Известны делительные машины для нанесения делений на нлоские поверхности.
Делительные работы на деталях, имеющих цилиндрическую поверхность, производятся на малопроизводительном оборудовании по одной штуке, методом копирований с трафарета иа пантографе.
Высокоточные уровни 1-го класса способом копирования изготовить невозможно, ибо точность нанесения делений при этом не превышает 0,2-0,3 мм.
Предлагаемая -машина предназначена для нанесения делений на цилиндрические поверхности более производительным способом.
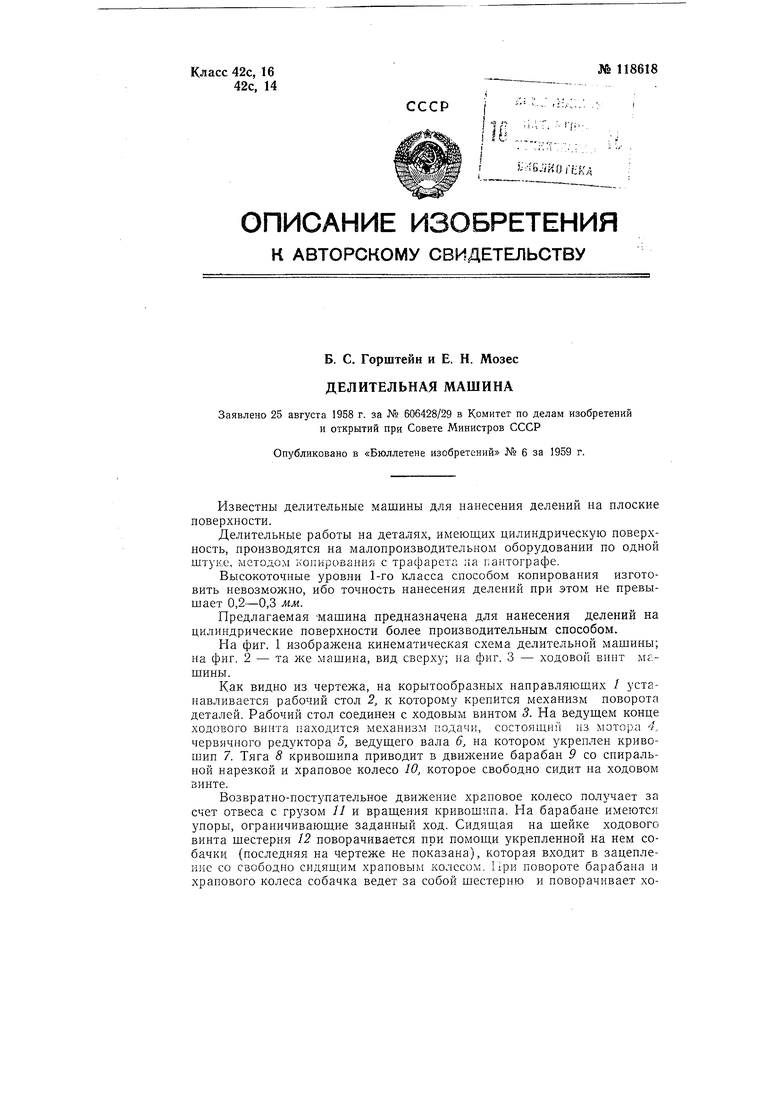
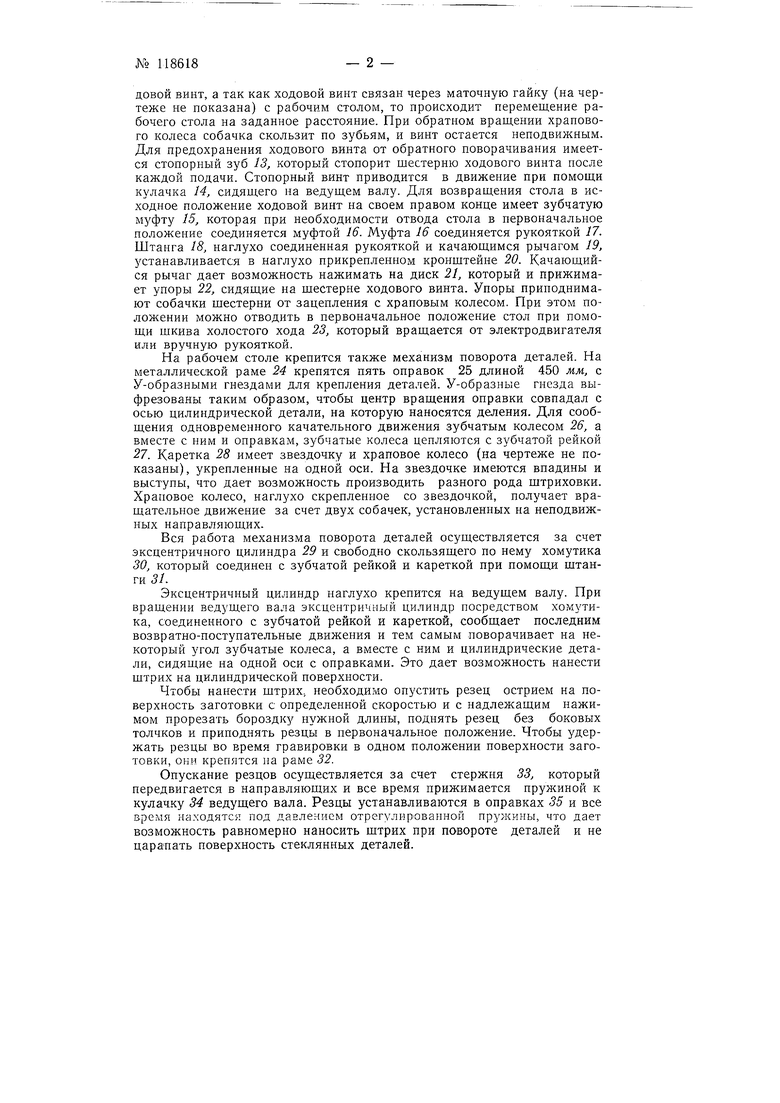
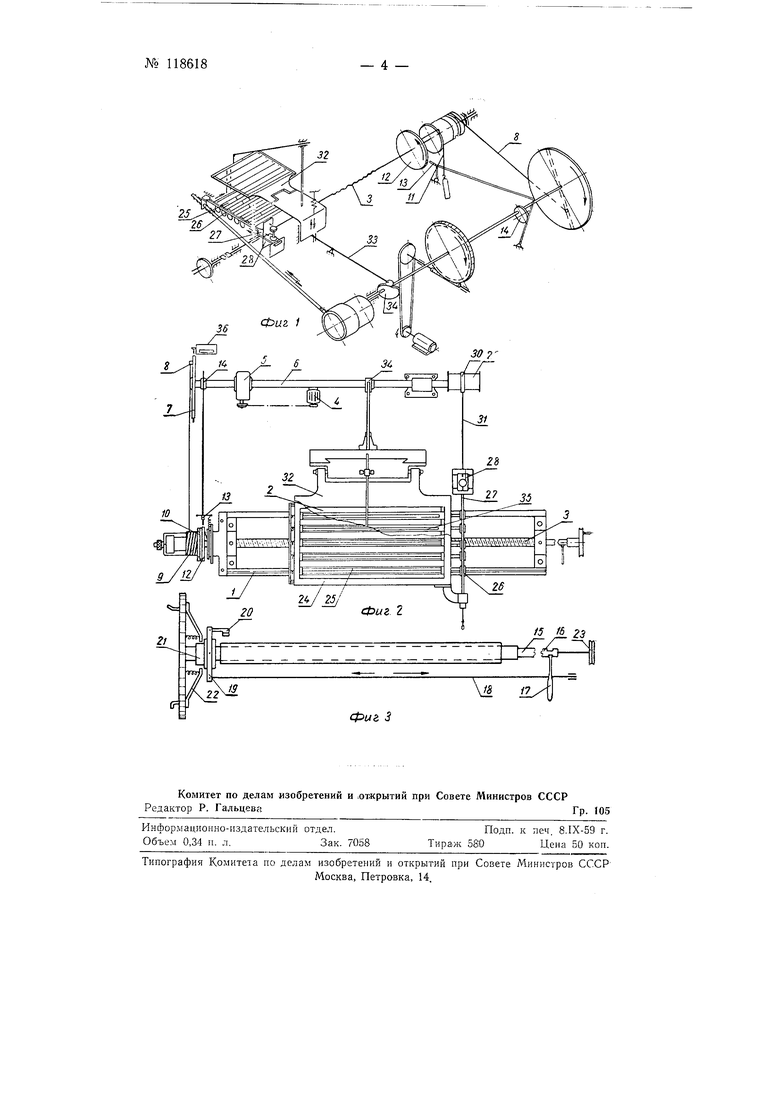
На фиг. 1 изображена кинематическая схема делительной машины; на фиг. 2 - та же машина, вид сверху; на фиг. 3 - ходовой винт Mf.шины.
Как видно из чертежа, на корытообразных направляюших / устанавливается рабочий стол 2, к которому крепится механизм поворота деталей. Рабочий стол соединен с ходовым винтом 5. На ведущем конце ходового винта находится механизм подачи, состоящий из мотора 4, червячного редуктора 5, ведущего вала 6, на котором укреплен кривошип 7. Тяга 8 кривошипа приводит в движение барабан 9 со спиральной нарезкой и храповое колесо Ю, которое свободно сидит на ходовом зинте.
Возвратно-поступательное движение храповое колесо получает за счет отвеса с грузом 11 и вращения кривошипа. На барабане имеются упоры, ограничивающие заданный ход. Сидящая на шейке ходового винта щестерня /2 поворачивается при помощи укрепленной на нем собачки {последняя на чертеже не показана), которая входит в зацепление со свободно сидящим храповым колесом. При повороте барабана и храпового колеса собачка ведет за собой шестерню и поворачивает хо№ 118618
довой винт, а так как ходовой винт связан через маточную гайку (на чертеже не ноказана) с рабочим столом, то происходит перемещение рабочего стола на заданное расстояние. При обратном вращении храпового колеса собачка скользит по зубьям, и винт остается неподвижным. Для предохранения ходового винта от обратного поворачивания имеется стопорный зуб 13, который стопорит шестерню ходового винта после каждой подачи. Стопорный винт приводится в движение при помощи кулачка 14, сидящего на ведущем валу. Для возвращения стола в исходное положение ходовой винт на своем правом конце имеет зубчатую муфту 15, которая при необходимости отвода стола в первоначальное положение соединяется муфтой 16. Муфта 16 соединяется рукояткой 17. Штанга 18, наглухо соединенная рукояткой и качающимся рычагом 19, устанавливается в наглухо прикрепленном кронщтейне 20. Качающийся рычаг дает возможность нажимать на диск 21, который и прижимает упоры 22, сидящие на щестерне ходового винта. Упоры приподнимают собачки щестерни от зацепления с храповым колесом. При этом положении можно отводить в первоначальное положение стол при помощи щкива холостого хода 23, который вращается от электродвигателя или вручную рукояткой.
На рабочем столе крепится также механизм поворота деталей. На металлической раме 24 крепятся пять оправок 25 длиной 450 мм, с У-образными гнездами для крепления деталей. У-образные гнезда выфрезованы таким образом, чтобы центр вращения оправки совпадал с осью цилиндрической детали, на которую наносятся деления. Для сообщения одновременного качательного движения зубчатым колесом 26, а вместе с ним и оправкам, зубчатые колеса цепляются с зубчатой рейкой 27. Каретка 28 имеет звездочку и храповое колесо (на чертеже не показаны) , укрепленные на одной оси. На звездочке имеются впадины и выступы, что дает возможность производить разного рода щтриховки. Храповое колесо, наглухо скрепленное со звездочкой, получает вращательное движение за счет двух собачек, установленных на неподвижных направляющих.
Вся работа механизма поворота деталей осуществляется за счет эксцентричного цилиндра 29 и свободно скользящего по нему хомутика 30, который соединен с зубчатой рейкой и кареткой при помощи щтанги 31.
Эксцентричный цилиндр наглухо крепится на ведущем валу. При вращении ведущего вала эксцентричный цилиндр посредством хомутика, соединенного с зубчатой рейкой и кареткой, сообщает последним возвратно-поступательные движения и тем самым поворачивает на некоторый угол зубчатые колеса, а вместе с ним и цилиндрические детали, сидящие на одной оси с оправками. Это дает возможность нанести штрих на цилиндрической поверхности.
Чтобы нанести щтрих, необходимо опустить резец острием на поверхность заготовки с определенной скоростью и с надлежащим нажимом прорезать бороздку нужной длины, поднять резец без боковых толчков и приподнять резцы в первоначальное положение. Чтобы удержать резцы во время гравировки в одном положении поверхности заготовки, они крепятся на раме 32.
Опускание резцов осуществляется за счет стержня 33, который передвигается в направляющих и все время прижимается пружиной к кулачку 34 ведущего вала. Резцы устанавливаются в оправках 35 и все время находятся под давлением отрегулированной пружины, что дает возможность равномерно наносить щтрих при повороте деталей и не царапать поверхность стеклянных деталей.
Машина снабжается счетным механизмом 36, служащим для автоматического выключения ее в тот момент, когда на данной заготовке уже нанесены деления. Вдоль направляющих мащины расположена линейка со щкалой, а на рабочем столе - нониус с точностью отсчета ОД мм, нри помощи которых устанавливается положение стола по отнощенню к резцам (начальное положение).
Работа полуавтомата протекает следующим образом. При включении полуавтомата храповое колесо 10, сидящее на ведущем конце ходового винта 3, приводится во вращательно-колебательное движение посредством крнвощипа и при помощи груза 11 спирального барабана 9. Собачки щестернн ходового винта входят в зацепление с храповым колесом и периодически проворачивает ходовой винт, вследствие чего происходит перемещение рабочего стола на заданное расстояние. Ведущий вал, повернувщись на некоторый угол, толкает кулачком 34 стержень 33, а последний - коленчатый рычаг, который опускает раму с резцами на поверхность заготовок; нри этом срабатывает эксцентричный цилиндр 29, который при повороте толкает хомутик 30, соединенный с зубчатой рейкой и кареткой 28 при помощи щтанги 31, и поворачивает зубчатые колеса 26, а вместе с ним и оправки 25 с деталями на необходимый угол поворота. Этим одновременно на всех деталях наносится щтрих. Затем рама 32 с резцами 35 подымается, и зубчатая рейка при помощи зубчатых колес приводит в первоначальное положение оправки с деталями. По окончании работы счетный механизм 36 автоматически включает машину. По окончании операции деления раму с резцами поднимают вверх, после чего готовые детали вынимают из оправок.
Предмет изобретения
Делительная мащина для одновременного нанесения на группу изделий щтрихов, делений, снабженная подвижным от ходового винта рабочим столом для изделий и укрепленной в кронщтейне над столом подъемно-опускной рамой, несущей резцы, отличающаяся тем, что, с целью нанесения щтрихов, делений на цилиндрические изделия, на подвижном столе машины смонтирована рама с горизонтально расположенными оправками для цилиндрических изделий, одновременно соверщающими вместе с цилиндрическими изделиями поворотное и качательное движения относительно их продольных осей, от взаимодействия укрепленной на конце каждой оправки шестерни с общей для всех их зубчатой рейкой, реверсивно двигающейся в горизонтальном направлении.
№ 118618