КАЛИБРОВКИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 2004 |
|
RU2261783C1 |
РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКЖ ПОКРЫТИЕМ, например сверло, отличающийся тем, что, с целью повышения суммарной стойкости инструмента, вдоль каждой из его направляющих ленточек на одинаковом расстоянии от вершины и одинаковым шагом вьшолнеиы канавки с V-образным профилем глубиной h 
| Насос | 1917 |
|
SU13A1 |
