Изобретение относится к отрасли инструментального производства, в частности - к червячным фрезам для обработки зубчатых колес.
Известны сборные червячные фрезы фирм Клингельнберг и Заацор, особенностью которых является прямоугольная форма паза корпуса и оснований зубчатых реек. Зубчатые рейки устанавливают в корпусе по глухой посадке, взаимно выставляют в осевом направлении и окончательно фиксируют крышками (см. книгу: Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. - Л.: Машиностроение. Ленингр. отд-ние, 1987. - с.547).
Недостатком данной конструкции фрезы является необходимость выполнения переточек зубьев, что увеличивает расходы на их обслуживание за счет потребности в заточном оборудовании, которое занимает рабочие площади, нуждается в основном и обслуживающем персонале, расходах силовой электроэнергии, других материалах и ресурсах, необходимых для выполнения переточек, общая стоимость которых может составлять до 100% от стоимости самой фрезы.
Известны также сборные червячные фрезы для обработки зубчатых изделий, содержащие корпус и поворотные неперетачиваемые режущие пластины, установленные вдоль линий профилирования, направленных по нормали к боковым режущим кромкам зубьев через полюс профилирования, лежащий в точке пересечения начальной прямой с межосевым перпендикуляром фрезы и изделия, снабженная рейками, на которых поочередно установлены упомянутые неперетачиваемые режущие пластины, при этом на последних выполнены модифицированные участки профиля, адекватные профилю данной части зуба рейки, причем неперетачиваемые режущие пластины размещены в плоскости профиля зуба рейки на участках, ограниченных проекциями линий профилирования на средний и прилегающие к нему крайние зубья рейки, (см. патент РФ №2147496, МПК B23F 21/16 Сборная червячная фреза. Заявка №98104494/02 от 10.03.1998. Авт. изобр. Настасенко В.А. Опубл. Бюл №11 от 20.04.2000).
Недостатками данной конструкции фрез является применение режущих пластин, установленных на рейках, что усложняет конструкцию и условия их эксплуатации, а за счет общей толщины реек и пластин - уменьшает количество устанавливаемых реек, что, в свою очередь, ограничивает возможности для уменьшения толщины срезаемой стружки зубьями рейки, от чего зависит общая стойкость фрезы и ведет к потребности в переточках.
Задачей данной заявки на изобретение является устранение указанных недостатков за счет исключения потребности в переточках фрезы.
Решение этой задачи достигается тем, что предложенная фреза имеет зубчатые рейки, установленные плотно друг к другу, а их количество увеличено до максимально возможного для данного диаметра фрезы, при уменьшении их толщины bz в поперечном сечении по вершинам зубьев рейки, которое выбрано с учетом их прочности на излом от действия сил резания и составляет величину bz=(0,1…2)hф, где hф - высота зубьев рейки: hф=2,5 m, m - модуль зубчатого зацепления. Для увеличения надежности закрепления реек в корпусе, они через одну, выполнены увеличенной высоты для ввода их в пазы корпуса, соответствующие основаниям реек, а рейки уменьшенной высоты опираются на цилиндрическую поверхность корпуса и предыдущую рейку, введенную в паз корпуса. Кроме этого спинки зубьев реек, за счет поднутрения их боковых сторон, сведены к треугольной, или подобной им форме, которая может быть симметричной или асимметричной относительно боковых режущих кромок зуба, что увеличивает пространство для размещения и отвода стружки со стороны зубьев, врезающихся при обкате обрабатываемого фрезой колеса, а на передней поверхности зубьев реек, со стороны пазух, сформированных поднутрениями спинки зуба, выполнены выемки, которые улучшают сход и завивание стружки.
Выполнение данных фрез и реек улучшает условия загрузки режущих кромок зубьев, а разработанная конструкция твердосплавных режущих зубчатых реек минимально возможной толщины по условиям прочности зуба, дает возможность осуществить предлагаемое усовершенствование - исключить необходимость выполнения переточек без ухудшения условий эксплуатации данных фрез.
Конструкции предложенных фрез с новыми зубчатыми рейками и зубьями показаны на чертежах.
На фиг.1 изображена фреза, которая имеет корпус 1, рейки 2 увеличенной и рейки 3 уменьшенной высоты, чередующиеся через одну и имеют зубья 4 с передней поверхностью 5 и задней поверхностью 6, а также с боковыми сторонами 7 и 8 спинки зуба, которые формируют заднюю поверхность зуба, при этом боковые стороны реек являются продолжением профиля ее крайних зубьев. Рейки 2 увеличенной высоты вставлены в пазы 9 корпуса, форма которых адекватна форме оснований реек, а рейки 3 уменьшенной высоты установлены с упором в предыдущие рейки 2 и на цилиндрическую поверхность корпуса, при этом для разделения срезаемой стружки, зубья на чередующихся рейках могут быть выполнены уменьшенной на 1…10% ширины, по сравнению с исходной πm/2, или уменьшенной на 1…10% высоты, по сравнению с исходной 2,5 m, где m -модуль зубьев, что обеспечивает срезание стружки только вершинными или боковыми режущими кромками. Для ориентации реек в витке фрезы, на корпусе установлены правая 10 и левая 11 шайбы с коническим выступом переменной высоты, которая связана с шагом зубьев фрезы, а для их закрепления установленные гайки 12 и 13, соответственно с правой и левой резьбой (исполнение 1). Направление пазов может быть вдоль оси фрезы, или по нормали к виткам фрезы, последнее упрощает выполнение торцов реек и конической поверхности шайб 10 и 11 для их прилегания, а для повышения точности и надежности фиксации реек, одна из гаек может быть заменена буртиком 14 (исполнение 2).
Главным отличием предлагаемой фрезы от базовой является то, что ее рейки установлены плотно друг к другу, а их количество гф увеличено до максимально возможного для данного диаметра фрезы Dф, за счет уменьшения их толщины bz в поперечном сечении рейки по вершинам ее зубьев, которая выбрана из условий учета их прочности на излом от действия сил резания и составляет величину bz=(0,1…2)hф, где hф - высота зубьев рейки: hф=2,5 m, m - модуль зубчатого зацепления.
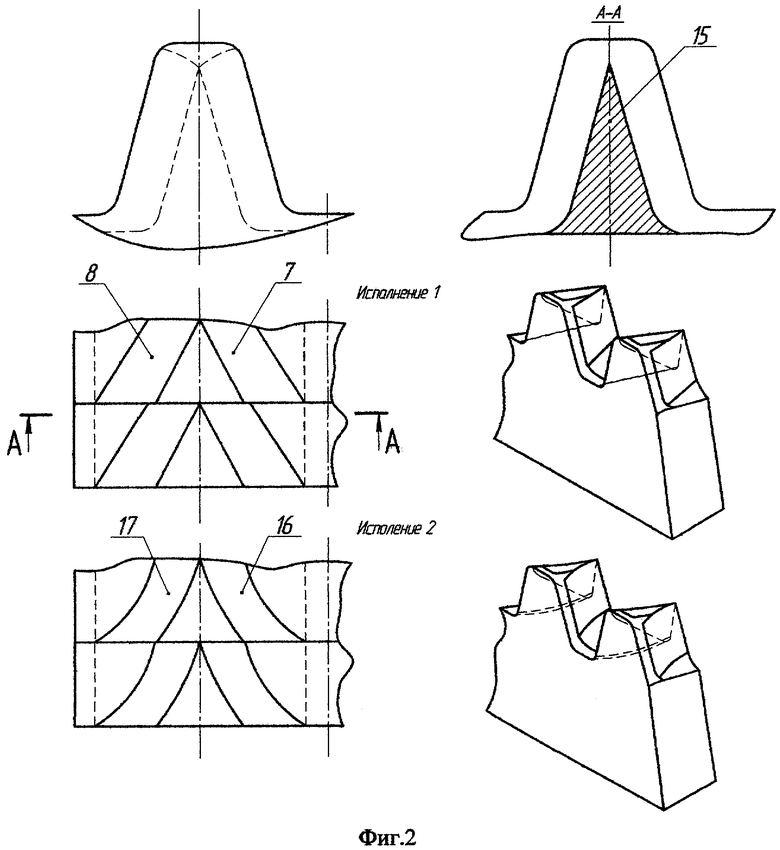
На фиг.2 показано новое исполнение предлагаемой фрезы, которая имеет корпус, рейки, элементы их крепления и другие конструктивные элементы, адекватные предыдущему исполнению, показанному на фиг 1.
Отличием данной фрезы от предыдущей является то, что спинки зубьев реек, за счет симметричного поднутрения боковых сторон 7 и 8 спинки зуба, сведены к треугольной 15 или близкой к ним трапециевидной или иной подобной им форме. Такая конструкция зубьев рейки дает возможность получить полость (пазуху) для размещения в ней срезанной стружки и для ее схода от вершины к ножке зуба фрезы в процессе нарезания зубьев колеса. При этом поднутрения боковых сторон спинки зуба могут быть выполнены по прямым линиям (исполнение 1) или по вогнутым кривым 16 и 17 (исполнение 2), что дополнительно увеличивает объем пазух для размещения и схода стружки.
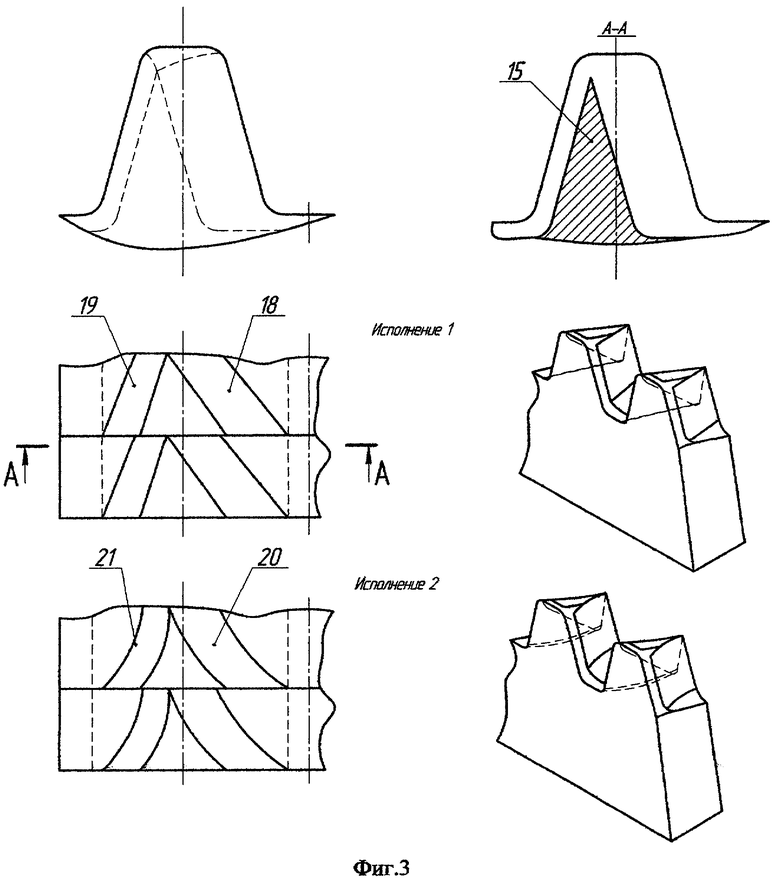
На фиг.3 показано новое исполнение предлагаемой фрезы, которая имеет корпус, рейки, элементы их крепления и другие конструктивные элементы, адекватные предыдущему исполнению, показанному на фиг 1.
Отличием данной фрезы от предыдущей является то, что спинки зубьев реек, за счет асимметричного поднутрения боковых сторон 18 и 19 спинки зуба, сведены к смещенной треугольной 15, или близкой к ним трапециевидной форме, что увеличивает объем пазухи для размещения и схода стружки со стороны зубьев, врезающихся в межзубую впадину обрабатываемого колеса. Поднутрения боковых сторон спинки зуба могут быть выполнены по прямым линиям (исполнение 1) или по вогнутым кривым 20 и 21 (исполнение 2), что дополнительно увеличивает объем пазух для размещения и схода стружки.
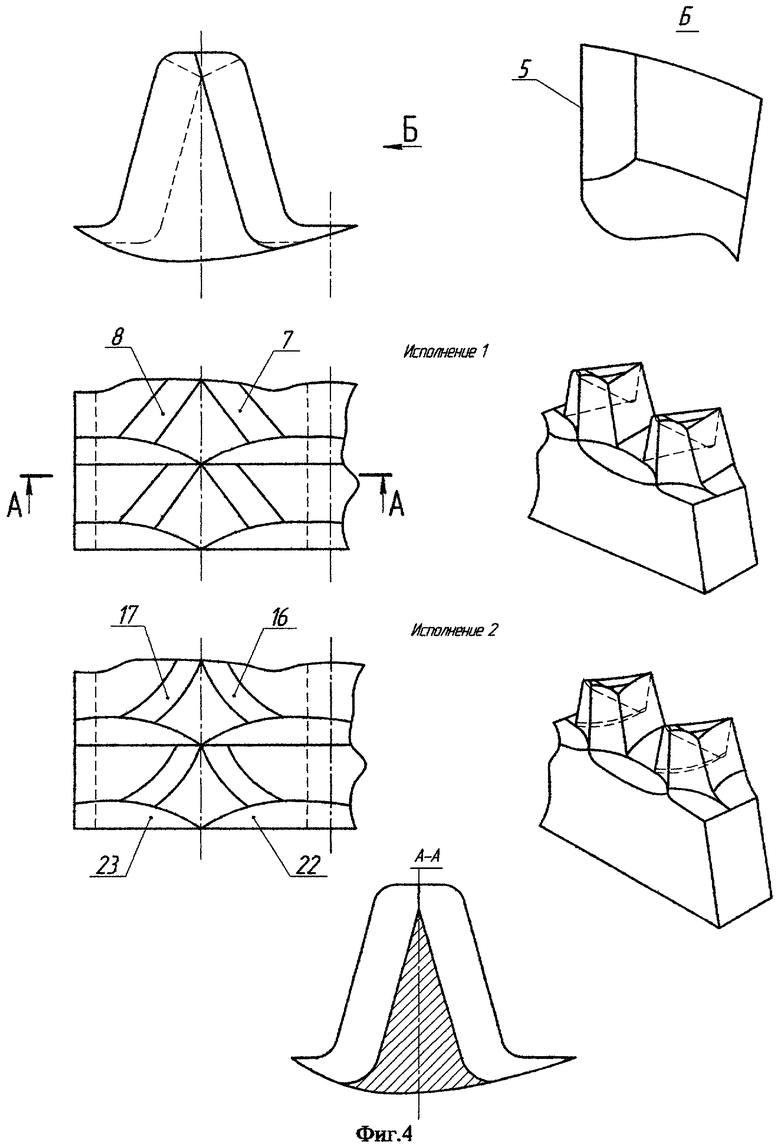
На фиг.4 показано новое исполнение предлагаемой фрезы, которая имеет корпус, рейки, элементы их крепления и другие конструктивные элементы, адекватные предыдущему исполнению, показанному на фиг 1.
Отличием данной фрезы от предыдущих является то, что для улучшения схода стружки на передней поверхности 5 зубьев реек, со стороны пазух, сформированных симметричным поднутрением боковых сторон 7 и 8 спинки зуба (исполнение 1), или 16 и 17 (исполнение 2), выполнены выемки 22 и 23, улучшающие сход и завивание стружки. Для упрощения формы зубьев, выемки могут быть сформированы только на одной из их сторон, например тех, что врезаются в межзубую впадину обрабатываемого колеса при обкате.
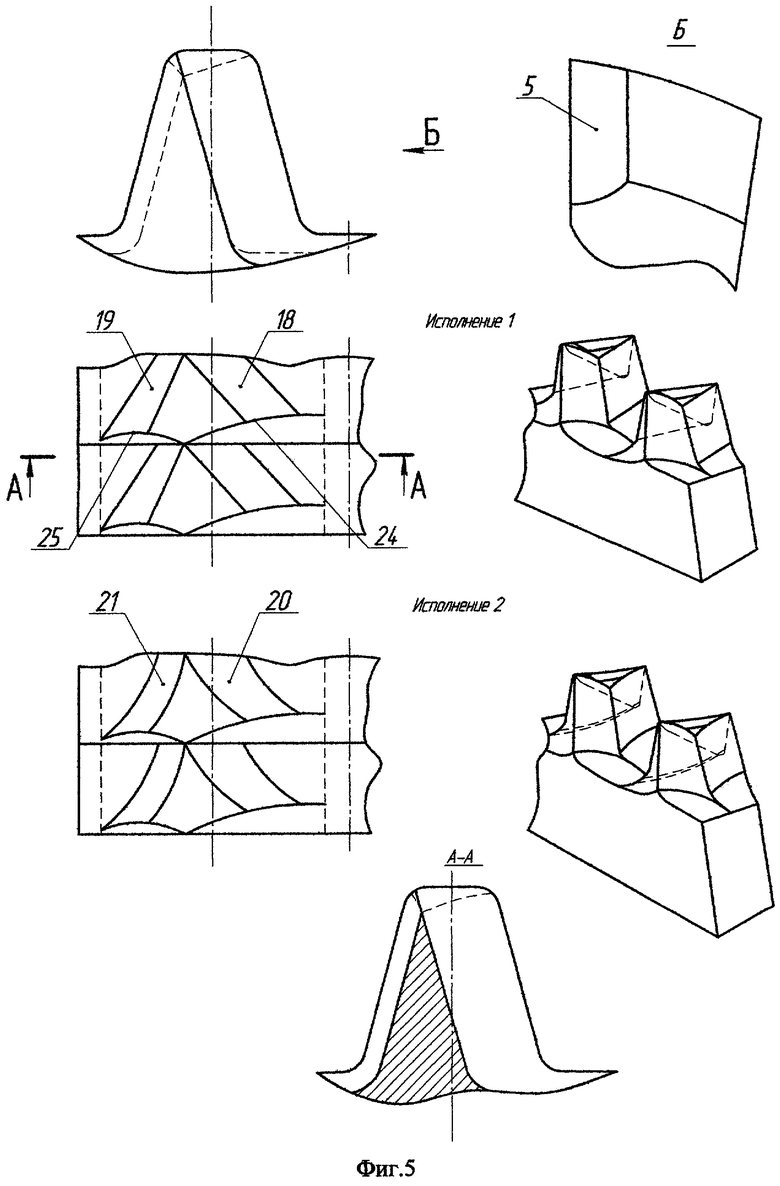
На фиг.5 показано новое исполнение предлагаемой фрезы, которая имеет корпус, рейки, элементы их крепления и другие конструктивные элементы, адекватные предыдущему исполнению, показанному на фиг 1.
Отличием данной фрезы от предыдущих является то, что для улучшения схода стружки, на передней поверхности 5 зубьев реек, со стороны пазух, сформированных асимметричным поднутрением боковых сторон 18 и 19 спинки зуба (исполнение 1), или 20 и 21 (исполнение 2), выполнены выемки 24 и 25, которые улучшают сход и завивание стружки. Для упрощения формы зубьев выемки могут быть сформированы только на одной из их сторон, например тех, что врезаются в межзубую впадину обрабатываемого колеса.
Выполнение реек, плотно прилегающих друг к другу, а их количество zф увеличено до максимально возможного для данного диаметра фрезы Dф, за счет уменьшения их толщины bz в поперечном сечении рейки по вершинам ее зубьев, выбранной с учетом их прочности на излом от действия сил резания, является новым техническим решением, которое не вытекает автоматически из известных технических решений, что подтверждает его изобретательский уровень. При этом обеспечивается новый положительный эффект - исключение потребности переточек зубьев фрез при увеличении ее общей стойкости до величины, адекватной суммарной стойкости базовых перетачиваемых фрез, в результате чего уменьшается трудоемкость и другие расходы на их эксплуатацию.
Последующим развитием предложенных новых технических решений является выполнение на боковых поверхностях зубьев увеличенных размеров пазух для размещения и схода стружки, что позволяет оставить треугольную опорную перемычку на спинке зуба, обеспечивающую требуемую прочность зубьев при уменьшении толщины реек. Пазухи могут быть выполнены симметричными с каждой из сторон зубьев реек, или асимметричными с увеличенной глубиной с той стороны, которая врезается в межзубую впадину обрабатываемого колеса. Данные технические решения являются новыми и не вытекают автоматически из известных технических решений, что подтверждает их изобретательский уровень. При этом обеспечивается новый положительный эффект - возможность размещения и отвода всей стружки, которая срезается в процессе обработки зубьев зубчатых колес.
Последующим развитием предложенных новых технических решений является выполнение поднутрений на передних поверхностях зубьев реек со стороны пазух, что улучшает сход и завивание стружки. Данные технические решения являются новыми и не вытекают автоматически из известных технических решений, что подтверждает их изобретательский уровень. При этом обеспечивается новый положительный эффект - улучшение условий завивания стружки и увеличение объема пазух для ее размещения и отвода в процессе обработки зубчатых колес.
Условия работы предлагаемых фрез отличаются от базовых только уменьшением подачи на зуб и толщины срезаемой ими стружки адекватно соотношению количества их зубьев, а также исключением потребности в выполнении переточек.
Совокупность приведенных технических решений позволяет квалифицировать их, как изобретение.
При выполнении фрезы модуля 3,5 мм, имеющей наружный диаметр 90 мм по предложенному варианту, при толщине реек на вершине 5,71 мм и угле клина 7°30′, их количество увеличивается до 48 штук, или в 4 раза по сравнению с 12 рейками в базовом варианте. Такое выполнение позволяет уменьшить в 4 раза толщину стружки, срезаемой одним зубом, и адекватно увеличить общую стойкость фрезы, что эквивалентно 4 переточкам базового варианта. При нанесении на рейки износостойких покрытий, которые при переточке сошлифовуют с передней поверхности зуба, а в предложенном изобретении они сохраняются в течение всего периода эксплуатации фрез, это дополнительно увеличивает их суммарную стойкость в 1,5 раза, и она становится эквивалентной 6 переточкам. Учитывая, что базовые фрезы перетачивают не более 10 раз, общие расходы реек предложенных фрез увеличиваются в 10/6=1,67 раза. Однако при этом исключается потребность в заточном оборудовании, которое занимает рабочие площади, нуждается в обслуживающем и основном персонале, расходах силовой электроэнергии, других материальных расходах, необходимых для выполнения переточек. Поскольку переточка червячной фрезы с 12 рейками из твердого сплава, с учетом времени на наладку станка и установку фрезы, занимает до 1 часа, тогда при стоимости 1 нормочаса таких работ, которая с учетом износа за 1 переточку 1 алмазного шлифовального круга, стоимостью до 20 $, составляет 35$, поэтому стоимость переточки достигает 35 $, а расходы на 10 переточек составляют 10·35=350$. С учетом стоимости каждой из 12-ти реек фрезы в 5 $, общие расходы на ее переточки составляют 350+12·5=410$.
В предложенном варианте фрезы с 48 рейками и увеличении их потребности в 1,67 раз, условное количество реек составляет 48·1,67=80 штук. При такой же стоимости новых реек по 5 $ за штуку, общие расходы составляют 80-5=400$. Таким образом, расходы на переточки базовых реек перекрывают стоимость новых реек. Кроме этого следует учесть, что для выполнения переточек фрезу нужно снять с рабочего места, а затем установить и выверить ее, что составляет до 0,5 часов простоя базового оборудования при стоимости 1 нормочаса таких работ в 15$, поэтому выполнение 10-ти переточек приведет к потере 0,5·15·10=75$. Кроме этого, 1 час выполнения переточек ведет к увеличению этих простоев, как минимум, на 1,5 часа и соответствующих потерь в 1,5·15·10=225$, поскольку за это время на станке не производится основная продукция. Это требует использования запасной фрезы стоимостью до 500$, что ведет к расходам, которые с учетом нормативного коэффициента капитальных вложений (фреза многократного использования) составят 500·0,15=75$ за год. Тогда экономическая эффективность предложенных фрез составляет 75+75=150$.
При годовой потребности в предложенных фрезах до 1 тыс.штук, общий экономический эффект составит около 150 тыс. $ за год.
Подобные фрезы могут использоваться для обработки любых видов зубчатых колес, в том числе - с закаленным зубчатым венцом, а также для шлицевых валов и других зубчатых изделий, что значительно расширяет сферы и возможности их использования и увеличивает их потребность.
В настоящее время ведется подготовка к внедрению данных фрез на НПО «Заря-Машпроект», г.Николаев.
Совокупность приведенных данных подтверждает целесообразность широкого использования предложенных фрез.
Фреза состоит из корпуса, режущих реек и элементов их крепления. Для увеличения количества реек и исключения их переточек режущие рейки установлены с плотным прилеганием друг к другу из условия увеличения максимально возможного количества реек для данного диаметра фрезы, а их толщина в поперечном сечении рейки по вершинам зубьев уменьшена и выбрана из условия их прочности на излом от действия сил резания и составляет величину 0,1-2 высота зубьев рейки. 5 з.п. ф-лы, 5 ил.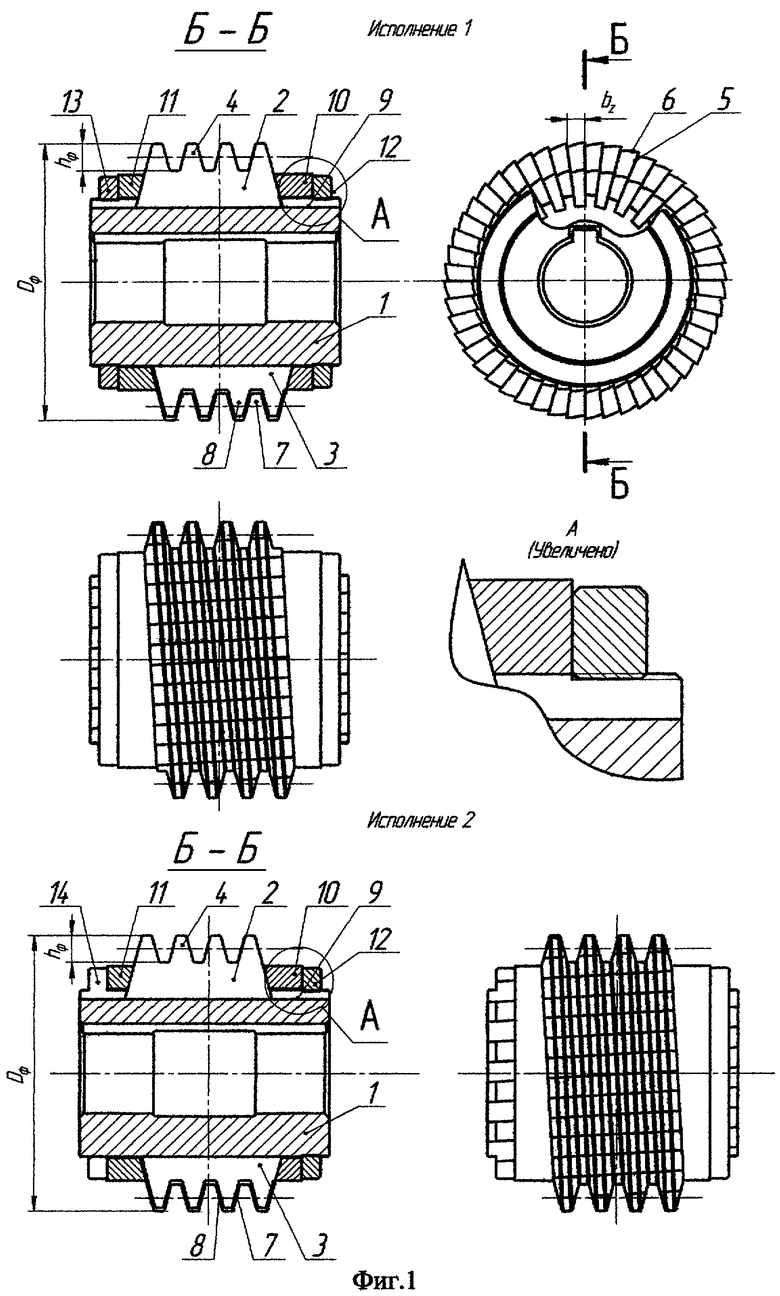
1. Сборная червячная фреза, состоящая из корпуса, режущих реек и элементов их крепления, отличающаяся тем, что режущие рейки установлены с плотным прилеганием друг к другу из условия увеличения максимально возможного количества zф реек для данного диаметра фрезы Dф, а их толщина bz в поперечном сечении рейки по вершинам зубьев уменьшена и выбрана из условия их прочности на излом от действия сил резания и составляет величину bz=(0,1-2)hф, где hф - высота зубьев рейки, причем hф=2,5 m, где m - модуль зубчатого зацепления.
2. Фреза по п.1, отличающаяся тем, что режущие рейки через одну выполнены увеличенной высоты, основания последних входят в соответствующие им пазы корпуса, а рейки меньшей высоты установлены с упором на поверхность корпуса и предыдущую рейку, входящую в его паз.
3. Фреза по п.1, отличающаяся тем, что спинки зубьев режущих реек выполнены с симметричным поднутрением их боковых сторон и имеют треугольную или близкую к треугольнику трапециевидную форму.
4. Фреза по п.1, отличающаяся тем, что спинки зубьев режущих реек выполнены с асимметричным поднутрением их боковых сторон и имеют треугольную или близкую к треугольнику трапециевидную форму, которая смещена асимметрично относительно боковых режущих кромок зуба с увеличением пространства для размещения и отвода стружки с той стороны зуба, которая врезается при обкате нарезаемого фрезой зубчатого колеса.
5. Фреза по п.1, отличающаяся тем, что на передней поверхности зубьев режущих реек, со стороны пазух, сформированных поднурением спинки предыдущего зуба рейки, выполнены выемки для улучшения срезания, схода и завивания стружки.
6. Фреза по п.1, отличающаяся тем, что на режущих рейках, чередующихся через одну, зубья выполнены уменьшенной на 1-10%, по сравнению с исходной πm/2, ширины или уменьшенной на 1-10%, по сравнению с исходной 2,5 m, высоты.
| КОМПОЗИЦИЯ ДЛЯ УСКОРЕНИЯ РЕЛАКСАЦИИ ГЛАДКИХ МЫШЦ СОСУДИСТОЙ СТЕНКИ | 2005 |
|
RU2407519C2 |
| Червячная фреза | 1983 |
|
SU1134318A2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |

