Изобретение относится к металлообработке и может быть использовано при получении отверстий в деталях из труднообрабатываемых материалов.
Цель изобретения - повышение стойкости сверл.
Предлагаемое конструктивное исполнение сверла и его элементов позволяет увеличить его стойкость за счет повышения качества заточки и ее упрощения, так как наличие на одной из стружечных .канавок подточки или дополнительной канавки, выполненной на всей длине рабочей части и дно которой расположено на постоянном расстоянии от оси сверла, равном половине толщины перемычки, позволяет при помощи любого мерительного инструмента выдерживать заданную толщину перемычки, производя подточку всего лишь в одной из стружечных канавок, что и обеспечивает симметричность расположения и режущих кромок и поперечной кромки режущей части сверла при относительном съеме металла и при одновременном снижении трудоемкости в два раза на каждой переточке по сравнению с известными сверлами
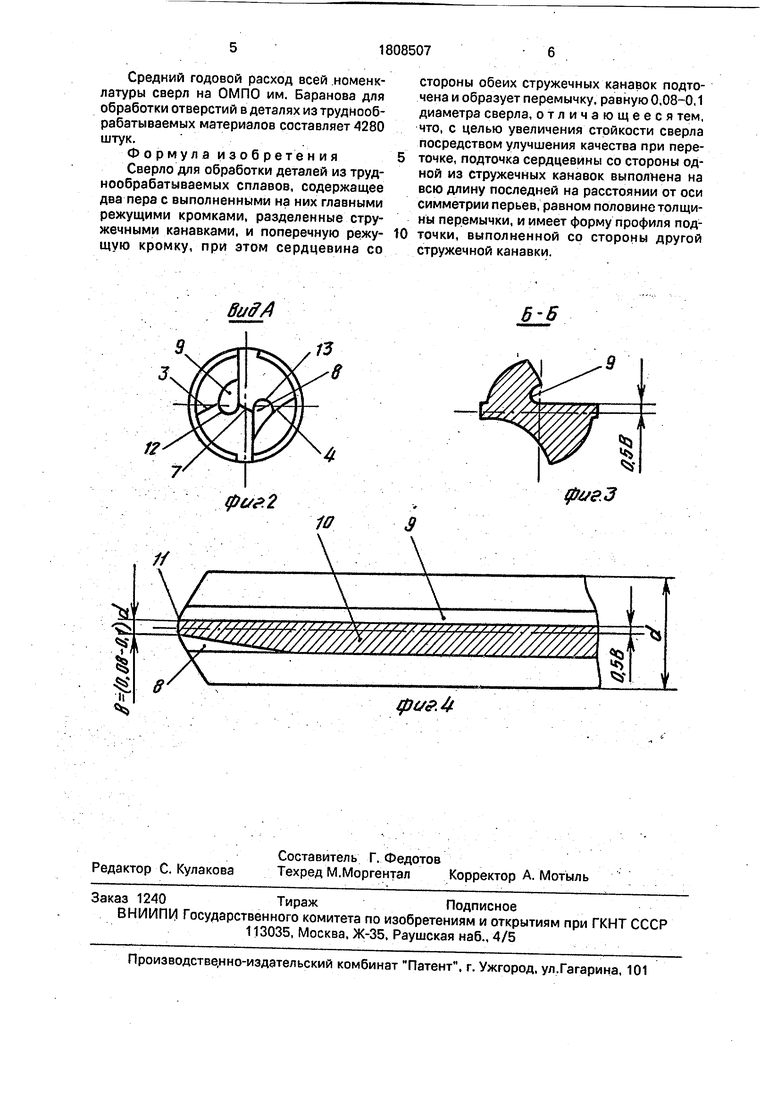
На фиг. 1 изображен общий вид рабочей части сверла; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б фиг.1; на фиг.4 - сечение вдоль оси сверла с условно распрямле- ными канавками.
Сверло содержит перья 1 и 2, разделенные стружечными канавками 3 и 4, Каждое перо 1 и 2 оснащено главной режущей кромкой 5 и 6 соответственно. Сверло имеет поперечную кромку 7, укороченную подточкой 8, 9 сердцевины 10 со стороны обеих стружечных канавок 3 4 до образования перемычки 11, величиной b равной 0,08-0,1 от диаметра сверла d. Подточка 9 сердцевины 10 со стороны стружечной канавки 3 выполнена на всей ее длине с постоянным расстоянием 0,5Ь от оси сверла и имеет форму канавки с профилем 12, который соответствует профилю 13 подточки 8, выполненной со стороны стружечной канавки 4.
Изготовление, заточка и переточка сверла осуществляется .следующим образом.
На цилиндрической заготовке сверла фрезеруются стружечные канавки 3 и 4 с утолщением сердцевины 10 в направлении к хвостовику. После чего заготовку устанавливают горизонтально и на одной из стружечных канавок 3 фрезой с профилем подточки 12 выполняют дополнительную ка- . навку 9 на всей длине рабочей части и с тем же шагом спирали, что и у стружечной канавки 3, при этом расстояние между донной частью дополнительной канавки и осью
0
5
0
5
0
5
0
5
0
5
сверла должно быть равным половине толщины перемычки b готового сверла, После термической обработки и круглой шлифовки осуществляют шлифование и полирование стружечных канавок 3, 4. Затем шлифуют дополнительную канавку 9, которая и служит в качестве базовой подточ ки, при этом шлифование производят кругом с профилем подточки 13. После чего осуществляют заточку режущей части сверла по заданным поверхностям, обеспечивая заданный угол при его вершине. Затем со стороны стружечной канавки 4 не имеющей дополнитель- ной канавки выполняют подточку 8 сердцевины 10 все время производя контроль толщины перемычки 11 любым из мерительных инструментов, например, микрометром или штангенциркулем. После достижения заданной величины перемычки 11 заточку прекращают и сверло готово к работе. Переточка изношенных сверл осуществляется в том же порядке, что и заточка нового сверла и включает в себя переточку по заданным поверхностям и подточку перемычки со стороны одной стружечной канавки,
В Омском филиале НИИД была изготовлена опытная партия сверл предлагаемой конструкции. Диаметр сверла 8,5 мм, толщина перемычки 0,8 мм, материал режущей части - быстрорежущая сталь Р12Ф2К8МЗ. Сверла предназначались для обработки детали 89.04.50.048 из материала ХН62ВМЮТ-ВД.
Сверла прошли испытания в условиях механообрабатывающего цеха ОМПО им. Баранова. В качестве базового объекта испытывались сверла К6103-0459 из.быстрорежущей стали Р12Ф2К8МЗ, применяемые в данное время по технологии при обработ - ке вышеуказанных деталей.
Испытания проводились на токарно-ре- вольверном станке на режимах: об/мин, ,08 мм/об, охлаждение АКвол- 10М. Глубина сверления 28 мин.
Сверлами 722.2301.8604.000 новой конструкции до переточки обрабатывалось 5-6 деталей, а сверлами К6103-0459 - не более 2х деталей. При этом на переточку сверл новой конструкции затраты времени были в 1,5-2 раза меньше, чем сверл, применяемых по технологии.
По результатам испытаний был сделан вывод, что предложенная конструкция сверла позволяет повысить стойкость сверл в 3-4 раза при одновременном повышении производительности труда в 1,3 раза за счет уменьшения количества : переточек в течение смены и сокращения затрат времени на каждую переточку.
Средний годовой расход всей .номенклатуры сверл на ОМПО им. Баранова для обработки отверстий в деталях из труднообрабатываемых материалов составляет 4280 штук.
Формула изобретения Сверло для обработки деталей из труднообрабатываемых сплавов, содержащее два пера с выполненными на них главными режущими кромками, разделенные стружечными канавками, и поперечную режущую кромку, при этом сердцевина со
стороны обеих стружечных канавок подточена и образует перемычку, равную 0,08-0,1 диаметра сверла, отличающееся тем, что, с целью увеличения стойкости сверла посредством улучшения качества при переточке, подточка сердцевины со стороны одной из стружечных канавок выполнена на всю длину последней на расстоянии от оси симметрии перьев, равном половине толщины перемычки, и имеет форму профиля подточки, выполненной со стороны другой стружечной канавки.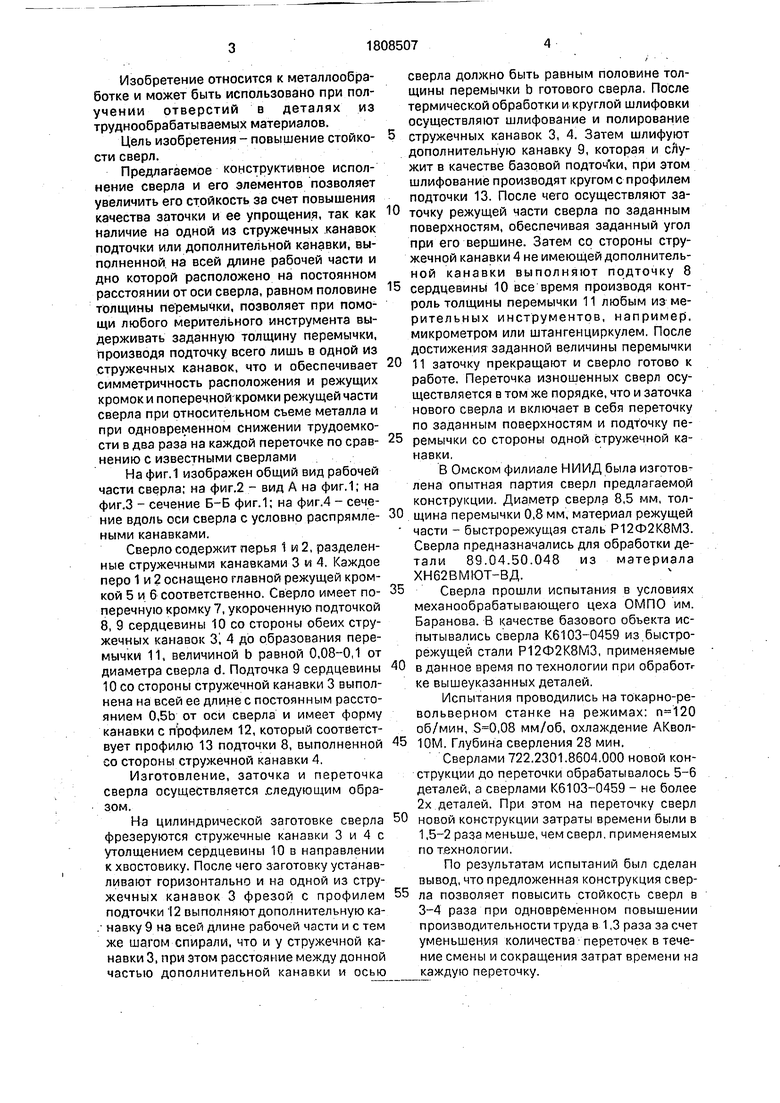
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло спиральное двухперовое | 1983 |
|
SU1133044A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Спиральное двухперовое сверло | 1987 |
|
SU1502228A1 |
| Спиральное сверло | 1989 |
|
SU1722710A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Спиральное сверло | 1975 |
|
SU674840A1 |
| Двухперовое сверло | 1988 |
|
SU1646711A1 |
| Спиральное сверло | 1988 |
|
SU1713754A1 |
Использование: обработка металлов резанием, в частности может быть использо2 вано для получения отверстий в деталях из труднообрабатываемых материалов. Сущность изобретения: сверло содержит перь я (1,2), разделенные стружечными канавками (3,4). На каждом пере выполнены главные режущие кромки (5,6). Сверло имеет поперечную кромку, укороченную подточкой (8,9) сердцевины со стороны обеих стружечных канавок (3,4). Подточка (9) сердцевины со стороны стружечной канавки (3) выполнена на всей ее длине с постоянным расстоянием от оси сверла, равным половине величины перемычки сердцевины. 4 ил.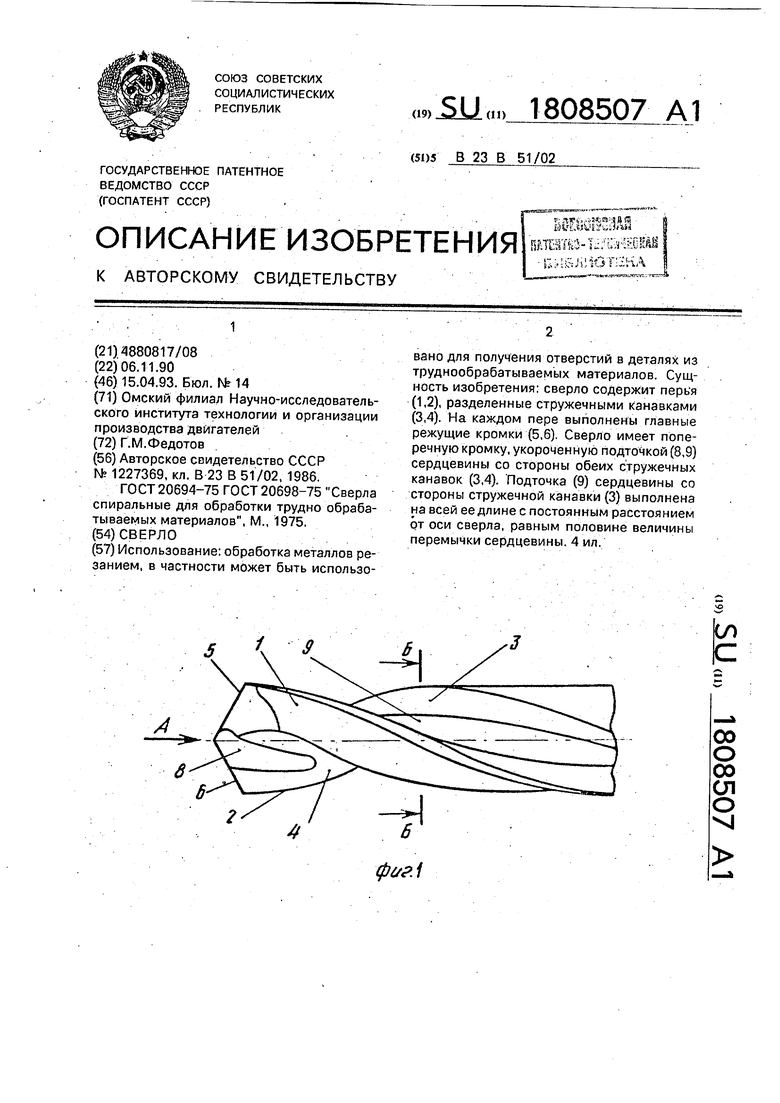
BuffA
6-5
| Спиральное сверло семагина | 1983 |
|
SU1227369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для быстрого перевода знаков Морзе в буквы алфавита и обратно | 1929 |
|
SU20694A1 |
