Изобретение относится к проиэводству декоративных асбестоцементных изделий и может найти применение в производстве строительных материалов..
Цель изобретения - повышение качества изделий.
Предложенный способ осуществляют при изготовлении декоративных асбестоцементных листов типа зебра с полосами во впадинах волн.
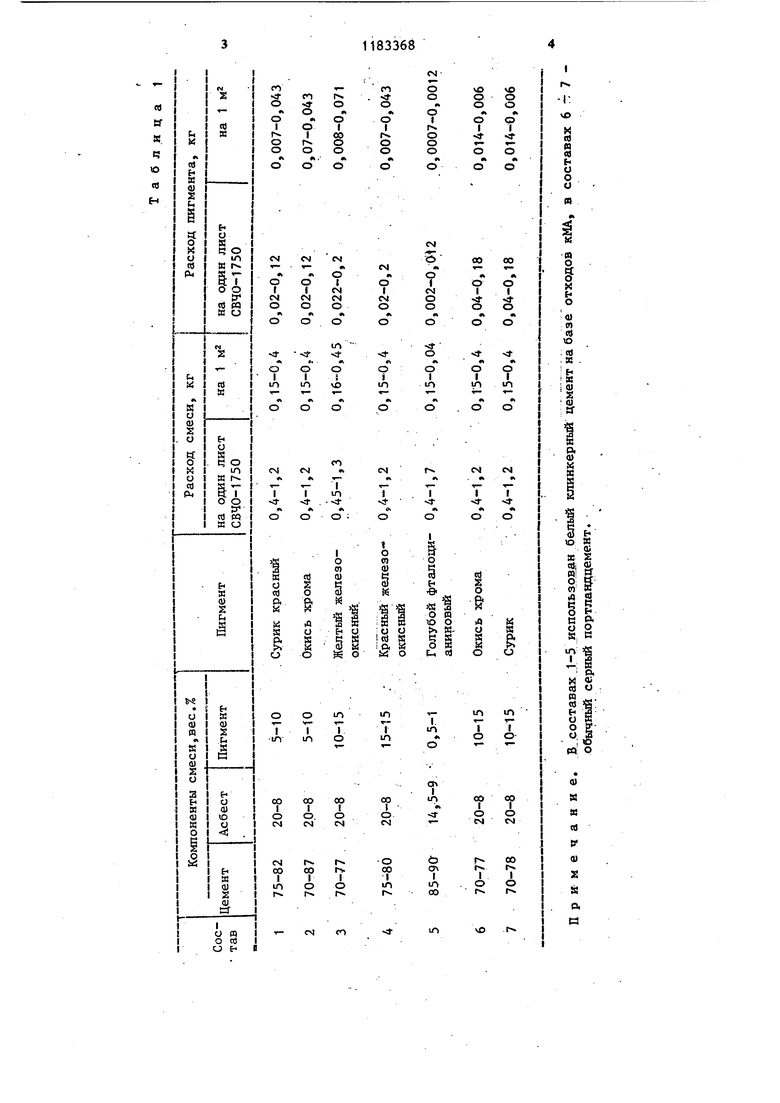
Конкретные составы испсшьзуеных сухих смесей приведены в табл. 1.
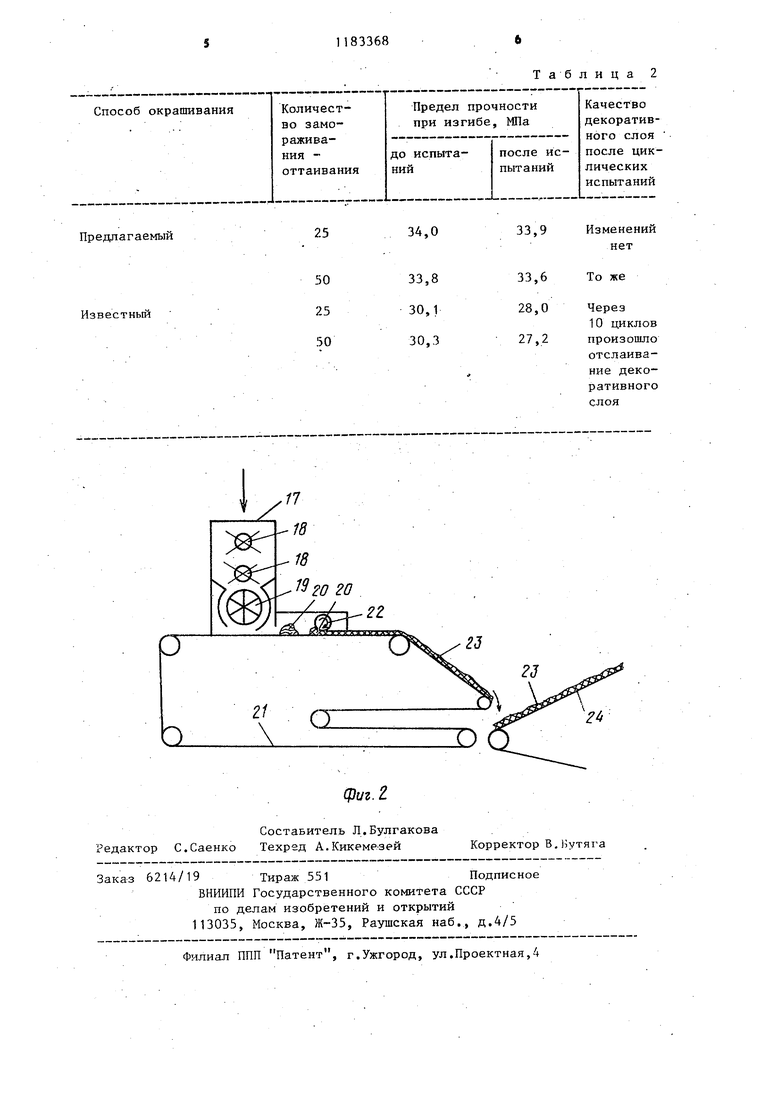
На фиг 1 показана схема декоративных асбестоцементных листов; на фиг. 2 - узел окраски асбестоцементных листов декоративными смесями..
Асбест ленточным конвейером 11 подают в дезинтегратор 2, далее в циклон 3 с вентилятором А, а распушенный асбест конвейером 5 - в смеситель 6.
Цемент из бункера ковшовым элеватором 7 и шнеком 8 транспортируют на весы 9 и через дозатор 10 подают в смеситель 6. Пигмент дозатором 10 подают в смеситель 6.
Готовую смесь из смесителя 6 конвейером 11 транспортируют в рыхлител 12 и далее питателем 13 на транспортер установки 30-931М15.
Для получения листов полосчатой окраски предусмотрена установка вакуум-коробки 14 на высоте 5-7 мм от поверхности транспортера установки 15. Пазы вакуум-коробки ориентированы по впадинам листа соосно.
Отобранная вакуум-коробкой смесь поступает в циклон 16, где осажда ется и возвращается в рыхлитель 12. Оставшаяся часть смеси с транспортера установки 15 поступает на форматный барабан, образуя первый слой асбестоцементной заготовки.
Смесь из смесителя поступает в бункер 17„ где проходит через два рыхлителя 18, которые распределяют смесь равномерно под. ячейковым питателем 19. Из последнего смесь порциями 20 поступает на сукно 21, где калитровочным валком 22 разравнивается в слой 23 заданной толщины. С сунка 21 смесь слоем подают на рабочее сукно 24 листоформующей машины.
Полученные предлагаемым способом асбестоцементные изделия характеризуются свойствагда, приведенными в табл. 2.
Таким образом, морозостойкость декоративных асбестоцементных изделий, которая является наиболее объективным показателем адгезии декоративного слоя к основной массе изделия, при предлагаемом способе значительно вьш1е, чем в случае использования поверхностного окрашивания методом пульверизации.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Окрашенный хризотилцементный лист и способ его получения | 2016 |
|
RU2693959C2 |
| Устройство для изготовления многослойных асбестоцементных изделий | 1983 |
|
SU1135650A1 |
| Способ изготовления асбестоцемент-НыХ лиСТОВ | 1979 |
|
SU814943A1 |
| СПОСОБ В.С.ЮРКИНА ПРОИЗВОДСТВА ВОЛОКНИСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2005597C1 |
| Способ изготовления многослойных асбестоцементных изделий | 1969 |
|
SU345745A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 2018 |
|
RU2710248C2 |
| Способ изготовления асбестоцементных труб | 1982 |
|
SU1129191A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ПЛИТ | 2018 |
|
RU2710260C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |
| Машина для производства асбестоцементного и тому подобного материала | 1949 |
|
SU77098A1 |
СПОСОБ ФОРМОВАНИЯ ДЕКОРАТИВНЫХ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЖЙ, включающий отливку суспензии на сукно листоформующей машины, уплотнение асбестоцементного слоя, послойное формование заготовки на форматном барабане, нанесение декоративного слоя, твердение, отличающийся тем, что, с целью повышения качества изделий, декоративный слой образуют из сухой смеси цемента, асбеста и пигмента на сукне листоформующей машины и переносят его на форматный барабан как первый слой асбестоцементной заготовки,при этом расход сухой смеси составляет (Л 0,15-0,45 кг на 1 м изделия. Фиг
25
Предлагаемый
33,9
34,0
Изменений нет
| Блох Г.С | |||
| Применение эффективных асбестоцементных изделий в жилищном строительстве | |||
| М.: ВНИИЭСМ, 1977 | |||
| РАСТВОР ДЛЯ О'КРАШИВАНИЯ АСВЕСТОЦЕМЕНТНЫХИЗДЕЛИЙ | 0 |
|
SU247831A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
