I
Изобретение откосится к автоматизации сварочных процессов, более точно к автоматиэагл 1И электродуговой сварки разделанных и угловых iimoB в- среде защитного газа и под флюсомj и молсет найти применение в машиностроении и приборостроении.
Целью изобретения является повышение точности слежения за стыком за счет компенсации фазового сдвига
Сущностью изобретения является применение в,устройстве управления положением электросварочной горелки относительно стыка при сварке с коле банием дуги в разделке и использованием принципа минимизации в сигнале сварочного тока составляющей с частотой колебаний дуги компеисагсии фазового сдвига. Введение компенсации повышает уровень сигнала рассогласования и, соответственно, точность слежения по стыку.
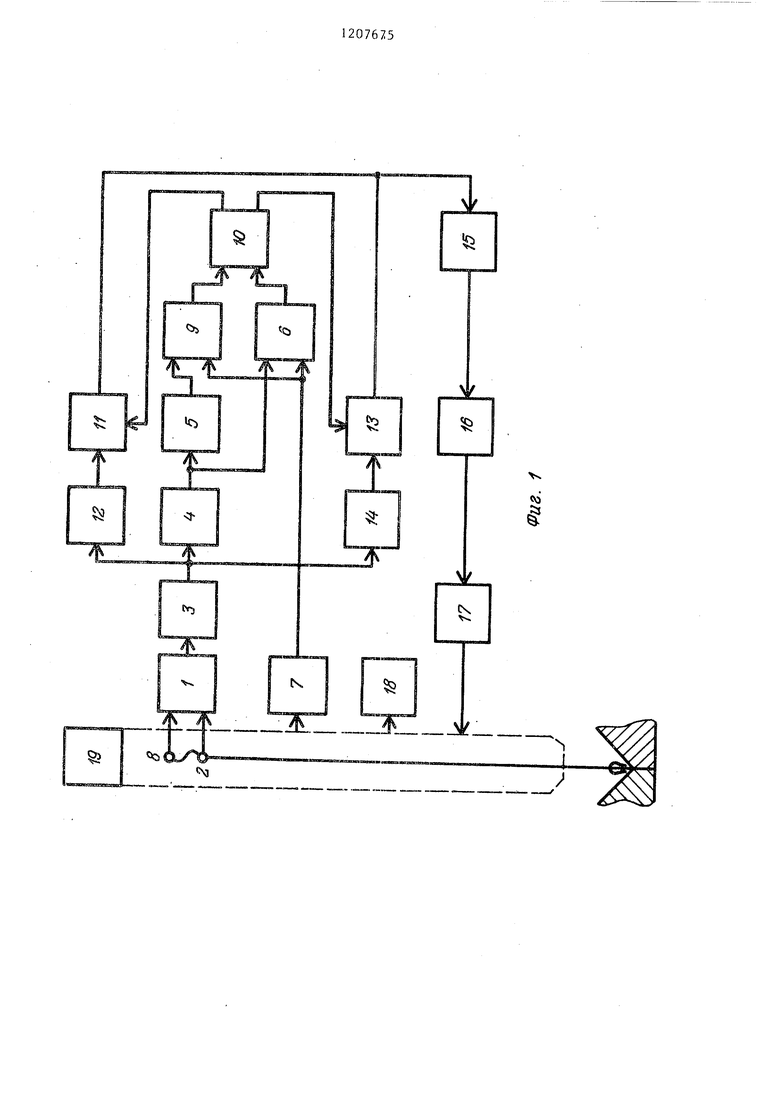
На фиг. - изображена структурная схема устройства, управления положением электросварочной горелки относительно стыка; на фиг о 2 - графикиj отображающие влияние фазового сдвига гармонической составляющей на сигнал рассогласования; на фиг, 3 - временные диаграммы работы устройства.
На фиг. 2 приняты следующие обозначения с - сигнал на выходе датчика направления отклонения дуги; ё - сигнал на выходе полосового фильтра; , 6 - сигнал на выходе синхронного детектора и его среднее значение при отсутствии фазового сдвига; - сиг- нал на выходе полосового фильтра; - сигнал на выходе синхронного детектора и его среднее значение 1с опережающим фазовьм сдвигом; Р - |сигнал на выходе полосового фи,пьтра| ; - сигнал на выходе синхронного де тектора и его среднее значение с отстающим фазовым сдвигом.
Устройство управления положением электросварочной горелки относительно стыка содержит датчик Г величины сварочного тока, подключенный к шунту 2, включенному в цепь тока сварочной дуги, выход датчика 1 величины сварочного тока подключен к входу полосового фильтра 3 s формирователь 4 импульсов, вход которого соединен с выходом полосового фильтра 3, а выход подключен ко вко- ду инвертора 5 и к первому входу второго элемента .И б, второй вход
076752
второго элемента И 6 соединен с выходом датчика 7 направления oi; . нения дуги, вход датчика 7 направления отклонения дуги соединен с
ij электросварочной горелкой 8, выход датчика 7 подключен к второму входу первого элемента И 9, а первый вход первого элемента И 9 соединен с выходом инвертора 5, триггер 10,
10 прямой выход которого соединен с управляющим входом первого аналогового ключа 1, вход которого через первый выпрямитель 12 соединен с выходом полосового фильтра 3, а ин.J-5 вёрсный выход триггера 10 подключен к управляющему электроду второго аналогового штюча 13, вход которого соединен через второй выпрямитель 14 с выходом полосового фильт-,
30 ра 3, вход установки триггера 10 в единичное состояние соединен с выходом первого элемента И 9, а вход установки в нулевое состояние - с выходом второго элемента И 6, выхо2t ды аналогивых ключей 11 и 13 объединены и подключены через фильтр 15 низкой частоты, усилитель 16 на вход привода 17 перемещения электросварочной горелки 8 поперек стыка, коле3(1 батель дуги 18, предназначенный для колебания дуги поперек стыка, и сварочный трансформатор 19, питающий сварочную дугу.
Устройство управления перемещени35
ем электросварочной горелки относительно стыка работает следую дим обоазом.
Колебатель 8 дуги электросварочной горелки 8 работает непрерывно.
Если электросварочная горелка 8 смещена относительно оси стыка, то на выходе полосового фильтра 3 вьщеляет- ся гармоническая составляющая сварочного TOKHj характеризующая это смещение (фиг, 3 б), эта гармоническая
составляющая поступает на вход формирователя 4 импульсов 5 на выходе которого формируется прямоугольный сигнал с длительностью импульсов, равной половине периода поступающей на вход форьшрователя 4 импульсов гармонической составляющей (фиг. 3 г). Датчик 7 направления отклонения дуги формирует короткий по длительности
импульс в момент максимального отклонения электросварочной горелки В (c i.r.- 3 а). Этот импульс поступает на первый и второй элементы И 9 и 6,
если в зтот момент сигнал на выходе формирователя 4 импульсов положительный, то на выходе элемента И 6 формируется сигнал логической единицы, которьШ устанавливает триггер 10 в нулевое состояние, при этом на инверсном выходе триггера 10 появляется сигнал логической единицы и открывает аналоговый ключ 13, на вход которого подается отрицательньй сигнал с выхода второго выпрямителя 14 (фиг. 3 в). Второй вьтрямитель 14 выполнен по мостовой схеме и преобразует входной сигнал в отрицательный уровень. Сигнал с аналогового ключа 13 поступает на фильтр 15 низкой частоты, который сглаживает пульсации (фиг. 3 д), а затем поступает через усилитель 16 на привод 17 поперечного перемещения горелки. Если электросварочная горелка смещена в противоположную сторону, то на выходе полосового фильтра 3 формируется гармоническая составляющая, сдвинутая на 180 град, относительно предыдущего сигнала. На выходе формирователя 4 импульсов формируется сигнал, также сдвинутый на 180 град, (фиг. 3 ж). Сигнал с формирователя
4импульсов проходит через инвер тор
5и поступает на элемент. И 9, на второй вход элемента И 9 поступает импульс с датчика 7 направления отклонения дуги. На выходе элемента
И 9 формируется сигнал логической единицы, который устанавливает триггер 10 в единичное состояние. На прямом выходе триггера 10 находится сигнал логической единицы, который поступает на управляющий электрод первого аналогового ключа 11 и от- крывает его. Первый выпрямитель 12 вьтолнен по мостовой схеме и преобразует сигнал в положительный уровень (фиг. 3 е). Сигнал с выпрями07675 .
теля 12 проходит через первый аналоговый ключ 1I, фильтр 15 низкой частоты (фиг. 3 з), усилитель 16 и поступает на привод 17 поперечного
с перемещения электросварочной горелки 8. Привод 17 начинает перемещать горелку в противоположную сторону и совмещает ее с осью стыка. Если электросварочная горелка 8 находится
10 строго над стыком, то гармоническая составляющая в сварочном токе отсутствует и на выходе полосового фильтра 3 сигнал равен нулю.
В предлагаемом устройстве сред15 нее значение сигнала рассогласования, поступающего на вход фильтра 15 низкой частоты, определяется выражением
и
СР
2. тг
и.
и в пределах изменения фазы гармонической составляющей сварочного тока 70 град, оно не меняется, в то время как в прототипе среднее значение сигнала рассогласования определяется
30
.и.
cf--- J Cos.
Из формулы видно, что при не нулевом фазовом сдвиге уровень сигнала рассогласования при одном и том же смещении горелки от стыка снижается .
Таким образом, предлагаемое устройство управления положением электросварочной горелки обеспечивает полное использование сигнала рассогла-. сования, а следовательно, более высокую точность слежения при отработке начального смещения электросварочной горелки, что приводит к повьше- нию качества сварного соединения.
а)
б)
Фив. 2
а)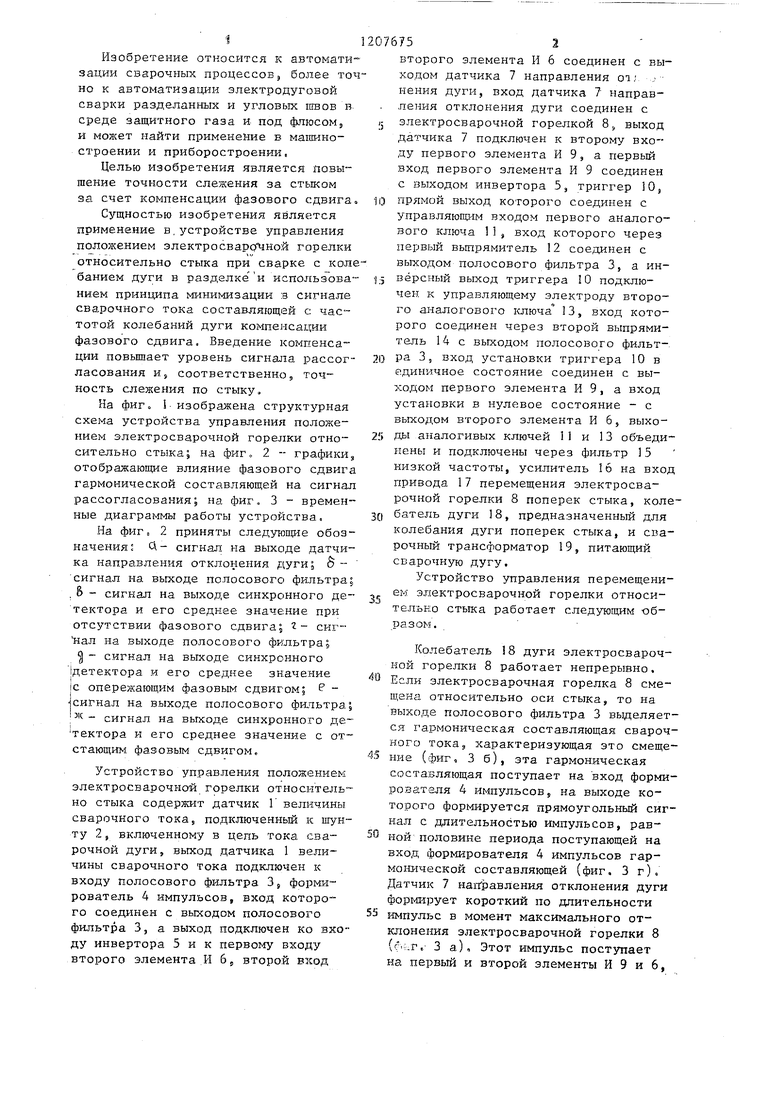

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
| Способ управления положением электросварочной горелки и устройство для его осуществления | 1991 |
|
SU1816593A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |


Составитель В. Покровский Редактор Т. Порфенова Техред Т.Дубинчак Корректор В. Бутяга
Заказ 126/14Тираж 1000 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ГШП Патент, г. Ужгород, ул. Проектная, 4
. 3
| Устройство для управления возвратнопоступательным движениям электрода поперек шва | 1976 |
|
SU580959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
