Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления асбестоцементных изделий, в частности для нанесения слоя сухого цемента на асбестоцементную пленку на бесконечном рабочем сукне листоформовочной или трубоформовочной машины.
Известно устройство для изготовления асбестоцементных изделий, содержаш.ее ванны сетчатых цилиндров, бесконечное рабочее сукно, форматный и опорный барабаны 1.
Недостатки данного устройства - значительное количество отходов цемента и асбеста, а также неполное использование прочностных свойств исходных материалов, что приводит к снижению ачества изделий.
Наиболее близким к предлагаемому ясляется устройство для изготовления многослойных асбестоцементных изделий, содержашее ванны сетчатых цилиндров, бесконечное рабочее сукно с натяжным валом, форматный барабан и установленный под рабочим сукном расходный бункер с питателем сухой асбестоцеметной смеси и калибратор 2.
Однако известное устройство не обеспечивает укладку тонкого равномерного по высоте и ширине слоя цемента на рабочее сукно формовочной машины, что приводит к образованию пустот между слоями и расслоению готовых многослойных изделий.
Цель изобретения - обеспечение укладки по ширине сукна равномерного по ширине слоя цемента.
Указанная цель достигается тем, что устройство для изготовления многослойных асбестоцементных изделий, содержашее ванны сетчатых цилиндров, бесконечное рабочее сукно с ведушим валом, форматный барабан и установленный над сукном расходный бункер сухой смеси с питателем, снабжено укладчиком цемента в виде шарнирно прикрепленных к расходному бункеру вибролотка со скосом на конце и консольно установленной над ним пластины-регулятора толщины слоя, причем днише вибролотка на участке от бункера до нижнего конца пластины выполнено с продольным рифлением со скосом каждого рифа в сторону гладкого разгрузочного конца вибролотка.
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2- укладчик цемента с регулятором толщины слоя; на фиг. 3 - вибролоток, план.
Устройство содержит ванны сетчатых цилиндров 1, бесконечное рабочее сукно 2 с ведущим (опорным) валом 3 и прессвалом 4 и форматный барабан 5. Над рабочим сукном 2 установлен расходный бункер 6 разделенный перегородкой на два отсека для различных марок цемента, каждый из которых оборудован лопастным питателем 7.
Выходные щели отсеков бункера 6 калиброваны по ширине, причем ширина щели регулируется, задвижкой (не показана). Под бункером 6 установлен укладчик цемента в виде шарнррно прикрепленных к бункеру вибролотка 8 с вибровозбудителем 9 и консольно установленной над ним пластины-регулятора 10.
Вибролоток 8 выполнен из нержавеющей стали с полированной поверхностью. Ширина вибролотка равна щирине асбестоцементной пленки на рабочем сукне.2. Вибролоток 8 имеет с боков ограничители (не показаны), не дающие цементу растекаться при вибрации в стороны. Днище вибролотка 8 на участке от бункера 6 до нижнего конца пластины 10 имеет рифленую поверхность с продольными рифами 11, каждый из которых- имеет скос в сторону гладкого разгрузочного конца вибролотка 8, также выполненного со скосом.
Устройство работает следующим образом. Цемент требуемых видов и марок подается в отсеки расходного бункера 6 конвейерами. На передних стенках отсеков установлены наклонные заслонки, регулирующие ширину щели, через которую цемент проходит из бункера к питателю. За счет вращения валов с лопатками цемент из питателя 7 подается на вибролоток 8 укладчика цемента. Последовательность подачи цемента и5 отсеков на укладчик цемента регули0 руется переключателем.
За счет шарнирного закрепления регулируется высота конца вибролотка 8 над бесконечный рабочим сукном 2. При изменении угла наклона укладчика, частоты и амплитуды колебаний вибровозбудителя 9 и угла вибрации меняется скорость подачи слоя цемента. Производительность укладчика увеличивается с увеличением угла наклона в пределах О, 4, 8 и 12° при одновременном увеличении подачи цемента из отсеков расходного бункера. Изменение угла вибрации обеспечивается маятниковой подвеской (креплением) вибровозбудителя. Изменением угла наклона пластины-регулятора 10 и соответственно изменением ширины щели, через которую проходит цемент, а также времени вибрации при прохождении слоя цемента от регулятора до конца вибролотка обеспечивается заданная толщина слоя цемента 12, укладываемого на слой волокон асбеста с частицами цемента, наносимыми сетчатыми цилиндрами 1 на бесконечное рабочее сукно 2. Конец вибролотка имеет скос для более плавной укладки слоя цемента на слой волокон асбеста с частицами цемента на бесконечном рабочем сукне. Продольные рифления в днище вибро5 лотка обеспечивают равномерную подачу цемента по всей ширины укладчика. Высота ребер лотка уменьшается у гладкого ровного участка для обеспечения равномерного растекания цемента по ширине лотка перед регулятором толщины слоя. При уменьшении угла наклона укладчика до аремя вибрации на конце гладкого ровного участка уменьшается с одновременным уменьшением скорости укладки слоя цемента на бесконечное рабочее сукно. В этом случае получают слой цемента наибольшей толщины, приближающийся по своему значению к ширине щели между регулятором 10 и вибролотком 8. Таким образом, величинойнаклона вибролотка 8 определяется время вибрации при прохождении слоя цемента от конца регулятора до конца укладчика с соответствующим уменьшением толщины слоя цемента за счет его уплотнения и растекания при вибрации на гладком ровном конце укладчика. Величина наклона устанавливается в зависимости от требуемой толщины слоя цемента и его удобоукладываемости, определяемой его влажностью, температурой и тонкостью помола цемента. Монослой (тонкомолотый цемент) требует меньшей частоты и амплитуды колебаний, чем крупнозернистый цемент, и приобретает текучесть при вибрации за меньшее время. На полированной ровной поверхности укладчика тонкомолотый цемент течет от конца регулятора до конца укладчика ровным слоем без какихлибо бугров. При использовании электромагнитного вибратора и длине вибролотка 1,0-2,5 м промышленный ток частотой 50 Гц преобразуется в непромышленный ток частотой 25 Гц или 1500 кал/мин тиристорными преобразователями частоты. При изменении силы тока с пульта управления формовочной машины амплитуда колебаний плавно изменяется в пределах О-2 мм. Для равномерного расхода цемента во времени и исключения образования подпора цемента перед регулятором гладкий разгрузочный конец вибролотка имеет угол наклона вниз на О-12° больший, чем участок вибролотка от бункера цемента до конца продольных рифлений. При этом угол наклона вниз гладкого разгрузочного конца вибролотка не превышает 16°. Кроме равномерного распределения цемента по ширине вибролотка продольные рифления обеспечивают виброожижение монослоев цемента и способствуют их более равномерному перемещению по вибролотку. Сухой слой цемента вместе с влажным слоем волокон асбеста с частицами цемента подаются бесконечным рабочим сукном 2 к форматному барабану 5 и под давлением 25 кг на 1 пог. см длины пресс-вала 4 и далее под давлением 50 кг на 1 пог. см длины ведущего (опорного) рала 3 уплотняются-в монолитную ленту, соотв тствующую ширине и размерам асбестоцементного изделия. В рыхлом состоянии толщина слоя цемента составляет 0,4-2 мм, а после уплотнения слой цемента в изделии уменьшается до 0,2-1,0 мм. Накладываемый с бесконечного рабочего сукна на форматный барабан первичный слой цемента является внутренним защитным слоем асбестоцементной трубы или наружным облицовочным слоем асбестоцементного листа. Наружный слой асбестоцементного листа подвергается силовому прокату под давлением пресс-вала и ведущего (опорного) вала б-10 раз, равном количеству слоев в листе, наиболее уплотненным является внутренний защитный слой асбестоцементной трубы. Увлажнение сухого слоя цемента формуемого изделия происходит за счет влаги из распушенных волокон асбеста и влаги бесконечного рабочего сукна. При увлажнении частицы тонкомолотого цемента приходят в пластическое состояние текучести и заполняют под давлением все поры волокон асбеста. Регулирование количества воды в рабочем сукне осушествляется давлением прижимного вала на сетчатый цилиндр и вакуум-коробкой перед форматным барабаном, как в обычной «мокрой технологии производства асбестоцементных изделий по способу Гатчека. С целью снижения уноса мелких частиц цемента с отходящими водами при фильтрации, устранения из преждевременной гидротации и схватывания, а также улучшения качества изделий портландцемент из приемного бункера подается на эксцентриковый грохот, где рассеивается на три фракции: крупные вклю чения, попадающие в цемент; портландцемент с удельной поверхностью 2200-3100 для добавки (в пределах 1-30% от норм расхода по обычной технологии по способу Гатчека) в асбестовую суспензию, поступающую в ванны сетчатых цилиндров, и тонкомолотый цемент с удельной поверхностью 3100-3800 (укладчиком наносится на влажный слой асбестовых волокон с частицами цемента на бесконечном рабочем сукне формовочной машины). Не прерывая технологического цикла, на одной установке изготавливаются как асбестоцементные листы обычного серого цвета, так и листы, облицованные слоем цветного цемента. На установке получается качественно новый материал, в котором соединяются преимущества многослойного и монолитного материала в одном изделии.. Так как гидротация тонкомолотого высокопрочного цемента протекает в сформованном изделии, то плотность и Прочность изделия увеличиваются за счет прорастания зерен цемента между волокнами асбеста, а пористость и водопоглощаемость их соответственно уменьщаются.
Устраняется брак от снижения прочности изделий и от их расслаивания при многократном замораживании и оттаивании за счет полного использования вяжущих свойств цемента и изменения структуры первичных слоев.
Предлагаемая установка с укладчиком цемента с вибрирующим устройством и регулятором герметична и не создает цементной пыли в цехе. Участок от конца регулятора до конца укладчика также закрыт металлическим кожухом, кото.рь№ щарнирно закреплен над укладчиком с обеспечением выходной щели между ними. Цемент не скапливается у стенок укладчика, а полностью заполняет при вибрации все пространство перед регулятором.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ В.С.ЮРКИНА ПРОИЗВОДСТВА ВОЛОКНИСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2005597C1 |
| Машина для производства асбестоцементного и тому подобного материала | 1949 |
|
SU77098A1 |
| Способ изготовления многослойных асбестоцементных изделий | 1969 |
|
SU345745A1 |
| Способ формования декоративных асбестоцементных изделий | 1981 |
|
SU1183368A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ПЛИТ | 2018 |
|
RU2710260C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 2018 |
|
RU2710248C2 |
| Устройство для формирования пленки из суспензии волокнистого материала | 1980 |
|
SU880736A2 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Способ изготовления асбестоцемент-НыХ лиСТОВ | 1979 |
|
SU814943A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЪ1Х АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ, содержащее ванны сетчатых цилиндров, бесконечное рабочее сукно с ведущим валом, форматный барабан и установленный над сукном расходный бункер сухой смеси с питателем, отличающееся тем, что, с целью обеспечения укладки по щирине сукна равномерного по толщине слоя цемента, оно снабжено укладчиком цемента в виде щарнирно прикрепленных к расходному-бункеру вибролотка со скосом на конце и консольно установленной над ним пластинььрегулятора толщины слоя, причем днище вибролотка на участке от бункера до нижнего конца пластины выполнено с продольным рифлением со скосом каждого рифа в сторону гладкого разгрузочного конца вибролотка. Фцг.i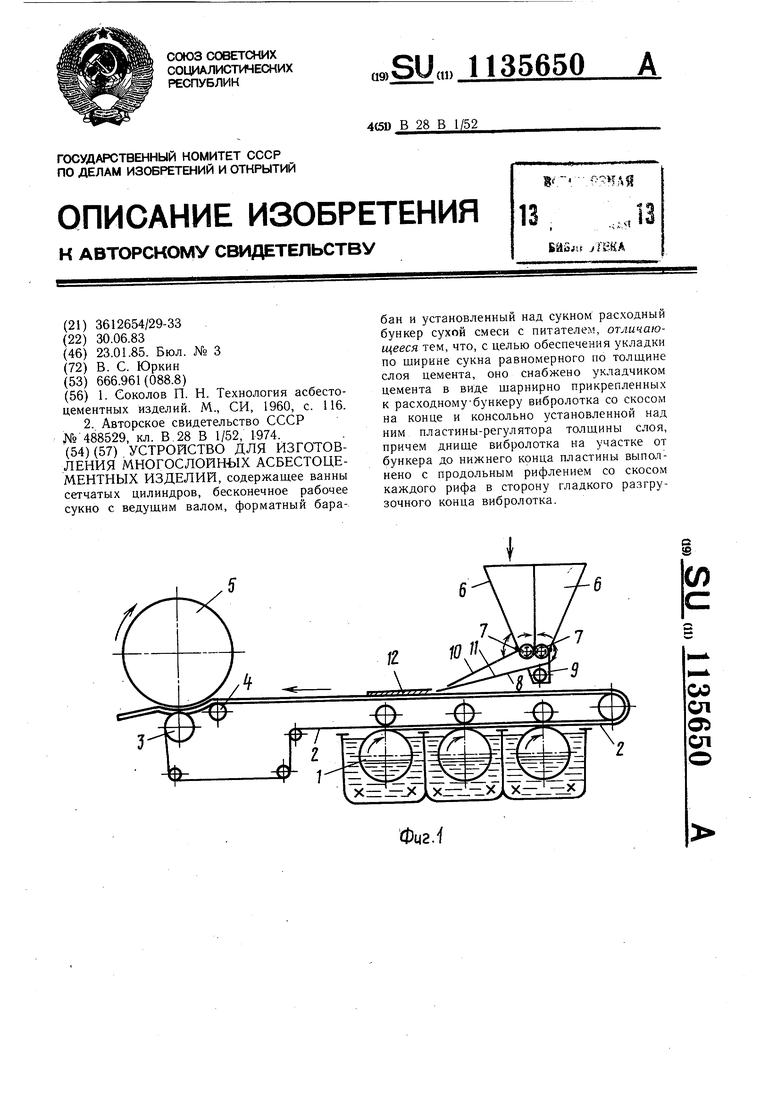
Фмг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соколов П | |||
| Н | |||
| Технология асбестоцементных изделий | |||
| М., СИ, 1960, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 488529, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
