Изобретение относится к способам электродуговой сварки плавящимся электродом угловых швов и может быть использовано для сварки в труднодоступных местах на металлоконструкциях ответственного назначения.
Целью изобретения является качественное формирование сварного шва со стороны его корня путем обеспечения полного провара стенки, повышение механических свойств сварных соединений при сварке деталей толщиной о г 6 до 40 мм.
На фиг, 1 показано взаимное расположение стенки (форма ее разделки), полки; на фиг. 2 - положение электрода.
Способ осуществляют следующим образом.
На стенке 1 со стороны корня шва (фиг, 1) выполняют одностороннюю разделку кромки под изменяющимся углом от 45 до 60° на высоту от 5 до 6 мм и далее под углом от 25 до-45°. Стенку устанавливают на полку с зазором от 2 до 4,5 мм.
О
XI
Электрод 2 (фиг, 2) располагают под углом к стенке 1 и полке 3 и углом назад по направлению сварки, возбуждают дугу и перемещают ее так, что пятно нагрева находилось на расстояний а, равном от 0,7 до 0,8 половины толщины 6 сгенки 1 за линией пересечения вертикальной плоскости симметрии 00 стенки 1 с полкой. В процессе сварки перемещают пятно нагрева со скоростью, равной от 1,7 до 8,0 величины установленного между полкой и стенкой зазора,
При ручной дуговой сварке зазор между стенкой и полкой от 3,0 до 4,5 мм, а пятно нагрева перемещают со скоростью от 1,7 до 3,0 величины зазора между полкой и стенкой.
Угол разделки кромки на стенке 45-60° и ее высота 5-6 м обусловлены необходимостью рационального использования тепла дуги в сочетании с физическими процессами, происходящими в столбе дуги и при переносе расплавленного металла.
Дальнейший угол раскрытия кромки 24- 45° роли в формировании обратной стороны корневого шва не играет и может изменяться в любых пределах указанного диапазона, обеспечивая лишь удобство выполнения первого шва и требуемые форму и размеры облицовочного шва, в зависимости от толщины соединяемых элементов.
Отклонение от нижнего предела угла разделки кромки ме зе 45° обусловит начало нерационального использования тепла дуги, выражающееся э чрезмерном про- плавлении стенки, вытекании металла, ухудшении формирования (появлении наплывов и выпуклой формы шва),
Отклонение от верхнего пределе угла разделки кромки более 60° обусловит снижение глубины проплавления стенки и как следствие появление непровара,
Отклонение от высоты разделки в меньшую сторону менее 5 мм обусловит чрезмер- ное проплавление стенки, вытекание металла и ухудшение формирования.
Отклонение от высоты разделки в боль шую сторону более б мм обусловит необходимость увеличения количества проходов и объема наплавленного металла, необходимого для полного заполнения разделки.
При зазоре менее 2 мм наблюдается непровар, увеличивается концентрация напряжения. При зазоре более 4,5 мм снижается ударная вязкость,
Возбуждение и перемещение дуги вдоль оси шва ня расстоянии (0,7-0,8)5 (фиг. 2) от вертикальной плоскости симметрии стенки с попкой обусловлено необходимостью использопя| ит физических процессов
в столбе дуги для переноса оптимального объема расплавленного металла по кратчайшему расстоянию к месту с целью получения полного провара и качественного
формирования обратной стороны корневого шва,
Отклонение от нижнего предела, коэффициент 0,7, не обеспечит приближение пятна нагревай сварочной ванны и какслед0 ствие расплавленного металла к месту формирования обратной стороны корневого шва, что приводит к непровару.
Отклонение or верхнего предела, коэффициент,9, обусловит отсутствие удержа5 ния в зазоре расплавленного металла, что приводит к наплывам и ухудшению форми рования обратной стороны шва
Скорость перемещения пятна нагрева /св (1,)а где а - зазор в соединении яри
0 ручной сварке, VCB - (3-8)а, где а - зазор в соединении при полуавтоматической сварке; позволяет обеспечить проплавление полки и стенки и достаточное время пребывания сварочной ванны в жидком со5 стоянии и соответственно качественное формирование обратной стороны корневого шва,
Отклонение коэффициента в меньшую сторону обуславливает уменьшение скоро0 сти сварки, увеличение объема расплавленного металла и времени пребывания в кидком состоянии что приводит к наплывам и ухудшению формирования обратной сюронч шва
5Отклонение коэффициента в большую
CiOpony обуславливает увеличение скорости сварки, что ведет к непроварам
Пример. Производили сварку углового шва таврово; о соединения из низколе0 гированной стали повышенной прочности марки 15Г2АФ толщиной 20 мм, в 3-х пространственных положениях (нижнем, вертикальном и горизонтальном) с использованием при ручной сваре электро5 дов марки УОНИ-13/55 диаметром 3 мм и при полуавтоматической сварке в углекислом газе - проволоки Св-08Г2С диаметром 1,2 мм,
В результате сварки получены качест0 венные сварные соединения с вогнутой и плоской поверхностью обратной стороны корневого шва, Подрезы, наплывы, непровар ы отсутствуют
Использование способа дуговой сварки
5 плавящимся электродом тавровых соединений позволяет обеспечить качественное формирование обратной стороны корневого шва путем полного провара; требуемую вязкость сварных соединений при -60°С и исключение слоистого растрескивания путем
снижения объема наплавленного металла за один проход, сокращение производственного цикла в 1,2-1,5 раза путем снижения расхода сварочных материалов и расширить диапазон условий применения
Формула изобретения 1. Способ дуговой сварки плавящимся электродом тавровых соединений, вклю а- юащий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной 6-40 мм, на стенке выполняют одностороннюю разделку м..-мк, .д изменяющимся со стороны корня шва лом рав (ым 45 60° на высоту 5-6 MN- и далее под углом, равным 25-45° зазор меж
ду полной и стенкой устэнавлчврот равным 2,0-4 Ь мм а пятно нагрева распо .агдют из полке зч линией пепесе ен,чч ьеотикэль нем плоскосш симметрии стенки с поп-.ой i s расстоянии, равном 0,7-0 8 половины толшины стенки, и перемещзют его в процессе сварки со скоростью равной ог 1 7-8 0 ве личины заэорз между полкой и с (викой
2 Способ по п 1 о ч л и ч ю щ и и . я тем, что целью повышени качества not/,
5 руччом дуговой сраоке, зазор между стен кой /i г on ой устапазлмвают равным 3,0- S мм, а пчгно перемешаю со скопе стью, равной 1,7-3 0 величина зазора - аж- дустеь чОй/ полкой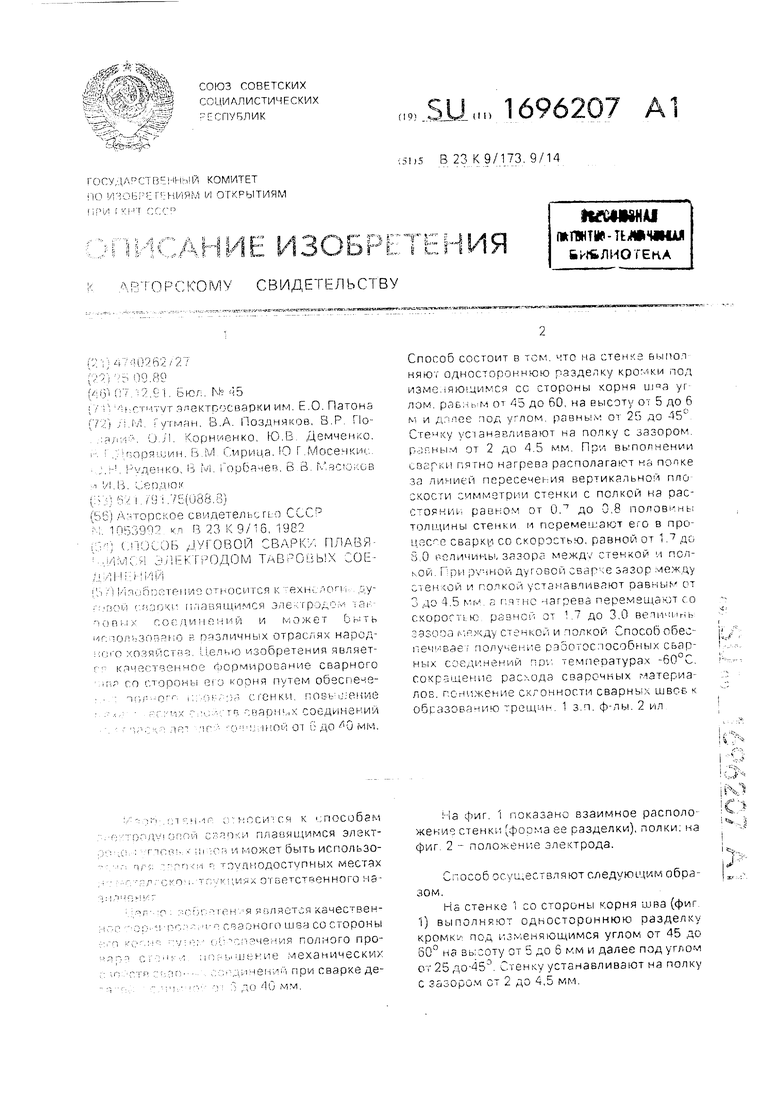

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
Изобретение относится к технологии дуговой сварки плавящимся электродом тавровых соединений и может быть использовано в различных отраслях народного хозяйства. Целью изобретения является качественное формирование сварного шва со стороны его корня путем обеспечения полного провара стенки, повышение механических свойств сварных соединений при сварке деталей толщиной от 6 до 40 мм. Способ состоит в том, что на стенке выполняют одностороннюю разделку кромки под изменяющимся со стороны корня шва углом, равным от 45 до 60, на высоту от 5 до 6 м и далее под углом, равным от 25 до 45° Стенку устанавливают на полку с зазором, равным от 2 до 4,5 мм. При выполнении сварки пятно нагрева располагают на полке за линией пересечения вертикальной плоскости симметрии стенки с полкой на расстоянии равном от 0,7 до 0,8 половины толщины стенки, и перемещают его в процессе сварки со скоростью, равной от 1,7 до 8,0 величины, зазора между стенкой и полкой. При ручной дуговой сварке зазор между стенкой и полкой устанавливают равным от 3 до 4,5 мм, а пятно нагрева перемещают со скоростью, равной от 1.7 до 3,0 величины зазора между стенкой и полкой Способ обеспечивает получение работоспособных сварных соединений при температурах -60°С, сокращение расхода сварочных материалов, понижение склонности сварных швов к образованию трещин. 1 з.п, ф-лы, 2 ил.
...60
Фиг.1
а,
ч v jx ьзр- -: . . 5--.4--ч
ч( .Ол:
Фи Л
| Способ дуговой сварки плавящимся электродом тавровых соединений | 1982 |
|
SU1053992A1 |
