Изобретение относится к области станкостроения, в частности к гидроприводам металлургических станков, и предназначено для автоматизации управления подачей шпинделя шлифовального станка.
Цель изобретения - снижение потребной мошности источников питания за счет использования расхода дополнительного насоса на ускоренных подачах.
На чертеже приведена принципиальная схема системы управления.
Система содержит исполнительный механизм - шпиндель 1 на гидростатических радиально-унорных опорах 2, 3, который выполнен в виде двухштокового гидродвигателя, имеющего уплотнительные пояски 4, и установлен с уплотнительным зазозом 5. Рабочие полости 6, 7 гидродвигателя 1 непосредственно соединены с диагональю 8 регулируемого гидравлического мостового сопротивления 9 и с подводными каналами 10 трехпозиционного гидрораспределителя 11, сливной канал 12 которого связан со сливным баком 13 системы. Обрабатываемые изделия 14, например твердосплавные пластины, установлены на столе 15 под шлифовальным кругом 16. Источник питания 17 подключен к мостовому сопротивлению 9, а дополнительный источник питания 18 через дроссель 19 и 20 - к опорам 2 и 3.
Система работает следуюшим образом.
При подаче масла от источника питания 18 в гидростатические опоры 2, 3 гидродвигатель 1 «всплывает как в радиальном, так и осевом направлении. Масло от источника питания 17 поступает в гидравлическое мостовое сопротивление 9, слиЕ5 из которого отведен в бак 13. Из диагонали 8 мостового сопротивления 9 .масло поступает в рабочие полости 6, 7 гидродвигателя (возможно поступление из рабочих полостей 6, 7 шпинделя 1 в мостовое сопротивление 9 и далее в бак 13). Это зависит от установки значений гидросопротивлений моста 9, которые должны обеспечивать ускоренное движение гидродвигателя 1 при усилии холостого хода и рабочее движение с осевым усилием шлифования.
Таким образом, гидродвигатель 1 со скоростью ускоренного подвода и с минимальным усилием приближается к обрабатываемому изделию 14, касается его и с г рабочей подачей обрабатывает изделие 14 до прихода гидродвигателя 1 на нижнюю опору 3. Окончание процесса шлифования может определяться по датчику времени от начала движения гидродвигателя 1 или по электроконтактному манометру, установленному в верхней рабочей полости 6 шпинделя 1 (приборы не показаны). По сигналу от указанных приборов включается верхний (по чертежу) электромагнит гидрораспределителя 11, верхняя рабочая полость 6
5 соединяется с баком 13. Гидродвигатель 1 ускоренно перемещается к верхней опоре 2. При включении нижнего (по чертежу) электромагнита гидрораспределителя 11 гидродвигатель 1 ускоренно перемещается к нижней опоре 3.
Необходимо отметить, что гидродвигатель 1 прижат к опорам 2, 3 при соединении одной из рабочих его полостей 6, 7 со сливным баком 13 с максимальным усилием, что позволяет в этих позициях выполнять правку шлифовального круга 16. Источник питания 17, подключенный к гидравлическому мостовому сопротивлению 9, настраивается на давление, не превышающее давление в карманах гидростатических
0 опор 2, 3.
Предложенная система управления вертикальным гидростатическим шпинделем обеспечивает постоянное «всплытие шпинделя в гидростатических опорах, так как диагональ мостового гидравлического
5 сопротивления непосредственно соединена с рабочими полостями шпинделя, перекрытие которых исключено.
Ввиду того, что ускоренные перемещеQ ния шпинделя вверх - вниз осуществляются от насоса гидростатических опор, это уменьшает мощность источника давления и, кроме того, позволяет с предельным усилием прижать шпиндель к одной из опор для вспомогательных целей, например правки.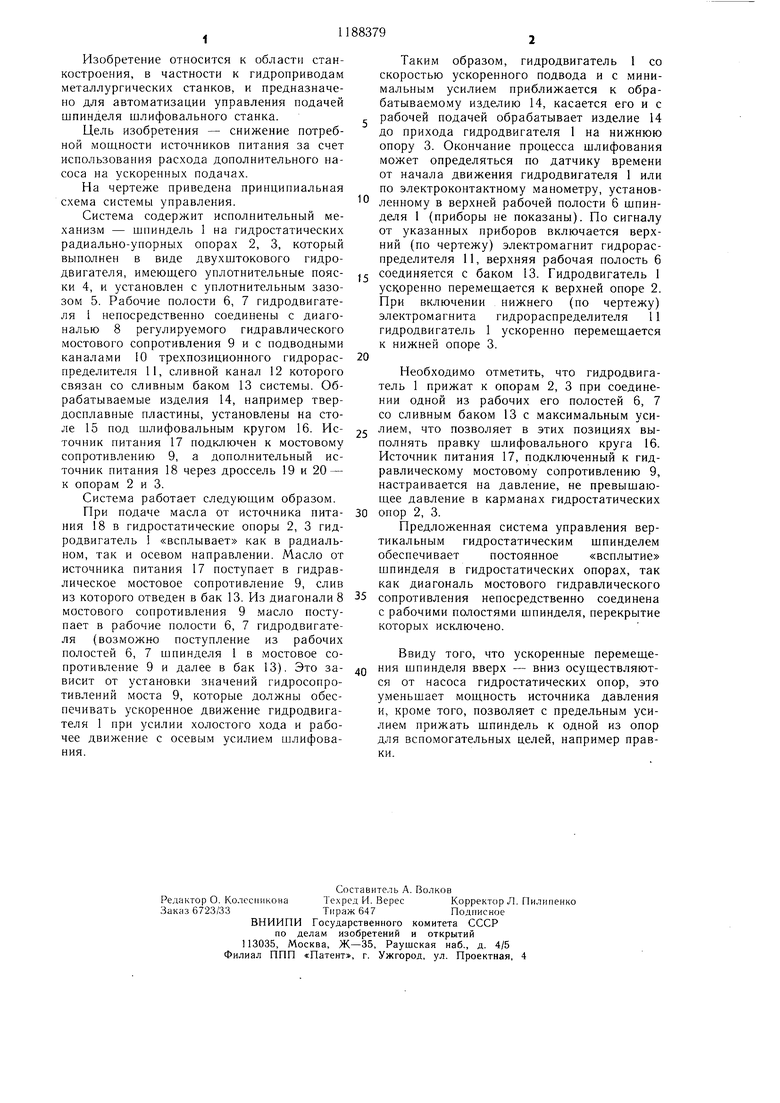
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическая система управления | 1979 |
|
SU877155A1 |
| Гидравлический привод подачи шлифовального станка | 1986 |
|
SU1698498A1 |
| АДАПТИВНАЯ МАШИНА ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 2011 |
|
RU2473767C1 |
| Способ шлифования изделий двумя встречно расположенными инструментальными шпинделями | 1981 |
|
SU1028489A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ДВИГАТЕЛЕМ | 1967 |
|
SU202741A1 |
| Устройство для управления бурильной машиной | 1990 |
|
SU1763647A1 |
| Электрогидравлическая система управления подачей врезанием | 1983 |
|
SU1206502A1 |
| Устройство для управления гидростатическими шлифовальными шпинделями | 1987 |
|
SU1454671A1 |
| Устройство для автоматической защиты электродвигателя исполнительного органа горной машины от перегрузок | 1979 |
|
SU898057A1 |
| Устройство для механических испытаний сложных конструкций | 1959 |
|
SU134064A1 |
ГИДРАВЛИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ ПОДАЧЕЙ ШПИНДЕЛЯ ШЛИФОВАЛЬНОГО СТАНКА, содержащая гидравлический мост, образованный четырьмя сопротивлениями, исполнительный гидродвигатель, рабочие полости которого подключены к диагонали моста, сообщенного с источником питания и линией слива, гидростатические опоры гидродвигателя, сообщенные через дроссели с дополнительным источником питания, и гидрораспределитель, связанный с рабочими полостями гидродвигателя, отличающаяся тем, что, с целью снижения потребной мощности источников питания за счет использования расхода дополнительного насоса на ускоренных подачах, гидрораспределитель выполнен трехпозиционным и трехлинейным, причем к одной из его линий подключена линия слива. (Л оо 00 оо со
| Гидравлическая система управления | 1979 |
|
SU877155A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
