Известны делительные головки для обработки прерывистых цилиндрических поверхностей на шлицешлифовальном или подобном станке.
Однако известные делительные головки не обеспечивают автоматический поворот изделий на определенный угол. Предлагаемые головки указанного недостатка не имеют.
Это достигается применением кулачка, установленного на шпинделе головки соосно со сменным делительным диодом. Кулачок предназначен для периодического подключения привода зубчато-реечной передачи к заслонке, перекрывающей часть зубьев колеса храпового механизма круговой подачи шпинделя.
Шпиндель приводится в действие зубчато-реечной передачей от неподвижного копира при поступательном движении стола станка.
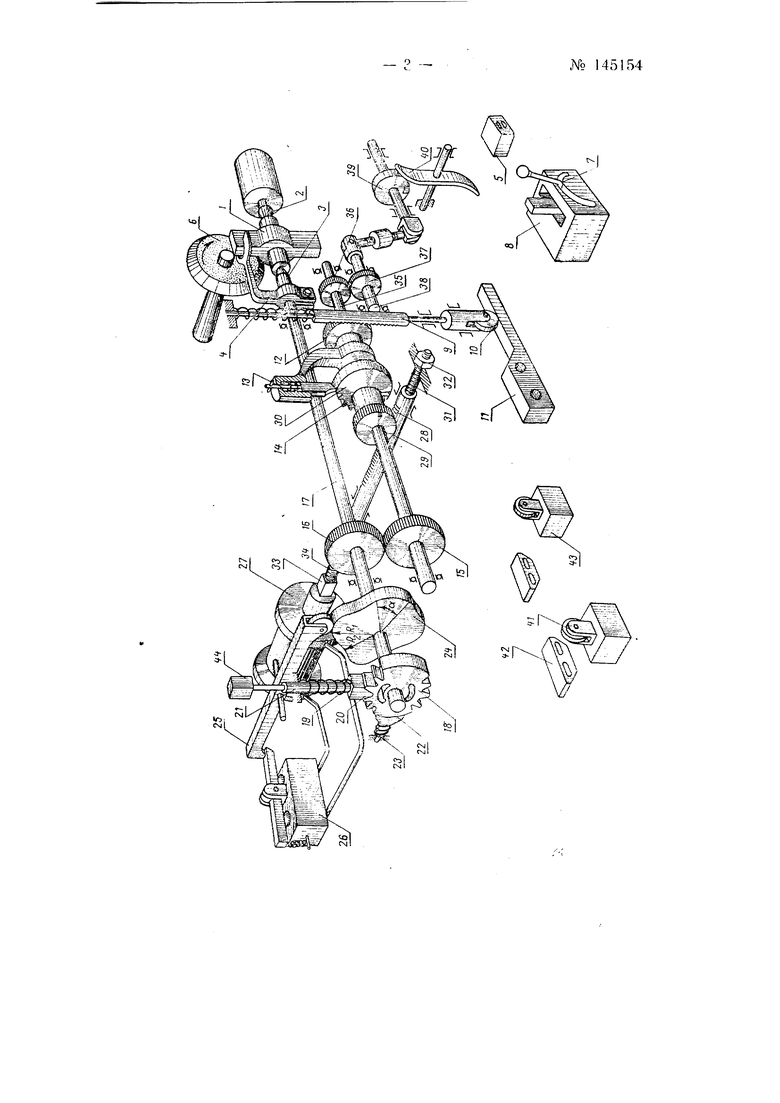
На чертеже изображена кинематическая схема шлицешлифовального станка с предлагаемой делительной головкой.
При работе станка деталь / устанавливается в центрах 2 и 3, входя в паз водила 4.
Сначала включается пускатель 5 электродвигателей гидравлики и шлифовального круга 6. Управление работой станка осуществляется поворотом рукоятки 7 гидравлического риверса 8 после каждого законченного цикла обработки детали.
При включении риверса получает движение несущий на себе делительную головку и заднюю бабку стол, при движении которого влево рейка 9 с роликом 10 движется по копиру // и на подъеме его приводит во вращение щестерню 12, выполненную единой с корпусом собачки 13. Собачка 13 поворачивает храповое колесо 14 на один зуб. что соответ№ 145154- 2 ствует круговой подаче в зоне обработки детали. Через шестерни 15 и 16 вращение передается шпинделю /7. Делительный диск 18, вращаясь вместе со шпинделем, выталкивает фиксатор 19, который утопает после поворота в следующем пазу 20 делительного диска пружиной 21.
Для снижения сил инерции во время поворота служит тормоз 22, прижимаемый пружиной 23.
Деталь поворачивается до последнего паза диска 18.
Одновременно кулачок 24, поворачивая рычаг 25, включает распределительный пневмокран 26 цилиндра 27, который передвигая рейку 28. поворачивает шестерню 29, выполненную совместно с заслонкой 30.
Рейка регулируется по длине хода винтом 31 с гайкой 32 и штоком 33 с контргайкой 34 с другой стороны ее. При повороте заслонки влево осуществляется деление поверхности детали через нешлифуемую зону, чему соответствует угол диска 18 радиус R кулачка 24.
Кулачок 24, поворачиваясь к рычагу 25 с радиусом RI, переключает пневмокран 26 цилиндра 27, который, двигая рейку 28, поворачивает шестерню 29 в обратном направлении и закрывает зубья храпового колеса 14, что соответствует шлифовке второй полусферы детали с делением на один зуб храпового колеса.
Вал 35, несет на себе шестерню 36, которая сцеплена с щестерней 37, сидящей на карданном валу 38, копирующем вращение шпинделя /7 в отношении 1:1. При повороте детали на полный оборот диск 39 повернется пазом к шарнирному упору 40, который, утопая в пазу, пропустит стол до жесткого упора. Затем осуществляется съем и установка новой. На станке предусмотрено реле времени, осуществляющее автоматическое отключение гидросистемы в случае необходимости. Электродвигатель щлифовального круга выключается автоматически при помощи конечного выключателя 41 и кулачка 42.
В случае неправильного деления предусмотрена автоблоки;ровка, состоящая из двух параллельно соединенных конечных выключателей 43 и 44.
Разрыв цепи осуществляется в момент неправильного деления детали. Для быстрого останова электродвигателя в нем предусмотрена тормозная колодка с феррадо, приводимая соленоидом.
По имеющемуся заключению предлагаемая делительная головка, позволяющая осуществить автоматический цикл работы станка до полного завершения обработки шлифуемого изделия, может найти применение при изготовлении деталей, имеющих прерывистую цилиндрическую обрабатываемую поверхность.
Предмет изобретения
Делительная головка для обработки прерывистых цилиндрических поверхностей на шлицещлифовальном или подобном станке, отличающаяся тем, что, с целью автоматизации поворота изделия на определенный угол, применен установленный на щпинделе головки соосно со сменным делительным диском кулак, предназначенный для периодического включения привода зубчато-реечной передачи, к заслонке, перекрывающей часть зубьев колеса храпового механизма круговой подачи иишнделя, приводимого в действие зубчато-реечной передачей от неподвижного копира при поступательном движении стола станка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Приспособление к заточному станку для затачивания многолезвийного инструмента | 1959 |
|
SU132090A1 |
| Многошпиндельная делительная головка | 1961 |
|
SU144699A1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2057630C1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2540250C1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |