изобретение относится к станкостроению, предназначено для автоматизации управления подчей шлифоваль ньк шпинделей при переходе с ускоренного хода на рабочую подачу и мо жет применяться в инструментальном проиэвсдстве на шлифовальных станках двухстороннего шлифования опорн поверхностей твердосплавных пластин Известен способ управления подачей вертикальных шлифовальных шпйнделей, предназначенных для ишифования опорных поверхностей твердоспла ных пластин, направленных навстречу друг другу, заключающийся в том, что один из шпинделей (верхний, вращаясь в гидростатических опорах, с рабочей псщачей перемещается к об рабатываемым изделиям - твердосплав ным пластинам, установленным на другом шпиццеле. Однако при колебании припуска пл тин в несколько десятых миллиметра (,0,4 мм) шлифование по данному сп собу приводит к снижение производительности обработки за счет потери времени до начала шлифования пластин, так как верхний шпиндель перемещается с рабочей подачей, составляющей сотые доли миллиметра в секунду(-йО, 04 мм/с). Цель изобретения - повышение про изводительности обработки. Указанная цель достигается тем, что согласно способу шлифования изделий двумя встречно расположенными инструментальными шпинделями, вклю чающему установку изделий на торец одного инструмента и операцию перехода одного из шпинделей с ускоренррй подачи на раЪочую, шпиндель с инструментом, свободным от деталей, перемещают ускоренно с усилием, мень шим усилия шлифования, до касания инструментом изделия с максимальным припуском, после чего синхронно перемещают оба шпинделя до посадки указанного выше на жесткий упор с усилием, превышающим усилие шлифования, и включают рабочую подачу шпинделя, несущего изделия. На чертеже изображено устройство для осуществления способа. Устройство содержит два шлифоваль ных шпинделя 1 и 2, первый из которых 1 выполнен в виде двухштокового цилиндра 3 с гидростатическими Опорами 4. Рабочие полости 5 цилинчг ра 3 посредством гидрораспределителя 6 соединены с гидравлическим мостовьлл сопротивлением 7 или с гидролиниями нагнетания 8 и слива 9. На штоке 10 цилиндра 3 установлен шкив 11 с клиНоременной передачей 12 прит вода шпинделя 1. На другом штоке 13. закреплен шлифовальный круг 14. Устройство содержит также конечный выключатель 15, определяющий приход первого шпинделя 1 на нижний упор 16. Для контроля усилияRприжима шпинделя 1 к нижнему упору 16 служит датчик давления 17 Реле времени 18 устанавливает длительность ускоренного перемещения от исходного положения первого шпинделя 1 до минимального по толщине обрабатываемого изделия 19. Обрабатываё в е изделия 19 и 20 установлены на другом шлифовальном шпинделе 2, имеющем самостоятельные приводы вращения и возвратно-поступательного движения. Устройство работает следуидим образом. Одновременно отключается электромагнит 21 гидрораспределителя 6 и включается реле времени 18. Рабочие полости 5 цилиндра 3 шпинделя 1 соединяются с гидравлическим мостовым сопротивлением 7, предварительно отрегулированным так, что ускоренному перемещению шпинделя 1 к обрабатываемым изделиям 19 и 20 соответствует усилие сопротивления, а остановленному шпинделю 1 - усилие, недостаточное для шлифования. Уставка -tf реле времени 18 соответствует ускоренному ходу первого шпинделя 1 до изделия 19с минимально допустимым размером по толщине, т.е. - 7Грасстояние от исходного положения первого шпинделя 1 до максимально допустимого по толщине изделия 20; полный допуск обрабатываемого изделия , скорость ускоренного подвода. Со скоростью ускоренного подвода ш:пиндель 1 проходит расстояние до максимально1О по толщине изделия 20, процесс шлифования не возможен, так как осевое усилие Р меньше необходимого для шлифования, т.е. шпиндель 1 останавливается и по истечении уставки реле времени 18 подается команда на ускоренный отвод второго шпинделя 2, а совместно с ним автоматически перемещается и первый шпиндель 1 до срабатывания конечного выключателя 15, фиксирующего приход первого шпинделя на упор 16. Прюдолжительность -t совместного движения шпинделей 1 и 2 J. па t, -77-- V где .Vijjj - скорость ускоренного отвода, 1ц - съем по толщине изделия, т.е. расстояние от плоскости касания первым шлифовальным кругом 14 наибольшего по толщине необработаивого изделия 20 до плоскости касания этим же кругом 14 обработанных изделий. .
По команде от конечного выключателя 15 .останавливается второй шпиндель 2 и включается электромагнит 22 гнцрораспределителя 6 и усилием, превышаклхим осевое усилие шлифования первый шпиндель 1 прижимается к упору 16, контролируется прижим датчиком давления 17 и от его команды второй шпиндель 2 совершает навстречу первому шпинделю 1 рабочую пода:чу до исходного положения при неподвижном, находящемся на упоре 16
первом шпинделе 1, Расстояние при исходном положении второго шпин1деля 2 и находящимся на упоре JL6 первом .ишинделе 1,между шлифовальными кругами 14 и 23 соответствует толщине t)4 обработанных изделий. При включении электромагнита 21 гидрораспределителя 6 первьй шпиндель 1 возвращается в исходное положение. Применение предложенного изобретения позволяет повысить производительность обработки за счет использования ускоренного подвода первого шпинделя до касания с обрабатываемыми изделиями, имеющими значительный допуск по толщине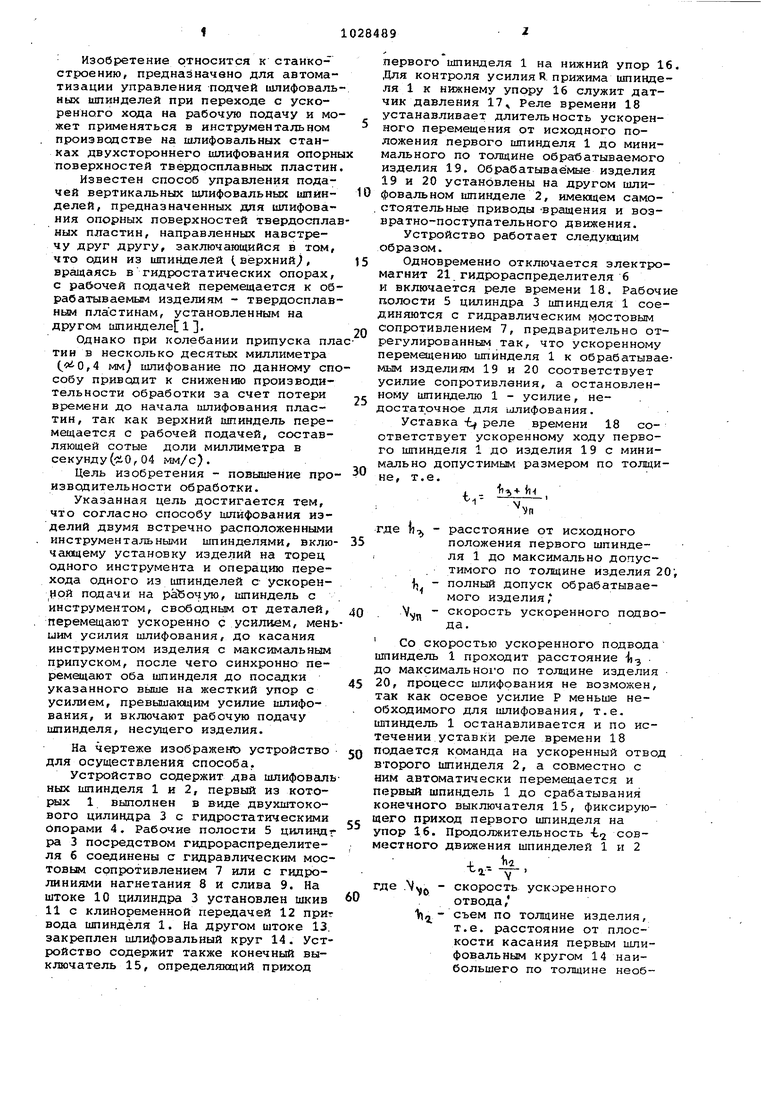
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Устройство для автоматического управления зубошлифовальным станком | 1987 |
|
SU1511091A2 |
| Гидравлическая система управления | 1979 |
|
SU877155A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| Способ шлифования зубчатых изделий профильным кругом | 1985 |
|
SU1502236A1 |
| Станок для шлифования канавок | 1986 |
|
SU1433773A1 |
| Гидравлическая система управления подачей шпинделя шлифовального станка | 1983 |
|
SU1188379A1 |
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| Устройство для шлифования деталей | 1978 |
|
SU732124A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
СПОСОБ ШЛИФОВАНИЯ ИЗДЕЛИЙ ДВУМЯ ВСТРЕЧНО РАСПОЛОЖЕНаЬИИ ИНСТРУМЕН7АЛЬНЬ&1И 1ШИНД ЛЯМИ включающий установку изделий на торец одного инструмента и onepaiw перехода од.ного из шпинделей с ускоренной подачи на рабочую, отличающ и и с я тем, что, с целью повышения производительности обработки, шпиндель с инструментом, свободным от деталей, перемещают ускоренно с усилием, меньшим усилия шлифования, до касания инструментом изделия с максимальным припуском, после чего синхронно перемещают оба шпинделя до посадки указанного выше на жесткий упор с усилием, превышаюоиш усилие шлифования, и включают рабочую подачу шпинделя, несущего . i (Л
| :i,Автомат модели WBMf 300/11, Каталог фирмы ВЕНДТ | ФРГ, 1968. |
