1 .
Изобретение относится к строителным материалам,а именно к производству асбестоцементньк труб.
Известен способ изготовления асбестоцёментных труб, применяемый в промьшшенности, включающий приготовление асбестоцементной сусрензии, еефильтрование, обезвоживание асбеСтоцементного слоя вакуумированием на трубоформовочной магаины и формование заготовки трубы навиванием и уплотнением слоев на форматной скалке ,
Максимальные деформации и напряжения при транспортировке и у кладке возникают в наружных слоях стеНки трубы.
Однако наружные слои стенки трубы при указанном способе производства имеют более низкую прочность, чем внутренние слои.
Причина этого заклЬчается в меньшей кратности уплотняющего воздействия на наружные слои при формовании заготовки трубы. Указанное обстоятельство приводит к увеличению толщины стенки трубы и повышенному расходу сырьевых материалов.
Известен также способ изготовления абсестодементных труб, включающий приготовление асбестодементной суспензии,, ее фильтрование, обезвоживание асбестоцементного . слоя вакуумированием на сукне трубоформовочной машины, формование заготовки трубы навиванием и уплотнением слоев на форматной скалке, обмотку каждого (за исключением наружного) слоя нитью или лентой на основе полиамидного волокна, пЪдкол, коландрирование и съем трубы и ее тештовлажностную обработку i .
Однако осуществление способа связано с усложнением технологии и значительным ростом затрат дпя реализации процессов обмотки трубы дорогостоящими синтетическими материалами. Указанный способ приводит к снижению производительности формовочного оборудования вследстви того, что полиамидная нить или лента должна наматьгоаться на асбестоцементные слои, имеющие определенную критическую прочность (иначе слой будет разрушаться). Получаемые таким способом трубы
1912
не будут иметь высоких физико механических показателей, поскольку асбестоцементные слои, слагающие трубу, будут разделены (слабо связаны между собой) синтетическим материалом. Из-за разности деформативных свойств полиамидного волокна и асбеста снятые со скалки трубы будут подвергаться деформациям, что может вызвать их эллипсность. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления асбестоцементньк труб,
включакяций приготовление асбестоцементной суспензии, ее фильтрование, обезвоживание асбестоцементного слоя вакуумированием на. сукне трубоформовочной машины, формование заготовки
трубы, навиванием и .уплотнением
слоев на форматной скалке и обработку каждого слоя водными растворами одного из аминов-моноэтаноламина, диэтаноламина или триэтаноламина, в
количестве 0,01-2,0% от массы сухих компонентов, съем трубы и ее последующую обработку ГЗЗОднако раствор добавки вводится на асбестоцементньш слой в процессе
его уплотнения. Возникающее при
этом увеличение влажности уплотняемого слоя приводит к усилению деструктивных гидродинамических процессов в нем, а следовательно, и к
нарушению структуры слоя. Следствием указанного является последующее, снижение физико-механических свойств трубы.
Плотность и прочность слоев, слагающих стенку трубы, возрастает от внешних к внутренним. В то же время на трубу при ее эксплуатации действуют изгибающие нагрузки, вызывающие распределение напряжений в
стенке трубы, обратное по отношению к распределению прочностных показателей слоев. Применение известного способа, увеличивая прочностные показатели, не устраняет неравноМерность распределения их по толщиче стенки трубы, а следовательно, приводит к повышенному расходу добавки (необходимость в обработке добавкой внутренних слоев трубы,как
имеющих достаточную прочность,может
отсутствовать).
Таким образом, отмеченные недостатки известного способа не позволяют в необходимой степени повышать физико-механические показатели качества труб, что в свою .очередь, затрудняет решение вопроса С шже1шя сортамента применяемого асбеста, весьма актуального в связи сдефицитом асбеста 3 и 4 сортов.
Цель изобретения - повьшение прочности и ударной вязкости.
Поставленная цель достигается тем, что согласно способу изготовления асбестоцементных труб, включающему приготовление и фильтрование асбестоцементной суспензии, вакуумирование асбестоцементного слоя на сукне трубоформовочной машины, формование трубы навиванием и упЯотнением слоев на форматной скалке, обработку слоев добавкой-ус корителем твердения и последующую термообработку трубы, обработку асбестоцементного слоя осуществляют добавкой-ускорителем твердения в количестве 0,2-10,0% от массы цемента, добавку наносят на асбестоцементный слой, образующий наруж ную треть толщины стенки трубы, или часть добавки наносят на асбестоцементный слой, образующий внутреннюю треть толщины стенки трубы, а остальное количество распределяют на осязавшуюся часть толщины стенки трубы, причем добавку наносят на слой в виде раствора, расход Q которого вычисляют по формуле
CoUoySBVc
J iifTHFTr ,
где Ср - концентрация раствора до-, бавки, мас.%; CQ - задаваемое содержание добавки, % от.массы цемен-. та,.
у - объемная масса асбестоцементного слоя, , V - толщина слоя, м| В - ширина сукна, м; . Vp - скорость сукна, м/с, . . TJ(j - влагосодержание слоя о
нанесения на него добавки, 1 г/кг,- и - влагосодержание свежефор мованной заготовки трубы, кг/KrJ
b - соотношение между коли. . чеством асбеста и цемента в сьфьевой смеси, отн.ед;
291914
К - коэффициент, зависящий
от величины разрежения в вакуум-коробке и равный 0,6-1,2. 5 Выбор места введения добавки
I обусловлен тем, что при этом появляется возможность вводить и желаемым образом распределять по слоям требуемой трубы необходимое количество 10 добавки без существенного изменения влажности прессуемого асбесто цементйого ллоя, т.е. без нарушения структуры стенки трубы.
Равномерность распределения до15 бавки по толщине слоя обеспечивается процессом его последующего вакуумирования. Часть или все количество удаляемой при этом из слоя жидкости может быть использовано для приго 20 товления раствора добавки или для
наполнения конвейера водного твер. дения труб. Применение в качестве добавки ускорит.елей твердения цемента позволяет также интенсифициро25 вать как предварительное, так и окончательное твердение труб.
Вследствие ускорения схватывания цемента и, следовательно/уменьшения деформативности свежесформованных 30 асбестоцементных труб, существенно уменьшается брак труб из-за эллипс- . ности.
Повышение прочностных показателей готовой продукщ1и позволяет повысить 35 напорность труб. Это дает возможность использовать асбест более низ кого сортамента, чем по известному способу.
в качестве ускорителей твердения 40 могут быть применены следующие вещества: хлориды, нитраты и нитриты щелочных, щелочноземельных металлов, железа и алюминия и их смеси, сульфаты и карбонаты щелочных металлов, 45 железа и алюминия, бикарбонаты щелочных и щелочноземельных металлов, водорастворимые силикаты, алюминат натрия, МОНО-, ди- и триэтаноламины. . Указанные вещества известны как 50 ускорители твердения.
Все перечисленные добавки являются отходами различных отраслей промьшиенкости, и их утилизация является важной народнохозяйствен55 ной задачей.
Применение этих добавок ограничивается тем, что они в процессе их применения попадают в оборотную технологичейкую воду и могут приводить к снижению производительности формовочного оборудования, вследствие возможного ухудшения фильтрацион-ных свойств асбестоцементной суспензии. Применение ускорителей твердения в количестве большем, чем 10% от массы цемента нецелесообразно, как правило, из экономических соображений, поскольку при этих дозировках техническая эффективность применения перечисленных добавок не возрастает.
Использование указанных добавок в количествах менее 0,2% от массы цемента, как правило, неэффективно, а в ряде случаев может быть даже . вредно.
Кроме того, следует отметить, что внутренние слои трубы подвергаются большему уплотнению, чем . наружные за счет большего количества циклов их прокатки. Эта разница усугубляется еще и тем, что по мере увеличения ТОЛЕЦИНЫ стенки труб величина прессующего давления (давления прессующих валиков экипа.жа давления) уменьшается. Поэтому плотность материала стенки трубы существенно снижается от внутренних слоев к внешним. Тем не менее,, сеченяе стенки трубы можно условно разбить на три равные части, и провести соответствуюпщй анализ распределения физико-механических свойств слагакяцего стенку материала и распределения внешних эксплуатационных нагрузок в пределах каждой из частей.
В первой зоне, составляющей внутреннюю треть толщины стенки ; трубы, плотность, а следовательно, и прочность слоев трубы максимальна и практически постоянна, поскольку они прессуются на твердой подложке- (поверхность форматной скалки), число циклов их прокатки практически одинаково (по сравнению с обпрш количеством циклов прокатки трубы),а прессующее давление также Можно считать постоянным, потому что его величина нивелируется за счет дополнительной прокатки внутренних слоев при прессовании последующих. 2/3 толщины сТенки трубы.
Прессование споез, составляющих среднюю часть толщины стенки слоев, производится на упруговязкопластичной Подложке, состоящей из асбестоцементных слоев 1-ой зоны, и, чтобы не развальцевать их и не снизить тем самым плотность стенки трубы, давление прессования начинаю-в
постепенно снижать. В результате плотность и прочность слоев, слагающих вторую зону также снижается от слоев, прилегающих к первой зоне, к слоям. Прилегающим к третьей зоне - внешним слоям стенки трубы. Однако это снижение не является резким из-за дополнительного прессования слоев второй зоны при пресS совании слоев третьей зоны.
Плотность и прочность слоев,составляющих внешнюю треть толщины стенки трубы наиболее низка и быстро; снижается в пределах зоны
0 по указанньш ранее причинам.
При эксплуатации трубы в грунте на нее действуют внешние Нагрузки, распределенные по длине трубы и приводящие к ее изгибу, а также
распределенные по окружности трубы и приводящие к ее равномерному сжатию. Внутри трубы действует избыточное
внутреннее давление от находящейся там жидкости или газа.
0 Внешние изгибающие нагрузки создают в стенке трубы напряжения, растягивающие во внешних слоях .стенки и сжимающие в ее внутренних .слоях. Под действием внутреннего
5 и внешнего давлений в стенке трубы возникают растягивающие .напряжения, . максимальные на внутренней поверхности стенки и уменьшающиеся по направлению к внешней поверхности
0 трубы. В результате, в стенке трубы создается такое напряженное состоя. нне. при котором растягивающие на- . пряжения растут от внутренних слоев. к внешним, в то время, как было ука5 зано ранее, прочность слоев изменяется в обратном направлении.
Величины действ5тощих в стенке напряжений зависят от толшрсны стенки трубы.Распределение напряжений
0 становится более равномерным по мере увеличения толщины стенки трубы, при этом снижаются также и величины действующих в стенке напряжение, Пример. Для приготовления
5 асбестоцементных образцов смешивают в пропеллерной мешалке следующие компоненты, мае.%: асбестовую шихту 0,95, цемент Воскресенского цементногр завода М400 5,35, вода известковотипсово-щелочная 93,7. Используют два варианта составов асбестовой шихты типовой для производства напорньЬс труб класса ВТ-9, содержащий мас,% асбеста марки П-3-50-50; асбеста марки П-4-20-40;асб.еста марки П-5-65-710, типовой для производства напорных труб класса ВТ-12, содержаищй в мас.%: fic6ecTa марки П-3-50-50 и асбеста Марки П-4-20-50. Йзвестково-гипсово-щелочную воду готовят путем перемешивания в течение 20 мин в 10.л водопроводной воды 50 г гидроокиси кальодя,50 г гипса и 43,5 г сульфата калия Ползгчённую суспензию отстаивают I гВ течение суток, а затем сливают с осадка. Асбестоцементную суспензию перемешивают в течение 30 мин при темпе ратуре 40 С и затем на вакуум-насас вающей установке формуют отдельные асбестоцементные слои. Полученные слои укладывают в пресс-форму и пре суют при давлении 7,5 МПа по режиму подъем давления до максимального 2 мин, ввдеряска при этом давлении 2 мин Для получения одного образца в форму укладывают отдельные вакуумированные слои образцов. Так как величина у В Vp есть : масса сухого :асбестоцементного слоя (Ppgj, ), переносимого сукном в единицу времени, то заменяя это произведение величиной , (поскольку .дпя неподвижного слоя никакого изме нения массы слоя во времени не. происходит), получаем величину расхода (Q|) добавки в г, необходимог для нанеоейия на Н1епрдвижный асбест цементный слой L СД,РН. . ,. ) , Р -необходимое содержание где С. добавки,.% от массы це, мента, -концентрация раствора до бавки, tfac.%t -масса сухого асбестоцементного слоя, переносимого сукном в единицу времени, г/с. -соотношение количестэа асбеста и цемента в . сырьевой смеси (равно 0,17 в); / UQ - влагосодержание слоя до нанесения на него добавки, кг/кг, и - вл.агосодержание свежеотI формованной заготовки трубы, кг/кг. Вследствие того,-что добавкаускоритель твердения наносится . на движущийся асбестоцементггый слой в виде водного раствора, то для получения необходимого содержания добавки в асбестоцементном слое, необходимо назначить определенный рас- ход раствора добавки. Величина расхода раствора добавки зависит от концентрации раствора, исходной влажности асбестоцемёнтного слоя и конечной влажности заготовки трубы, структуры слоя (вьфажаемой через его объем.1{5 массу), а также состава сырьевой смеси, удельной поверхности цемента, величины разрежения в вауум-коробке, фильтрационных свойств сукна и т.п. Данная формула позволяет, основываясь на легко измеряемых технологических показаниях асбестоцемёнтного слоя, заранее расчитать с достаточно ВЫСО1СОЙ .точностью, требуемый для псшучёния необходимого количества добавки в материале расход раствора добавки. При пользовании приведенной . формулой мы исходили из того,что крличество сухого вещества в асбестоцементном слое Pf.. ДОЛЖНО постоянным. Подобное условие выдерживается и в технологическом процессе при производстве асбестоцементных труб. Начальное влагосодержание также поддерживается постоянно, что характерно и для производственных условий, хотя в последнем случае величина U мржет и изменяться. Однако ее значение достаточно часто контролируется , и в расчеты всегда может быть внесена поправка. Величина влагосодержания асбестоцемента после его прессования и при прочих равных условиях должна оставаться постоянной. Повышение ее свидетельстнует о недостаточном вакуумированик слоя шш о чрезмерно высоком расходе раствора добавки. Для проь:1ышленцых условийэто эквиг валентно, (в особо серьезных случаях) разрешению стенки трубы в результате
.9
резкого усиления деструкционных гидродинамических давлений в асбестоцементном слое Распределение добавки по толщине образца создают путем соответствующего -расположения при прессовании содержащих то или иное количество добавкиасбестоцементных слоев. Так, например, в соответствии с примером 9 (табл.1) часть асбестоцементных слоев во время их обезвожвания обрабатывают 10%-ным водным раствором хлорида кальция в количестве (согласно приведенной формуле) , обеспечивающем содержание последнего в слое - 2% от массы цемента. Для получения шестислойного образца в пресс-форму укладывают по два верхних и средних слоя, обработанных раствором хлорида кальция. Указанньй порядок обеспечивал распределение 50% общего количества добавки на внутреннюю треть толпщны стенки трубы и 50% общего количества добавки в среднюю часть толщины стенки трубы.
После изготовления 12 образцов испытывают с целью определения прочности при разрыве (характеристика жесткости стенок трубы). ОстальО
ные образцы пропаривают при 50 С в течение трех часов, после чего 12 образцов испытывают с целью определения прочности при изгибе (для оценки величины интенсифицирующего твердения действия добавок).
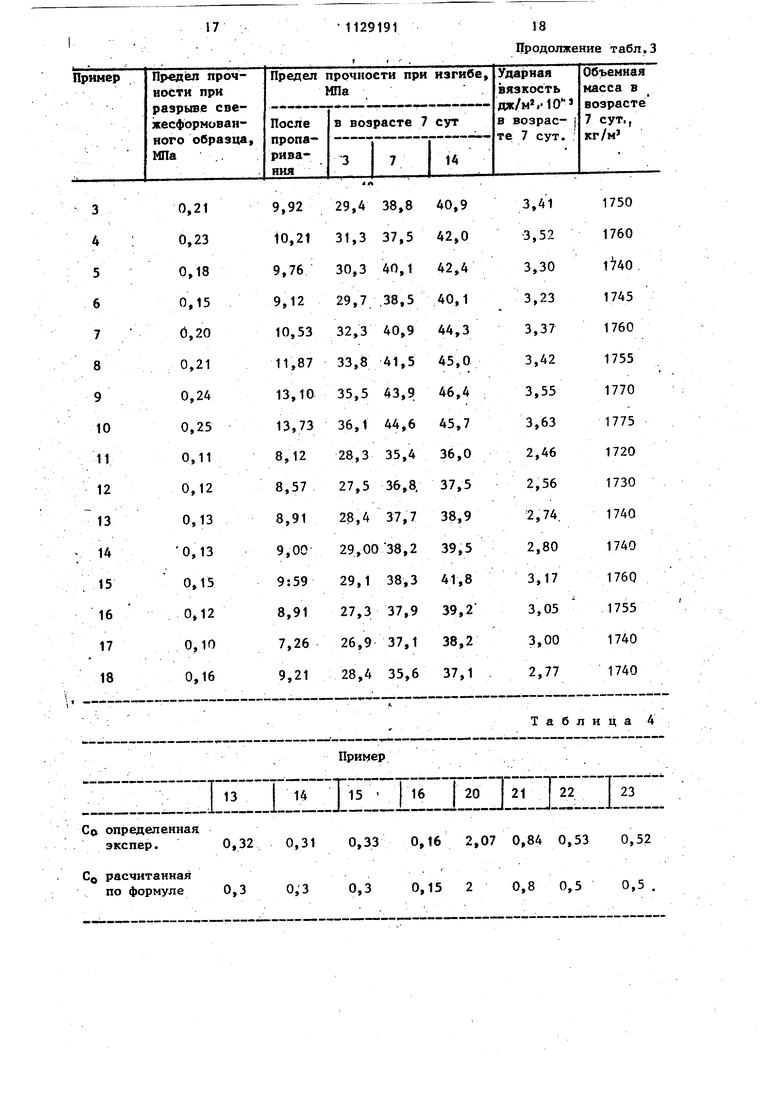
Остальные образцы твердеют в воздушно влажных условиях до испытания в 3,7 и 1Д-сз очном возрасте. При этом определяют прочность образцов при изгибе, а в 7-суточном возрасте определяют еще дополнитель но объемную массу и прочность при ударе.
По описанному способу изготавливают образцы в примерах 1-18,причем в примерах 11-14 используют добавку - тризтаноламин..
В примере 15 в качестве добавки используют нитрит-нитрат кальция (ННК) являющийся отходом азотнотукового производства, в примере 16 .в качестве добавки ибпользуют раствор железного купороса, являющийся отходом химической промьшшенности, в примере 17 в качестве добавки используют раствор натриевого жидкого стекла с модулем 2,72 (отношение
2919110
SiOj/NajO), в примере 18 в качестве добавки использовали раствор алюмината натрия, являющийся отходом производства сорбозы. В примере 5 1 не использовали никаких добавок. В примерах 1-18 используют шихту асбеста, применяемую для изготовления труб кпасса ВТ-9,, а в примере 19 используют шихту асбеста, приме10 няемую при изготовлении труб класса ВТ-12.
Наименование добавок, их дозировка и распределение по слоям, представлены в табл.1.
15 Результаты расчета расхода раствора, добавок по предлагаемой 1формуле представлены в табл.2.
Результаты физико-механическгх испытаний образцов представлены
20 втабл.3. ,
В табл.4 указаны рассчитанные по формуле расходы растворов различных добавок (кроме хлористого кальция), которые сравниваются
5 с экспериментально определенной концентрацией соответствующей добавки в асбестоцементе.
Определение добавки нитрит-нитрата кальция проводят в фильтрате
0 по зависимости плотности раствора от концентрации, определение содержания сульфата железа (III) .по измерению концентрации сульфат-иона весовым методом, опредег ление содержания жидкого стекла .проводят по измерению концентрации Si02 в фильтрате на фот о колориметре, определение содержания алюмината натрия производят по измереQ нию концентрации Na -иона в известном объеме фильтрата с по мощью пламенного фотометра, определение содержания триэтаноламина производят с помощью титрова5 ния фильтрата с помощью 1 н раствора HjSO;|. в присутствии конго красного и последующего интерполирования данных.
Данные приведенные в табл.4 сви0 детельствуют о невысокой (не более 5%) ошибке в получении необходимой конценфрации добавки-ускорителя твердения в асбестоцементе при задании расхода раствора добавки, 5 расчитанного по приведенной формуле.
Значение коэффициента К зависит, в основном, от величины вакуума в вакуум-коробке и определяется экспериментально. Коэффициент К в ден в связи с тем, что концентрация добавки в асбестоцементном слое (в % от массы цемента), полу ченная после нанесения на него ko личества раствора добавки, расчит ного по формуде. ; CpUoP Cp(Ub)U-Co не соответствует требуемой величи не Cg. В табл.5 приведена зависимость коэффициента К от величины вакуума при изменении его от 0,45 атм, до 0,85 атм. Вакуум меньше 0,45 атм. и больше 0,85 ат в асбестоцементной промышленности не применяют. В табл,5 теоретичес кой назьшается величина расхода раствора добавки, подсчитанная по формуле: CoUoPci,x CpH + b)U-Co . а экспериментальной называется ве личина расхода раствора добавки подобранная так, чтобы в результа те в асбестоцементном слое оставалась концентрация добавки,равная GO % от массы цемента. 9112 Использование данного способа изготовления асбестоцементньпс труб позволит повысить прочность стенок свежеформованньк труб при разрыве в 1,9-3,25 раза и исключит тем самым брак труб из-за эллипсности. Способ позволяет также повысить прочность стенок труб при изгибе: после пропаривания (т.н. разборочную прочность) в 1,25-2,10 раза, что дает возможность существенно интенсифицировать предварительное отвердение труб. Применение этого способа позволяет получать трубы ВТ-12, используя шихту асбеста, предназначенную для изготовления труб ВТ-9. Этот способпозволяет повысить эффективность использования добавки в возрасте 7 суток в среднем на 27%. Кроме того, указанное повышение качественных показателей снижает брак труб и позволяет сократить . расход сьфья. Годовой экономический эффект от внедрения предлагаемого, способа изготовления асбестоцементных труб в расчете на годовую производитель ность одной технологической линии СМА-172 при применении в качестве ускорителя твердения хлористого кальция составляет 67,4 тыс.руб. Т а б л И ц а 1





| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления асбестоцемент-НыХ лиСТОВ | 1979 |
|
SU814943A1 |
| Способ изготовления асбестоцемент-НыХ издЕлий | 1979 |
|
SU833757A1 |
| О П И^ППОГ ИЗОБРЕТЕНИЯ | 1973 |
|
SU390961A1 |
| УСТРОЙСТВО для СТАБИЛИЗАЦИИ ЧИСЛА ОБОРОТОВ | 1973 |
|
SU388890A1 |
| Устройство для изготовления многослойных асбестоцементных изделий | 1983 |
|
SU1135650A1 |
| Папп-машина для формования волокно-цементных труб и для нанесения волокно-цементной изоляции на трубы | 1947 |
|
SU74537A1 |
| Способ изготовления многослойных асбестоцементных изделий | 1969 |
|
SU345745A1 |
| Способ управления формованием асбестоцементных труб | 1982 |
|
SU1031735A1 |
| Устройство для управления трубоформовочной машиной | 1976 |
|
SU551170A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ТРУБ, включающий приготовление и фильтрование асбестоце-ментной суспензии, вакуумирование асбестоцементного слоя на сукне трубоформовочной машины, формова.ние трубы навиванием и уплотнением слоев на форматной скалке, обработку слоев добавкой-ускорителем твердения и последующую термообработку трубы, отличающ.ийся тем, что, с целью повьшения прочности и ударной вязкости, обработку асбестоцемецтного слоя осуществляют добавкой-ускорителем твердения в количестве 0,2-10,0% от массы цемента, добавку наносят на асбестоцементный слой, образующий наружную треть толщины стенки трубы, или часть добавки наносят на асбестоцементиый слой, образующий внутреннюю треть толщины стенки трубы, а остальное количество распределяют на оставшуюся часть толщины стенки трубы, причем добавку наносят на слой в виде раствора, расход которого Q вычисляют по формуле CoUolfSeVc с о-ыи-с.. где Ср - концентрация раствора до бавки, мас.%; С, задаваемое содержание добавки, % от массы цемента, // У объемная масса асбестоцементного слоя, 8 толщина слоя, м; - В ширина сукна, м; скорость сукна, м/с; Vc и.влагосодержание слоя до нанесения на него добавки, { кг/кг;. СО и влагосодержание свежеотформованнрй заготовки СО трубы, кг/кг; . 1, соотношение между количеством асбеста и цемента в сьфьевой смеси, отн.ед - коэффициент, зависящий от к величины разрежения в вакуум-коробке и равный 0.6-1,2.
33,33 . 5 33,33 5 33,33
То же 33,33 10 33,33 10 33,33
,- 5 10
16 Сульфат - Ожелеза (III)
одолжение табл. I
0,8
100
17 GO определенная экспер. 0,32 0,31 0,33 GO расчитанная по формуле 0,3
1129191
18 Продолжение табл.3 0,16 2,07 0,84 0,53 0,52 0,15 2 0,8 0,5 0,5 ,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соколов П.И | |||
| Технология асбестоцементных изделий | |||
| М., Высшая школа, 1968, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ ПОД ВОДОЙ | 2006 |
|
RU2411350C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США № 3553077, кл. | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| . | |||
