Поставленная цель достигается т что согласно способу изготовления асбестсй ементных листов, включающем фильтрзщию и уплотнение асбестоцементного слоя, вауумирование и обра ботку последнего добавкой, послойно формование наката на форматном бара и раскрой последнего на заготовки, их профилирование и теплбвлажностное твердение, обработку добавкой в количестве 0,01-10% от веса цемента асбестоцементного сло осуществляют перед вакуумированием последнего, причем 50-80% необходимого количества добавки распределяю между двумя нижними слоями заготовк а остальное количество - между двум верхними слоями. При обработке асбестоцементного слоя раствором добавки поддерживают его температуру 50-11 . Предлагаемый способ изготовлени асбестоцементных листов позволяет применять как добавки, требующие ни ких дозировок 0,01-1% от веса цеме та (на.пример, поверхностно-активны вещества и их водные растворы)/ так и добавки, требующие повышенных до ровок 0,5-10% от веса цемента (например, ускорители твердения). ВвиАу того, что добавкой обраба вают движущийся асбестоцементный слой, то расход добавки в единицу времени (а) может быть рассчитан п следующим формулам, кг/с: а) при использовании раствора добавки --,. Co-Uo )(-tf-B-Vc . )0-0 концентрация раствора догде Ср С„ бавки, вес.%; оптимальное для данного це мента содержание добавки, .% от веса цемента; „ объемная масса слоя, кг/м толщина слоя, м; ширина слоя, равная ширине развертки профилированной заготовки листа,м; .скорость сукна, м/с; влагосодержание слоя до обработки его добавкой, кг/кг; влагосодержание заготовки листа после форматного барабана, кг/кг; соотношение между количеством асбеста и цемента в сырьевой смеси; коэффициент регулировки, равйый 0,5-1,5; б) при использовании твердой . добавки (Я-В-УС i4fe Применение подогретого до 50110 0 раствора добавки позволяет .облегчить удаление влаги из слоя пр его вакуумировании и обеспечивает интенсификацию гидратации и твердения цемента в слое. Равномерность распределения добавки по толщине слоя обеспечивается процессом вакуумирования. Часть или все количество удаляемой при этом из слоя жидкости может быть использовано .для приготовления раствора добавки или для дополнительного увлажнения изделий после их тепловлажностной обработки. В случае необходимости на листоформовочной машине может быть установлена дополнительная вакуум-коробка. Задаваемое распределение добавки по слоям заготовки обусловлено характером нагрузок, действующих на асбестоцемент ные изделия в процессе их эксплуатации. Применение при изготовлении асбестоцементных изделий по предлагаемо;-.:.-, способу добавок, обладающих сильной гигроскопичностью, например хло;..яс :ого кальция, позволяет увелнчи ;.: ь..;.7-жность первых, наиболее уплогняе. .1Ы.х слоев, что важно при получении профилированных изделий. Кроме того, при этом обеспечивается возможность интенсифицированного тепловлажностного твердения изделий по пониженной о-: носительной влажности и повышенной -гемпературе среды и снижается трещиноватость листов, одной из причин которой является разность влагосодержащей между гребнем волны и впадиной профилированных листов. Асбестоцементные листы по предлагаемому способу формуют из сырьевой смеси следующего состава, вес.%: асбест Баженовского месторождения П-3-50 2,65; асбест Баженовского месторождения П-5-50 3,61; асбест Джетыгаринского месторождения П-5-52 9,40; цемент Белгородского цементного завода (М 400) 84,34. Над сукном листоформовочной машины СМ-942 до вакуум-коробки устанавливают две форсунки для нанесения растворов добавки и две форсунки для нанесения твердых добавок. Твердые добавки перед подачей на слой измельчают по удельной поверхности 2500-3000 . Расход добавки, регулируют с помощью изменения давления сжатого воздуха в канале форсунки, причем схему включения форсунок синхронизируют со скоростью движения сукна и срезчиком наката. Это обеспечивает возможность необходимого распределения добавки по слоям заготовки. При необходимости перед подачей раствор добавки подогревают в расходной емкости до необходимой температуры с помощью технологического пара. Температуру раствора контролируют термоконтактным термометром,электрический сигнал с которого управляет Положе.ни.ем крана на трубопроводе технологического пара.
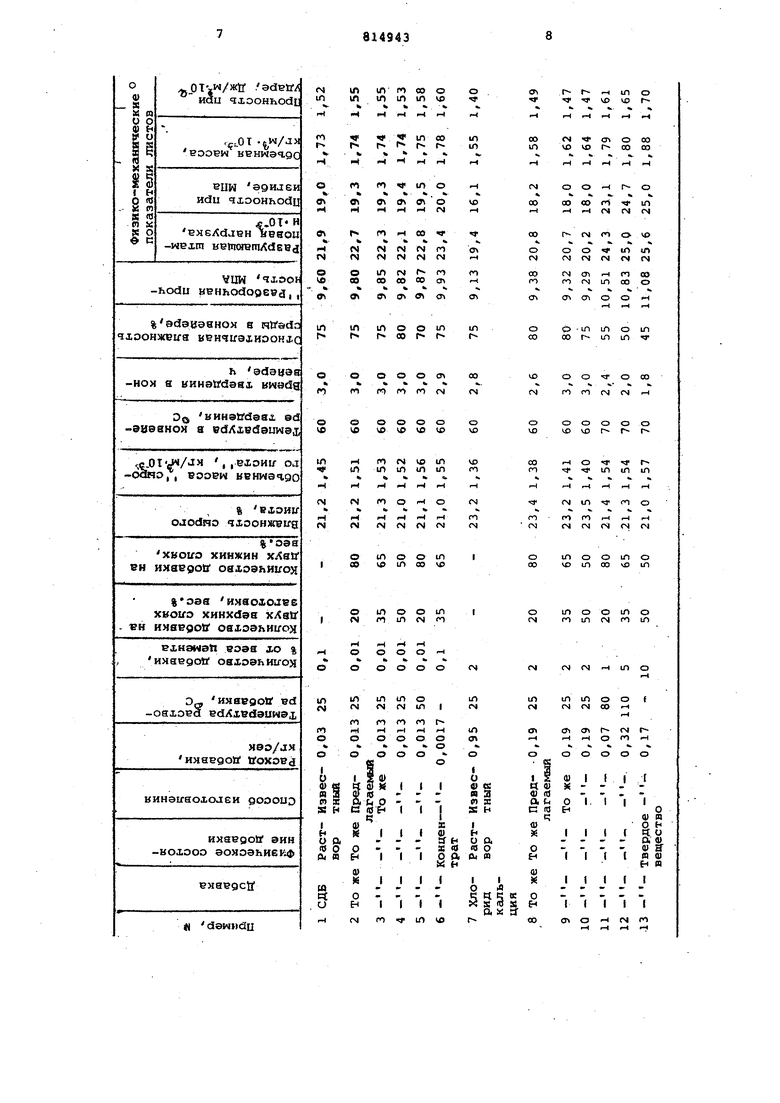
Режимы тепловлажностногс твердения изготовленных по предлагаемому способу листов и результаты их испытаний приведены в таблице.
Приведенные в таблице данные показывают, что йредлагавьвлЕг способ изготовления асбестоцементных листов позволяет сократить время тепловлажностнрй обработки на 0,5-1,2 ч. При этом разборочная прочность листов возрастает на 5,0-23,5%, возрастают и другие прочностные свойства
ЛИСТОВ;
Применение предлагаемого способа изготовления асбестоцементных листов делает возможньм использование
ч асбестов с пониженными технологическими свойствами и позволяет сократит размеры склада готовой продукции.
to
OTjW/sctf ,
adBtjf/ чхоонкосЦ иац чхоо
гл p
f:.OT .w/аи BOOBW BBHwa4Qo
BUW эдиаеи Hdu qxooHKOdu
e% Л.ОТ H EHsAdaeH иваои -wexm HBinorem dsBd WIIW чхооЦ -bodu HBHhodooeea,,
(}э8но s Rtfada
in h« чхоонжвц-а BBH4iraiHDOHic
h @d3)i0s
О a HHHabdaej. Kwadg
I
П
DO HHHStrdasi, 9d
о эвевном a edAxedauMa
VO
c..OI,J4/JM , ,вхоиц- од
1Л
ЧГ -ошчо,, eooew BBHwaago
«N
% BiOHU
H CN
oaodno лхоонж9)хд
%oas
xtfouo ХИНЖИН xXatf БН имаБро&г oaiosfiHuoy,
HHSoxoties
xboifo XHHXdas xXstr
TSH HMsegoff оахээьицоя
БхнэмэП еэвв xo % инаедоИ овхоэьшгон
n 00 о
о
Г Г гн 1Л о
СП
1Л in Ю
чч« ч- VO UJ Г-Ч in 00
in
ГЧ Т1 о 00
оо r t
ш VO VD Г оо оо
in
in о
о о
г- о
rvj
o o о
00 оо гО ч- in
оо
i-l i- (N
-« Г4 см CN) f и00« %%% ь N(NРЧn fsjCNN(N in( eoooCOen t kV ffNONлCh
О О 1Л
in го Л ш о ю
о со 00 г (
со г- 1Я Ш чо о СП
оо
VD (М
о о ч- о оо
ъ ъ
го го гм
N
го f М N 1-Ч
0000
о
о о о о о
о VC VD 1C
ЧО
Ч) VO Г г- Г
VD
РО РМ VO in
УЗ
гН о Ч Ч Г
00
in in in in
(П Ч Ч 1Л «П tn
п
гм in ч- л о
го го гН 1-1 гН
п гч
п см см см N см
(N
in о о in
1Г о о Ш о
о
V0 in OO VO ЧО tn оо VD 1Л
со
о о in
in о о ш о
о го ш см I in in CM fo
(N
-ч о
о
CM (N 1-1 in о
о о
о Г (N П о VO о о ч(М см ГЧ см (Г| 1-4 П 00 ро О4 1Л оо о о ст о о
D ияявдоК Bd -oaxoBd BdXxedauwax
мэо/ам HMaegotf troxoB
кинэ1гнохолеи gooouo
HMsegotr эин -НОХЭОЭ эояээьиекф
БмаедсИ
М daMuclu 981494 Формула изобретения Спосвб изготовления асбестоцементных листов, включающий фильтрацию и уплотнение асбестоцементного слоя, вакууфшрование и обработку. последнего добавкой, послойное формование наката на форматном барабане, съем и раскрой последнего на заготовки, их профилирование и тепловлажностное твердение, отличаю- : щ и и с я тем, что, с целью иктенсификации твердения асбестоцементных листов и обеспечения возможности повышения их прочностных свойств за . счет более равномерного распределёния добавки, обработку добавкой в15 310 ( . . количестве 0,01-10% от веса цемента- i гюбестоцементного слоя осуществляют перед вакуумированием последнего,, nfwчем 50-80% необходимо.го количества добавки распределяют ыежяу двумя низгники слоями заготовки, а остальное количество - между двумя верхними слоями. Источники информации, принятые во внимание при экспертизе 1. Соколов П.И. Технология асбес- тоцементных изделий. М., .Высшая пвсола, 1968, с.З. 2. Михалевская Е.С. Автореф. канд. дис. М., 1976. 3. Авторское свидетельство СССР 539852, кл. С 04 В 15/16, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления асбестоцемент-НыХ издЕлий | 1979 |
|
SU833757A1 |
| Способ изготовления асбестоцементных труб | 1982 |
|
SU1129191A1 |
| Окрашенный хризотилцементный лист и способ его получения | 2016 |
|
RU2693959C2 |
| СПОСОБ В.С.ЮРКИНА ПРОИЗВОДСТВА ВОЛОКНИСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2005597C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ПЛИТ | 2018 |
|
RU2710260C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ЦЕМЕНТНО-ВОЛОКНИСТЫХ ПЛИТ | 2018 |
|
RU2710255C2 |
| СПОСОБ ПРОИЗВОДСТВА АСБЕСТОЦЕМЕНТНОЙ ПЛИТЫ ПОД ФАСАД | 2002 |
|
RU2232151C1 |
| Устройство для изготовления многослойных асбестоцементных изделий | 1983 |
|
SU1135650A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МОДИФИЦИРОВАННЫХ ФИБРОЦЕМЕНТНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 2018 |
|
RU2710248C2 |
| Способ формования декоративных асбестоцементных изделий | 1981 |
|
SU1183368A1 |
