2.Устройство по п. 1, отличающееся тем что, с целью уменьшения времени установки датчика при контроле труб малого диаметра, волновод выполнен с центрирующим выступом.
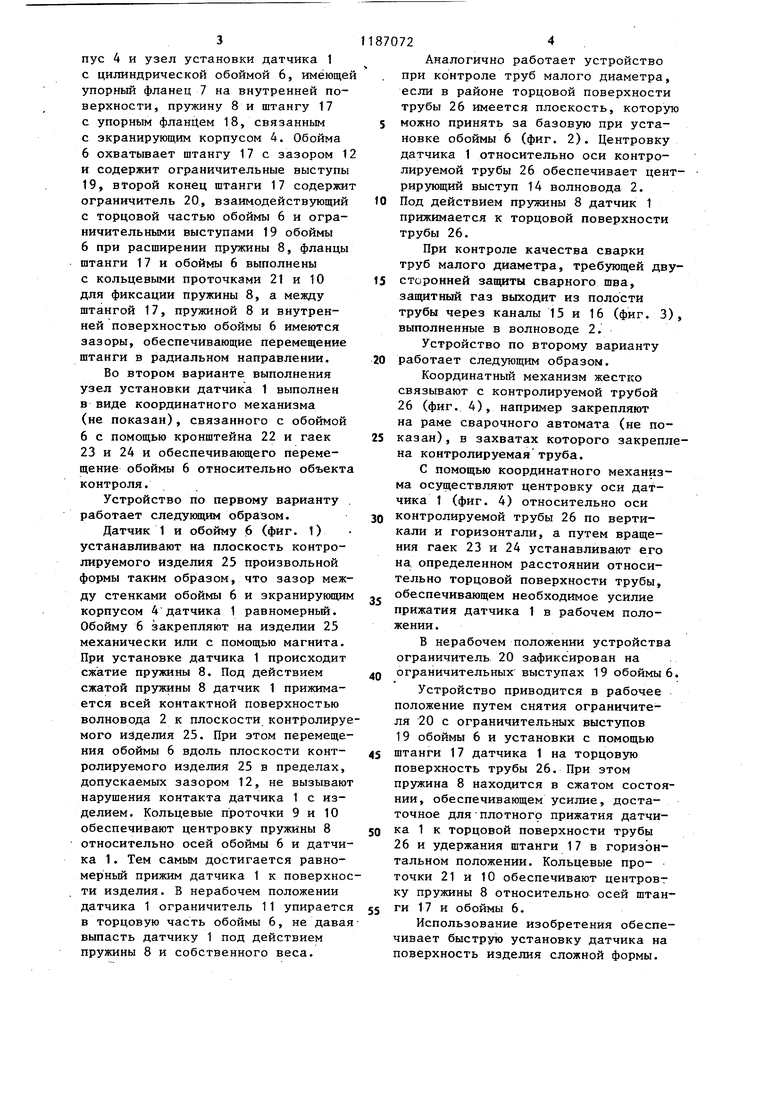
3.Устройство по п. 1, отличающееся тем, что волновод выполнен с радиальными и осевыми каналами.
4.Устройство для приема сигналов акустической эмиссии, содержащее датчик, имеющий волновод, акустически связанный с ним электроакустический преобразователь, экранирующий корпус и узел установки датчика с цилиндрической обоймой, имеющей упорный фланец на внутренней поверхности, отличающееся тем, что, с целью расширения функциональных возможностей и повышения достоверности конт87072
роля изделий, оно снабжено пружиной, штангой с упорным фланцем, связанным с экранирующим корпусом, обойма обхватывает штангу с зазором и содержит ограничительные выступы, второй конец штанги содержит ограничитель, взаимодействующий с торцовой частью обоймы и ограничительными выступами обоймы при расширении пружины, фланцы штанги и обоймы выполнены с кольцевыми проточками для фиксации пружины, а между штангой, пружиной и внутренней поверхностью обоймы имеются зазоры, обеспечивающие перемещение штанги в радиальном направлении.
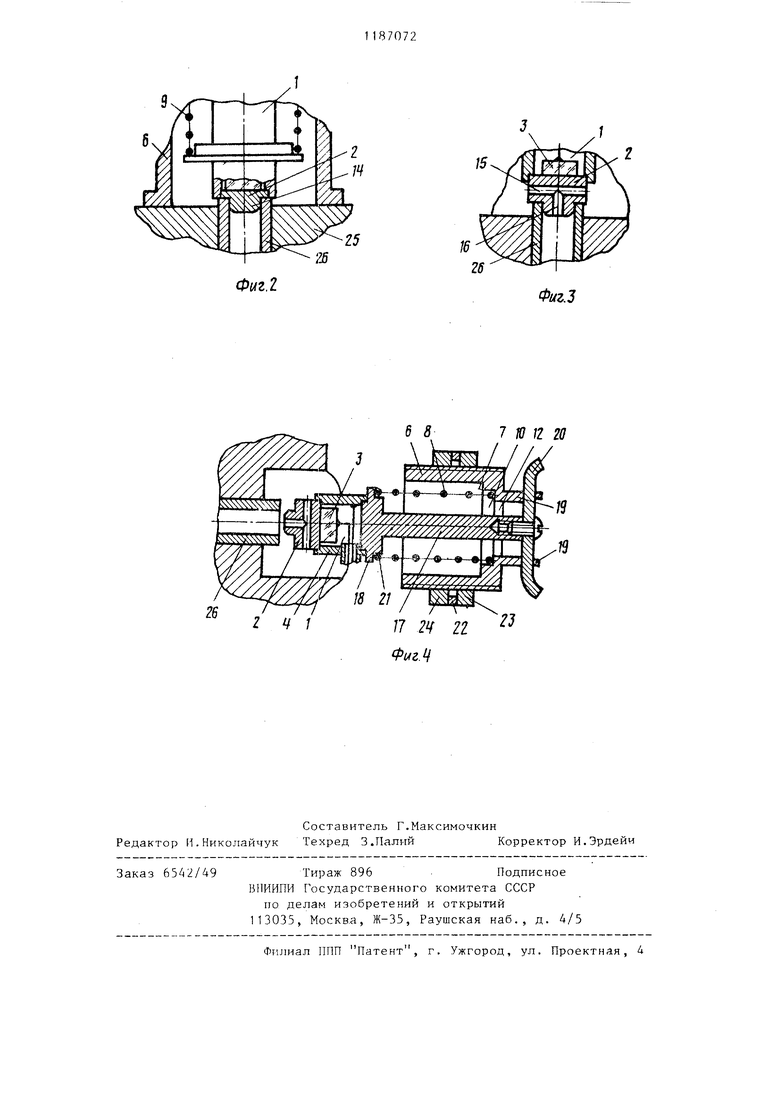
5. Устройство по п. 4, отличающееся тем, что узел установки датчика выполнен в виде координатного механизма, обеспечивающего перемещение обоймы относительно объекта контроля.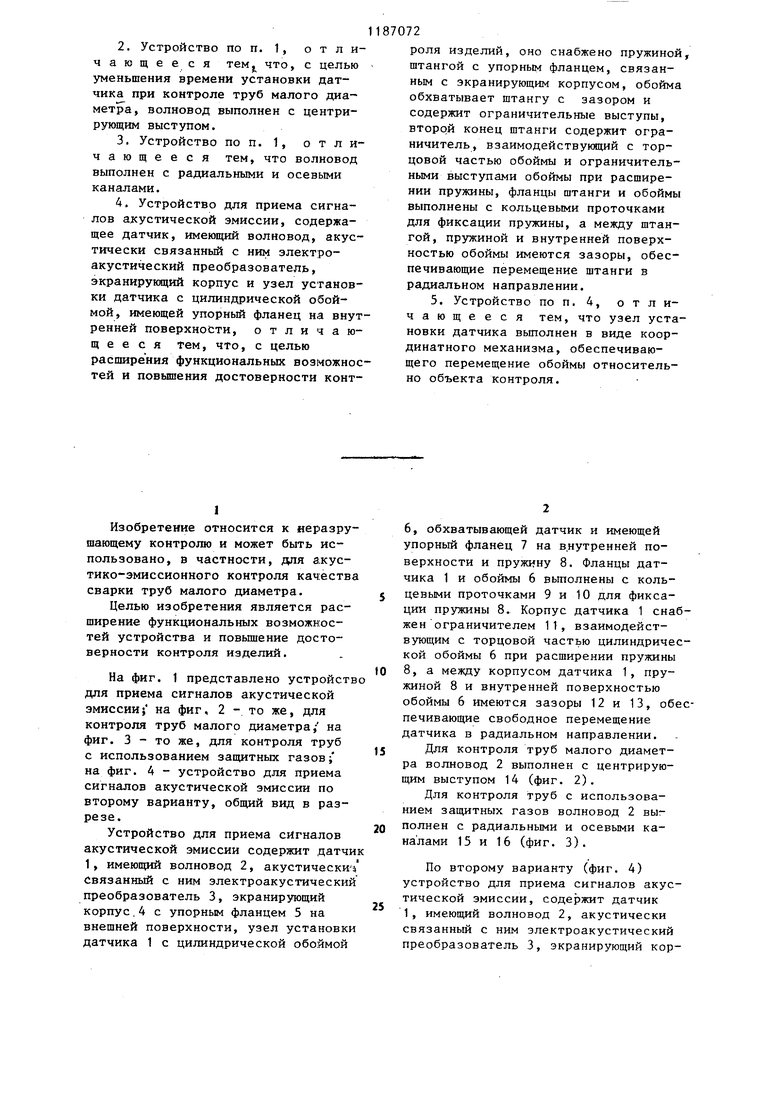
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приема сигналов акустической эмиссии при контроле изделий из композиционных материалов | 1989 |
|
SU1725108A1 |
| МНОГОПРОФИЛЬНЫЙ АКУСТИЧЕСКИЙ ТЕЧЕИСКАТЕЛЬ И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2042123C1 |
| Скважинный геофон | 1989 |
|
SU1689903A1 |
| Ультразвуковой излучатель для капиллярной дефектоскопии | 1985 |
|
SU1272220A1 |
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1976 |
|
SU813117A1 |
| Устройство для калибровки прибора акустического каротажа | 1979 |
|
SU855581A1 |
| Способ диагностики изделий из композиционных материалов | 1990 |
|
SU1786424A1 |
| Устройство контроля качества материалов | 1976 |
|
SU605166A1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ КОНТРОЛЯ ТРУБОПРОВОДОВ С ДВИЖУЩЕЙСЯ ЖИДКОСТЬЮ | 1993 |
|
RU2063029C1 |
| Ультразвуковое устройство для обработки полимерного материала | 1976 |
|
SU540748A1 |
1. Устройство для приема сигналов акустической эмиссии, содержащее датчик, имеющий волновод, акустически связанный с ним электроакустический преобразователь, экранирующий корпус с упорным фланцем 11 12 0 8 на внешней поверхности, узел установки датчика с цилиндрической обоймой , обхватывающей датчик и имеющей упорный фланец на внутренней поверхности, отличающееся тем, что, с целью расширения функциональных возможностей и повышения достоверности контроля изделий, оно снабжено пружиной, фланцы датчика и обоймы выполнены с кольцевыми проточками для фиксации пружины, корпус датчика снабжен ограничителем, взаимодействующим с торцовой частью цилиндрической обоймы при расширении пружины, а между § корпусом датчика, пружиной и внут(Л ренней поверхностью обоймы имеются зазоры, обеспечивающее свободное пес ремещение датчика в радиальном направлении. ы
Изобретение относится к «еразру шающему контролю и может быть использовано, в частности, дая акустико-эмиссионного контроля качеств сварки труб малого диаметра. Целью изобретения является расширение функциональных возможностей устройства и повьппение достоверности контроля изделий. На фиг. 1 представлено устройст для приема сигналов акустической эмиссии; на фиг, 2 - то же, для контроля труб малого диаметра; на фиг. 3 - то же, для контроля труб с использованием защитных газов; на фиг. А - устройство для приема сигналов акустической эмиссии по второму варианту, общий вид в разрезе. Устройство для приема сигналов акустической эмиссии содержит датч 1 , имеющий волновод 2, акустически Связанный с ним электроакустически преобразователь 3, экранирующий корпус.4 с упорным фланцем 5 на внешней поверхности, узел установк датчика 1 с цилиндрической обоймой 6, обхватывающей датчик и имеющей упорный фланец 7 на внутренней поверхности и пружину 8. Фланцы датчика 1 и обоймы 6 вьтолнены с кольцевыми проточками 9 и 10 для фиксации пружины 8. Корпус датчика 1 снабжен ограничителем 11, взаимодействующим с торцовой частью цилиндрической обоймы 6 при расширении пруяшны В, а между корпусом датчика 1, пружиной 8 и внутренней поверхностью обоймы 6 имеются зазоры 12 и 13, обеспечивающие свободное перемещение датчика в радиальном направлении. Для контроля труб малого диаметра волновод 2 выполнен с центрирующим выступом 14 (фиг. 2). Для контроля труб с использованием защитных газов волновод 2 выполнен с радиальными и осевыми каналами 15 и 16 (фиг. 3). По второму варианту (фиг. 4) устройство для приема сигналов акустической эмиссии, содержит датчик 1, имеющий волновод 2, акустически связанный с ним электроакустический преобразователь 3, экранирующий кор3
пус 4 и узел установки датчика 1 с цилиндрической обоймой 6, имеющей упорный фланец 7 на внутренней поверхности, пружину 8 и штангу 17 с упорным фланцем 18, связанным с экранирующим корпусом 4. Обойма 6 охватывает штангу 17 с зазором 12 и содержит ограничительные выступы 19, второй конец штанги 17 содержит ограничитель 20, взаимодействующий с торцовой частью обоймы 6 и ограничительными выступами 19 обоймы 6 при расширении пружины 8, фланцы штанги 17 и обоймы 6 выполнены с кольцевыми проточками 21 и 10 для фиксации пружины 8, а между штангой 17, пружиной 8 и внутренней поверхностью обоймы 6 имеются зазоры, обеспечивающие перемещение штанги в радиальном направлении.
Во втором варианте выполнения узел установки датчика 1 выполнен в виде координатного механизма (не показан), связанного с обоймой 6 с помощью кронштейна 22 и гаек 23 и 24 и обеспечивающего перемещение обоймы 6 относительно объекта контроля.
Устройство по первому варианту . работает следующим образом.
Датчик 1 и обойму 6 (фиг. 1) устанавливают на плоскость контролируемого изделия 25 произвольной формы таким образом, что зазор между стенками обоймы 6 и экранирующим корпусом 4 датчика 1 равномерньй. Обойму 6 закрепляют на изделии 25 механически или с помощью магнита. При установке датчика 1 происходит сжатие пружины 8. Под действием сжатой пружины 8 датчик 1 прижимается всей контактной поверхностью волновода 2 к плоскости контролируемого изделия 25. При этом перемещения обоймы 6 вдоль плоскости контролируемого изделия 25 в пределах, допускаемых зазором 12, не вызывают нарушения контакта датчика 1 с изделием. Кольцевые проточки 9 и 10 обеспечивают центровку пружины 8 относительно осей обоймы 6 и датчика 1. Тем самым достигается равномерный прижим датчика 1 к поверхности изделия. В нерабочем положении датчика 1 ограничитель 11 упирается в торцовую часть обоймы 6, не давая выпасть датчику 1 под действием пружины 8 и собственного веса.
87072
Аналогично работает устройство при контроле труб малого диаметра, если в районе торцовой поверхности трубы 26 имеется плоскость, которую 5 можно принять за базовую при установке обоймы 6 (фиг. 2). Центровку датчика 1 относительно оси контролируемой трубы 26 обеспечивает центрирующий выступ 14 волновода 2.
to Под действием пружины 8 датчик 1 прижимается к торцовой поверхности трубы 26.
При контроле качества сварки труб малого диаметра, требующей двусторонней защиты сварного шва, защитный газ выходит из полости трубы через каналы 15 и 16 (фиг. 3), выполненные в волноводе 2.
Устройство по второму варианту
20 работает следующим образом.
Координатный механизм жестко связывают с контролируемой трубой 26 (фиг. 4), например закрепляют на раме сварочного автомата (не показан), в захватах которого закреплена контролируемая труба.
С помощью координатного механизма осуществляют центровку оси датчика 1 (фиг. 4) относительно оси
0 контролируемой трубы 26 по вертикали и горизонтали, а путем вращения гаек 23 и 24 устанавливают его на определенном расстоянии относительно торцовой поверхности трубы, обеспечивающем необходимое усилие прижатия датчика 1 в рабочем положении.
В нерабочем положении устройства ограничитель 20 зафиксирован на
п ограничительных выступах 19 обоймы 6.
Устройство приводится в рабочее положение путем снятия ограничителя 20 с ограничительных выступов 19 обоймы 6 и установки с помощью
5 штанги 17 датчика 1 на торцовую поверхность трубы 26. При этом пружина 8 находится в сжатом состоянии, обеспечивающем усилие, достаточное дляплотного прижатия датчика 1 к торцовой поверхности трубы 26 и удержания штанги 17 в горизонтальном положении. Кольцевые проточки 21 и 10 обеспечивают центровт ку пружины 8 относительно осей штанги 17 и обоймы 6.
Использование изобретения обеспечивает быструю установку датчика на поверхность изделия сложной формы.
Фиг.2
Фиг.З
| Патент США № 3935484, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Грешников В.А | |||
| Дробот Ю.Б | |||
| Акустическая эмиссия | |||
| - М.: Изд-во стандартов, 1976, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
