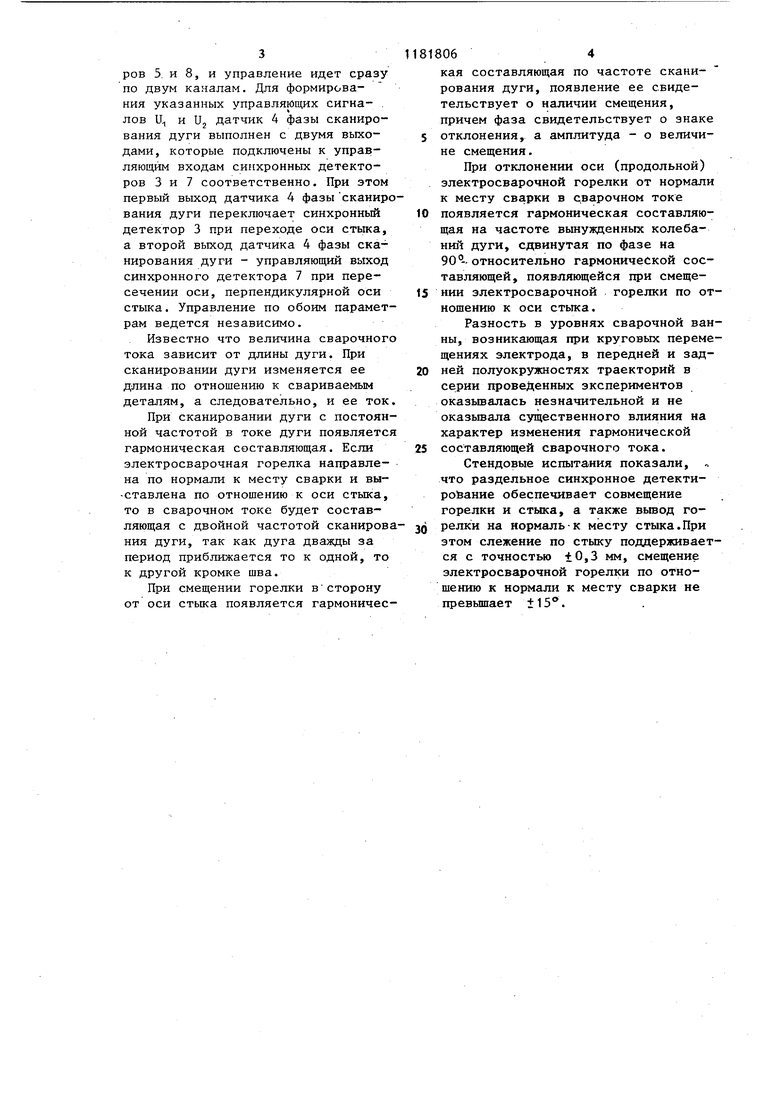
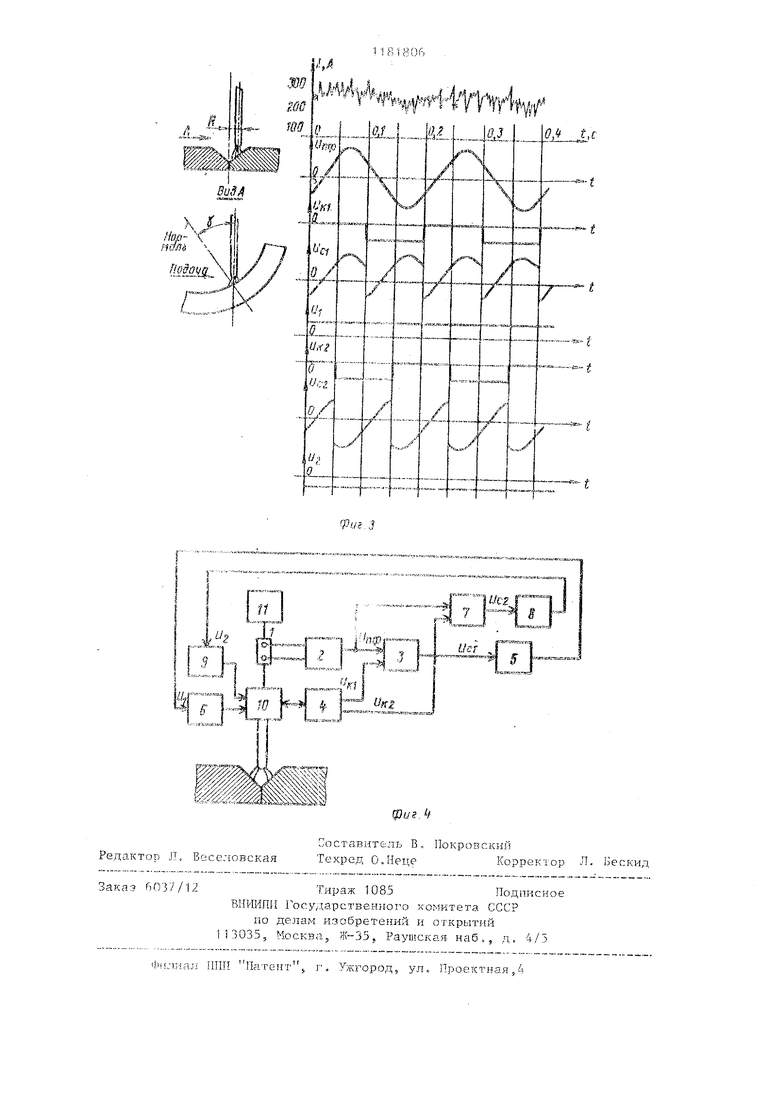
1 Изобретение относится к азтомат зации сварочных процессов, а именно к автоматизации электроду)7овой сварки разделанных и угловых швов среде защитных газов и под флюсом Целью изобретения является рас пирение функциональных возможносте путем слежения за стыком, кривизну в двух плоскостях. На фиг.1 представлены графики для случая, когда электрод расположен по норма.пи к месту сварки, н смещен относительно оси стыкаj на фиг.2 - графики при положении электрода на оси стыка, но отклоненного от нормали к месту сварки на фиг.З - графики, соответствующи смещению электрода относительно оси стыка и от нормалиj на фиг„4 структурная схема устройства управ ления. На фиг, 1-3 приняты следующие обозначения: J, А - осциллограмма сварочного тока; график 1 л кри вая на выходе полосового фильтраi сканирования дуги, выход 1, Ur. сигнал на В1з1ходе первого синхронного детектораj U. - управляювдий сигна,: на выходе первого низкочастотного фршьтра; I сигнал на выходе датчика фазы сканирования, выход 2j иd сигнал на выходе вт рого синхронного детектораj U.j - сигнал на выходе второго низкочаст ного фильтра. Предлагаемый способ состоит в том, что из сварочного тока при круговом сканировании дуги выделяю гармоническую составляющую на частоге сканирования, производят синхронное детектирование, согласован ное с фазой сканирования дуги относительно оси, перпендикулярной стыку, полученный сигнал использую для управления приводом совмещения положения оси электросварочной горелки с нормалью к месту стыка. Сигнал, полученный при синхронном детектировании относительно оси стыка, используют для управления перемещением электросварочной горе ки относительно стыка. Устройство для управления поло жением электросварочной горелки содержит датчик 1 величины свароч ного тока, полосовой фильтр 2,, настроенный на частоту сканирова0621Н1Я дуги, первый синхронный детектор 3, сигнальный вход которого подключен к выходу полосового фильтра 2, а управляющий - к первому выходу датчика 4 фазы сканирования дуги, выход первого синхронного детектора 3 подключен через фильтр 5 низких частот к приводу 6 перемещения электросварочной горелки относительно стыка, сигнальный вход второго синхронного детектора 7 подключен к выходу полосового фильтра 2, а управляющий - к второму выходу датчика 4 фазы сканирован 1я дуги, выход второго синхронного детектора 7 через фильтр 8 низкой частоты подключен к приводу 9 управления положением электросварочной горелки относительно нормали к месту сварки. Сканирование дуги (перемещение по заданной траектории) осуществляется сканатором 10. Питание дуги осуществляется питающим трансформатором 11. Предлагаемое устройство работает следующим образом. Сканатор работает непрерывно. При смещении горелки относительно оси стыка или отклонении оси горелки от нормали к месту сварки в сварочном токе присутствует гармоническая составляющая с частотой сканирования дуги (фиг.1-3). Эта составляющая выделяется на выходе полосового фильтра 2. В том случае, если сварочная горелка не имеет смещения относительно стыка и нормали к месту сварки на выходе низкочастотных фильтров 5 и 8 сигнал управления отсутствует (фиг.2, график U и фиг . 1, график Uj). При смещении электросварочной горелки относительно оси стыка HS выходе Ь:шосового фильтра 5 появляется управляющее напряжение (фиг.1, график U), которое посредством привода управления положелием сварочной горелки относительно оси стьгка совмещает ее с осью стыка. Если DJOB выпукльй при выходе на кривизну, например подъем, необходимо вывести горелку на нормаль к месту сварки. Это выполняется за счет того, что на выходе фильтра 8 низкой частоты появляется управляющее напряжение U (фиг.2). Отклонение обоих параметров приводит к появлению управляющего сигнала на выходах низкочастотных фильтров 5. и 8, и управление идет сразу по двум каналам. Для формирования указанных управляйщих сигна- . лов и и Uj датчик 4 фазы сканирования дуги выполнен с двумя выходами, которые подключены к управляющим входам синхронных детекторов 3 и 7 соответственно. При этом первый выход датчика 4 фазы сканирования дуги переключает синхронный детектор 3 при переходе оси стыка, а второй выход датчика 4 фазы сканирования дуги - управляющий выход синхронного детектора 7 при пересечении оси, перпендикулярной оси стыка. Управление по обоим параметрам ведется независимо.
Известно что величина сварочного тока зависит от длины дуги. При сканировании дуги изменяется ее длина по отношению к свариваемым деталям, а следовательно, и ее ток
При сканировании дуги с постоянной частотой в токе дуги появляется гармоническая составляющая. Если электросварочная горелка направлена по нормали к месту сварки и вы- -ставлена по отношению к оси стыка, то в сварочном токе будет составляющая с двойной частотой сканирования дуги, так как дуга дважды за период приближается то к одной, то к другой кромке шва.
При смещении горелки всторону от оси стыка появляется гармоничес1818064
кая составляющая по частоте сканирования дуги, появление ее свидетельствует о наличии смещения, причем фаза свидетельствует о знаке 5 отклонения, а амплитуда - о величине смещения.
При отклонении оси (продольной) электросварочной горелки от нормали к месту сварки в с варочном токе
10 появляется гармоническая составляющая на частоте вьшужденных колебаний дуги, сдвинутая по фазе на 90°-относительно гармонической составляющей, появляющейся при смеще15 НИИ электросварочной горелки по отношению к оси стыка.
Разность в уровнях сварочной ванны, возникающая при круговых перемещениях электрода, в передней и задней полуокружностях траекторий в се;рии проведенных экспериментов оказьюалась незначительной и не оказьгоала существенного влияния на характер изменения гармонической
25 составляющей сварочного тока.
Стендовые испытания показали, что раздельное синхронное детектирование обеспечивает совмещение горелки и стыка, а также вьшод горелки на нормаль-к месту стыка.При этом слежение по стыку поддерживается с точностью ±0,3 мм, смещение электросварочной горелки по отношению к нормали к месту сварки не превьшает 115.
t t w 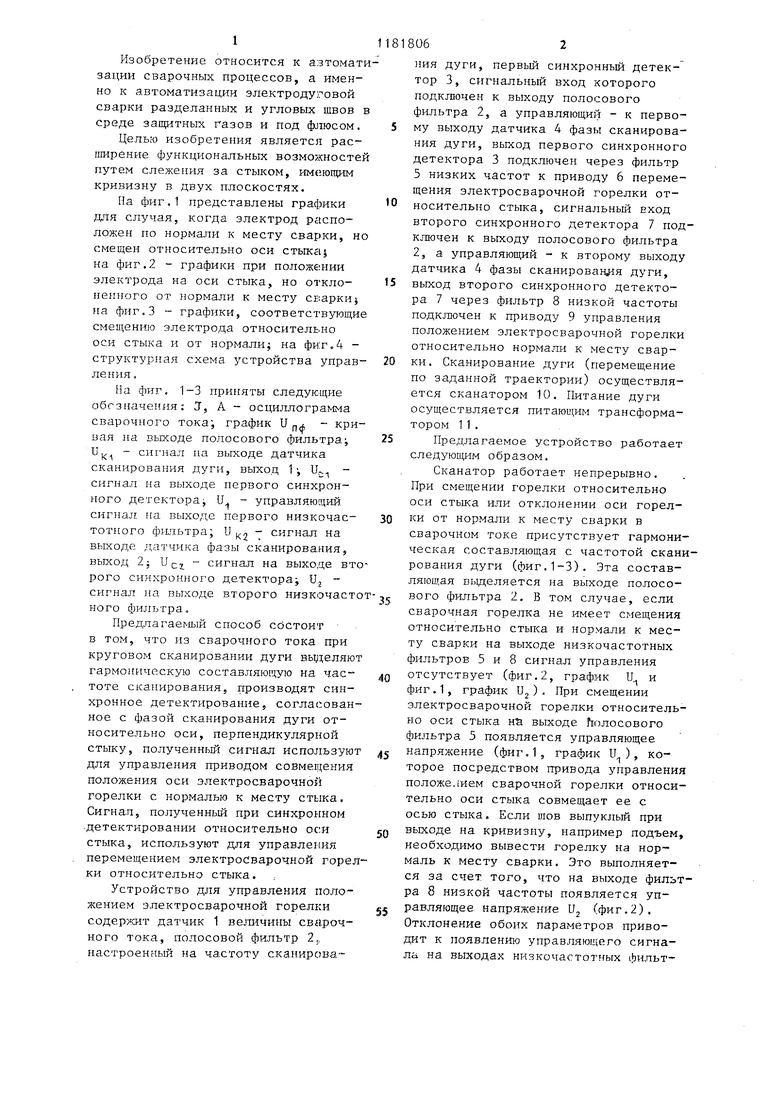
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
| Способ управления положением электросварочной горелки и устройство для его осуществления | 1991 |
|
SU1816593A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1207675A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
Способ управления положением сварочной горелки относительно стыка, при котором производят сканирование дуги, измеряют сварочный ток, вьщеляют гармоническую составляющую сварочного тока на частоте сканирования дуги, по фазе этой гармонической составляющей определяют знак, а по амплитуде - величину отклонения горилки от середины стыка и формируют сигнал управления приводом перемещения электросварочной горелки относительно стыка, отличающийс я тем, что, с целью расширения функциональных возможностей путем слежения за стыком, имеющим кривизну в двух плоскостях, сканирование производят по окружности, из гармонической составляющей сварочного тока на частоте сканирования дуги дополнительно вьщеляют ее квадратурную составляющую, по фазе и амплитуде которой формируют сигнал на управление угловым положением электросварочной горелки. 2. Устройство управления положением сварочной горелки относительно стыка, содержащее датчик величины сварочного тока, связанный через полосовой фильтр с первым входом синхронного детектора, выход которос S го через фильтр низкой частоты связан с приводом перемещения электросварочной горелки поперек Стыка, датчик фазы сканирования, выход которого связан с опорным входом синхронного детектора, отличающийс я тем, что, с целью расширения функциональных возможностей путем слежения за стыком, имеющим кривиз90 ЭО SR ну в двух плоскостях, оно снабжено вторым синхронным детектором, вторым фильтром низкой частоты и приводом управления угловым положением электросварочной горелки, при этом датчик фазы сканирования снабжен вторым выходом, связанным с опорным входом второго синхронного детектора, выход полосового фильтра через второй синхронный детектор и второй фильтр низкой частоты связан с. входом привода управления угловым положением электросварочной горелки.
| Аппарат для гидрометаллургической обработки порошков | 1974 |
|
SU533448A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР по заявке № 3491517/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
