-юПрстслис 1)Т гос1-ггся к сварке : IlvuT ;ic iu:ii)3OBano для ) загпснугых 1:;ноБ при :-13гото1 .lUiiiirn изде,;(1т iinenifyuiecTiicirHo кз т;нколистп1 ых ,;.{( iiopciroHHO-rvienJUiO 1плл м-ггошалог аптоматическо)- сварко : ача мя::;; М(:;1 .):i;;;;i ро;,ом.
..:-1- ;: :(i;fI4Mii;if ЯБЛЯетСЯ ПОБЫЛГ - :, ч: г 1:;а ;: ар:;и nyiGM i TIHKt;-:i ; :,:;; чи-ра:;; .:гтаточпых папря: ;;. : :кч/1, jил окрытия шва.
;).ui/i М .чь лссП-иается теь, F; ;алг,,;1ого участка
.; v L, .. .лл , - 1 асстоли11е ч ;., 1Л 01и1;а/г.ь;ллч) лоложсмшя ,..i .10 ТС1ЧК1 гтоянлепня . . - .. , л J, iii- ;r::xi ;ii.iT nti
. ;..:г;-ч-. .,:;l, исклс Ч;лЧ;
ч ч. . ; Ч ЧЧЧЧ 41 JXIK , Л(.;11 ЛЛ. 1 ч 1 lOjl Гч ч :-, у J ОГЧЛО; :чУ1 ) Ч ч ич:лчл-;; i444ir(ijO :.а;к1Гг;.(;{11я
:: ч Ч1Ч : .)ч,ч;1ч S л 1тЧ.,, 17Л гтл; , 3
Ч: ,л-1,:01 Сча;кчя1-л ток лсрс
.ЧччЧЧЛ ч М:Ч11ЛЛЧЛ,-;НИ11 СЛ1ар1-Ч;
- чч Ч1ч ч ч/ : ч;{() о улап| ка
;Ч,ч ,41 - , ч:ч L4i;-iKy I liailpa М iiui4i; ч ч ч 1,:ч--ч-;(7г- на пра..ия(.Ч чч li, ;ч :чгччч;1-: : гч pfC (ЛчеиПС ПИЛ.
ч :,..vj гчч: аачачга швл ело : ч: ; чамкиутьх инюя ч.-, -{ч Ч-Ч1Ч1 п)ес ;с:лива:гг ч Ч11ач,чл осгаточ 1ых -Ч1М г()м ip ij;apc п :| :;чли.ла1И ia4aj a шва с со
ч:лчпч М:чч111лссл 1 л iii ii 14, :,ч с.варк1-г и,;1Т1ал.ь ча -Ч-; /чмлчпй : -.: KL, а наniiU (.):;:, oaiaTui с: л:1ЯхаоПрааиом )ач- i:c;an; (.чнаноаиой чпрччаК1( ia iioii з ,, о| ел oaniyio иа рассчояаис i: .viL. ol 1;сри(5иачал.:л1о ; оложч:я; /1 vлигт:)1тяоГС) электрода 5 познсхая аалулпть сл арной w.}. с щтолччч г-;. ooi ;.Ci r.iie ниг; за саат Р1ск.41кг1е ия upiaiy и ла.яьиого и язсмещеЛИЯ ;ра:лко Ч.) лаЕле1И1С я дуги из х пстоп 51г ла Л1 . нагчЬ в rojioiJnyK,
В о t4)j случае и месте )с.ч:1) упиггта -та его кпнцо- при ciiaiicf: а-1К {V Ijjrx niiiijf: исаслюл/гется П(,л1рО иар нал оч;1 о пн--(Л1пом сяиженли К(.тп;а11тра а;in осчачичпьгх iranpji/iceruifi II лс1 екр:-гп1я начала aixj
KOHUOM,
BOB2
1лииу ,, начального участка ;ir--ia и расстояние мелщу точкой повi opi oro позобковлеиия процесса и 1К:р1 оиачальным положением электров 1бнрают из следующих
При длтгне начального участка менее oL и расстоянии между .точкой повторного возобновления продссса и перволачальным положением Topejn H более 3L длина участка 1пва без усиления оказывается недостаточной для получения качественного перекрытия начала шва его конп,ом. При длине начального частка пгоа более 9L, проплавлеиие неiipoi-apa Hf .постигается вследсччзие чрезмерного охлаждения ггачала началыго;л:5 участка niisa, так как iipH этом цкллфгизается толицнш боль1яе (.111ичы ciuipiHiacMbix элементов ма а(чличи у усилени.:-, неизбежного чри сварке ст ;;ков х шоов плавянлимся алслстродом.
При рас(Х1оя1 Ип между точкой елчарнслт шл.зобнон.нения процесса 11е;)гкл1ача. положе П1ем го)елки 4:e;if-;e 2.5L проплав npji чропгшвлеiii.4i н.ачала нача.чг.ного участка шва гччке) псчЧ;з1Г11 ся в точке, отстоящей 41 лер; оначальлого лоложения горелч;;-: на расстоя-гле, меньше L, Это ,ч.пмледил с неполному проялавленио еелровара в начале налального участка luna.
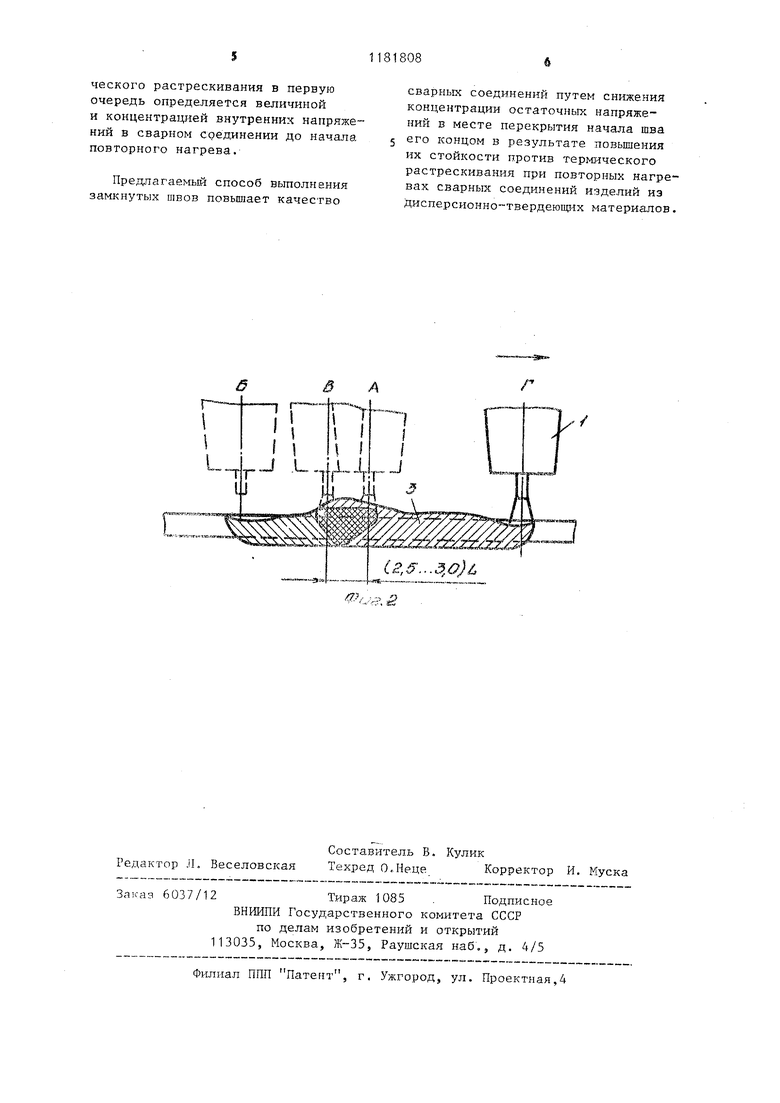
;;а фпгл: изображена схема сварил началыкмо участка пша; на i}:ix . .1 - cx.e:-ia повторного возобнов.ч.ч.ч.,- п)одесса после его прекраще:i,4, П1хоплав непровара в }1ачале иача.чь-ноГО участка шва и сварка (Г - Г оложслнте горелки при сварке ivia по направлению сварки после лч г1ог1:гения ;ачала шва; Д - точка 1;сч;гв.ч(Л1ия провара прн сварке началь;;о о участка ива) .
(/гре.:1ками на .1 показано налравле1И1е сварки начального участка шва, т.е. направление, противополож.ное направлению сварки , на фиг,2 н-аправ.леиие сварки.
Способ выполнения начгла замкнутых швоБ осуществляется следующ1-1м образом.
жаропрочных сплавов на никелевой основе толщиной 1,2--t,5 мм длина 1;епровара I, выбирается из соотношения 5 полученного экспериментально, L 2,, где f - толщина свариваемого материала, I
Эмпирическое выражение для величины непровара получено следующим образом.
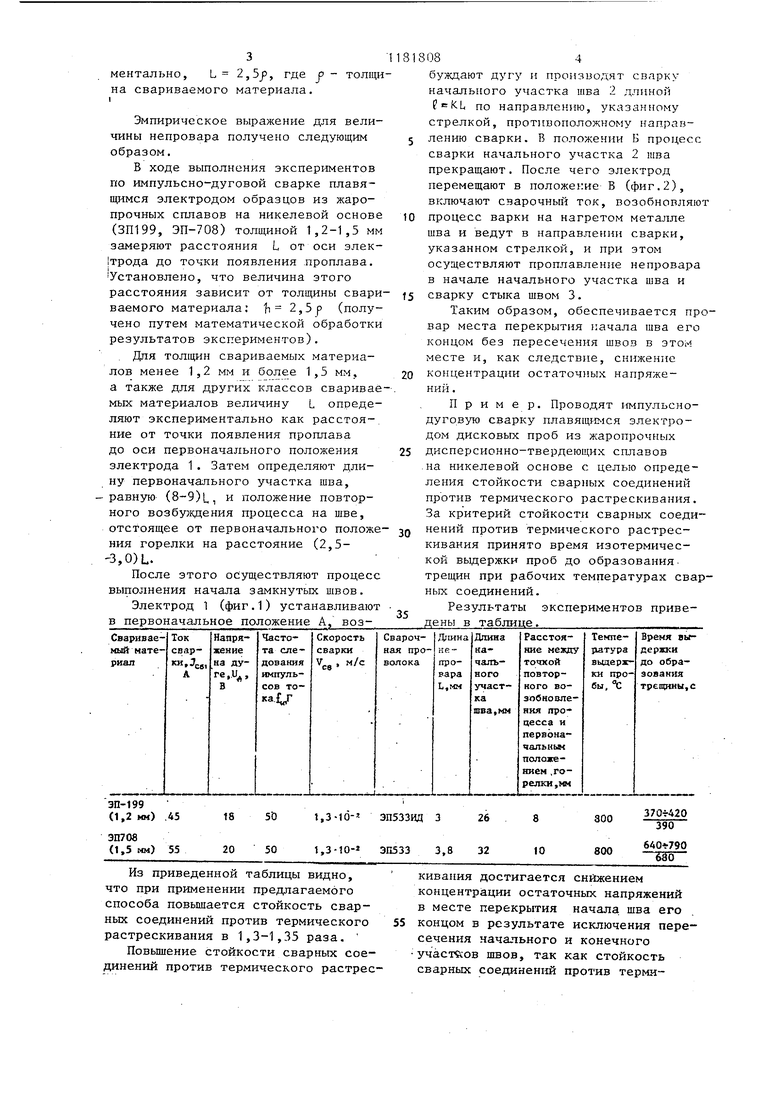
Б ходе выполнения экспериментов по импульсно-дуговой сварке плавящимся электродом образцов из жаропрочных сплавов на никелевой основе (ЗП199, ЭП-708) толщиной 1,2-1,5 мм замеряют расстояния L, от оси элек|трода до точки появления проплава. Установлено, что величина этого расстояния зависит от толщины свариваемого материала: 11 2,5р (получено путем математической обработки результатов экспериментов).
Для ТОЛ1ЦИН свариваемых материалов менее 1,2 мм и более 1,5 мм, а также для других классов свариваемых материалов величину L определяют экспериментально как расстояние от точки появления проплава до оси первоначального положения электрода 1. Затем определяют длину первоначального участка шва, равную (8-9)Ц, и положение повторного возбузкдения процесса на шве, отстоящее от первоначального положения горелки на расстояние (2,53,0) L.
После этого ос:уществляют процесс выполнения начала замкнутых швов.
Электрод 1 (фиг.1) устанавливают в первоначальное положение А, воз818084
буждают дугу и производят сварку начального участка шва 2 длиной , по направлению, указанному стрелкой, противоположному Hanparj5 лению сварки. В положении Б процесс сварки начального участка 2 шва прекращают. После чего электрод перемещают в положение В (фиг.2), включают сварочный ток, возобновляют
10 процесс варки на нагретом металле шва и ведут в направлении сварки, указанном стрелкой, и при этом осуществляют проплавление непровара в начале начального участка шва и
t5 сварку стыка швом 3.
Таким образом, обеспечивается провар места перекрытия начала шва его концом без пересечения швов в этом месте и, как следствие, сн1 жение
0 концентрации остаточных напряжений .
Пример. Проводят гмпульснодуговую сварку плавящимся электродом дисковых проб из жаропрочных
5 дисперсионно-твердеющих сплавов
.на никелевой основе с целью определения стойкости сварных соединений против термического растрескивания. За критерий стойкости сварных соеди(j нений против термического растрескивания принято время изотермической выдержки проб до образованиятрещин при рабочих температурах сварных соединений.
Результаты экспериментов приве5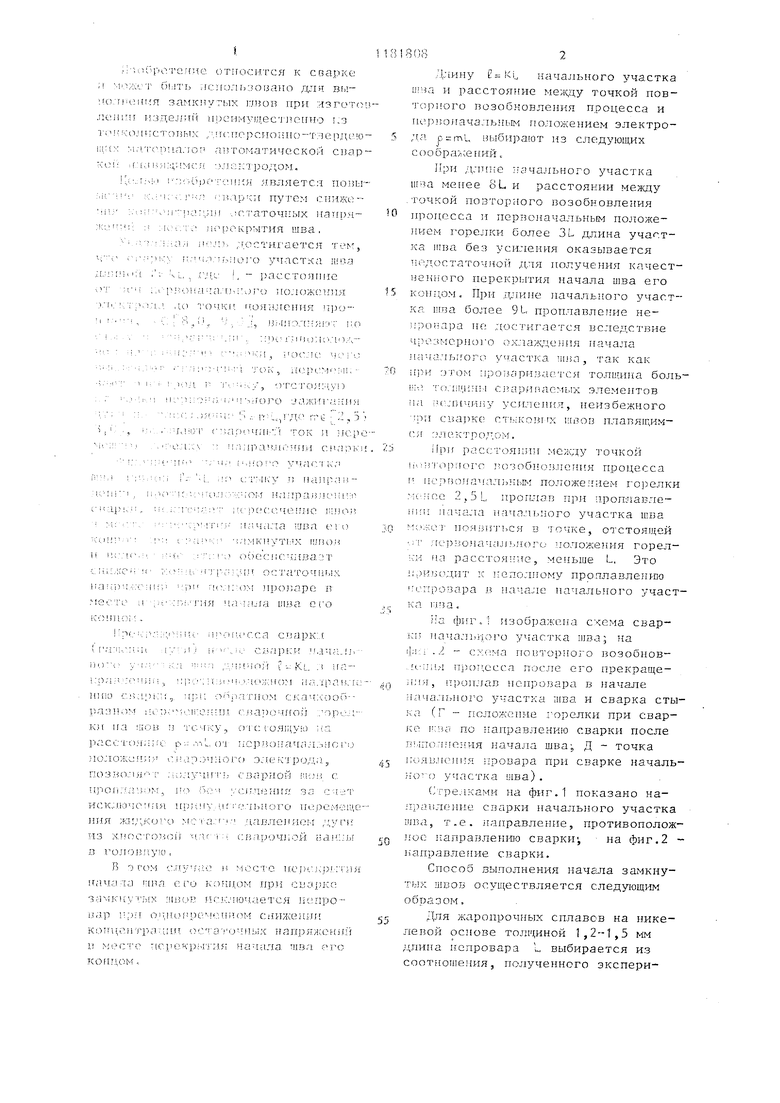
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1989 |
|
SU1742001A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| Коррозионностойкая литейная сталь | 1980 |
|
SU901336A1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| Способ дуговой сварки плавящимся электродом тавровых соединений | 1989 |
|
SU1696207A1 |
СПОСОБ ВЬШОЛНЕНИЯ НАЧАЛА ЗАМКНУТЫХ ШВОВ при сварке плавящимся электродом тонколистового материала, при котором сварку начального участка шва ведут в направлении. не совпадающем с направлением сварки, отличающийся тем, что, с целью повьшения качества сварки путем снижения концентрации остаточных напряжений, сварку начального участка шва длиной , где С - расстояние от оси первоначального положения электрода до точки появления проплава, мм; К ,0, 9,02, вьшолняют по стыку в направлении, противоположном направлению сварки, после чего выключают сварочный ток, перемещают электрод в точку отстоящую от точки первоначального зажигания дуги на расстояние fs mL, где ,5, 3,0j, включают свароч(Л ный ток и перемещают горелку в нас правлении сварки. 00 00 о 00
Из приведенной таблицы видно, что при применении предлагаемого способа повьшается стойкость сварных соединений против термического растрескивания в 1,3-1,35 раза.
Повьшение стойкости сварных соединений против термического растрескивания достигается снижением концентрации остаточных напряжений в месте перекрытия начала, шва его 55 концом в результате исключения пересечения начального и конечного участков швов, так как стойкость сварных соединений против термического растрескивания в первую очередь определяется величиной и концентращ1ей внутренних напряжений в сварном соединении до начала повторного нагрева.
Предлагаемьй способ выполнения замкнутых швов noBbmjaeT качество
сварных соединений путем снижения концентрации остаточных напряжений в месте перекрытия начала шва его концом в результате повышения их стойкости против термического растрескивания при повторных нагревах сварных соединений изделий из дисперсионно-твердеющих материалов.
.
c-v; 2
| Рябов В.Г | |||
| Комбинированная автоматическая сварка шаровых баллонов.: Автоматическая сварка, 1959, № 1, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| 0 |
|
SU152788A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
