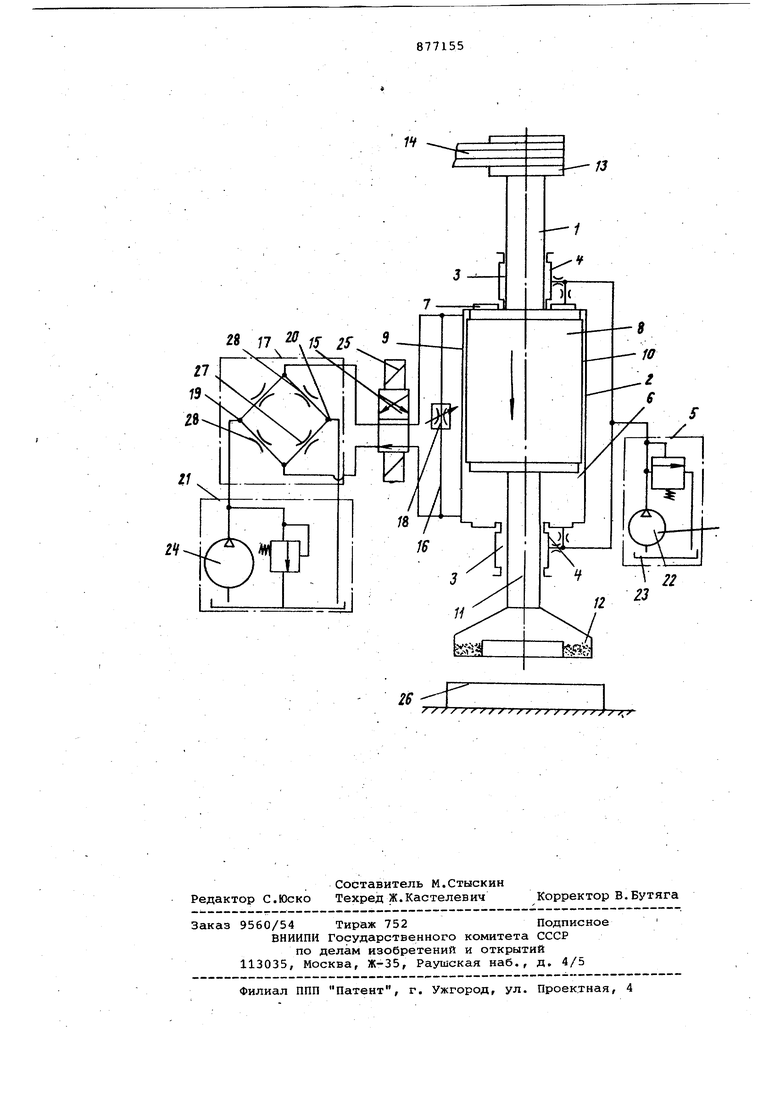
Изобретение относится к машиностроению, в частности к гидроприводам металлорежущих станков и предна начено для автоматизации управления подачей шпинделя шлифовального стан ка при переходе с ускоренного хода на рабочую подачу. Известна гидравлическая система управления, содержащая гидравлическ мост, образованный четырьмя гидравлическими сопротивлениями, и исполнительный механизм, установленный в диагональ моста Cl7. Однако в известной системе значительная часть мощности привода расходуется на непроизводительный расход жидкости. Цель изобретения - повышение КПД привода. Указанная цель достигается тем, что система снабжена регулируемым дросселем, установленным параллельно исполнительному механизму. На чертеже представлена схема ги равлической системы управления. Гидравлическая система управления содержит шлифовальный шпиндель 1, снабженный исполнительным механи мом в виде двухштокового гидроцилин ра 2, штоковые уплотнения 3, которые, являются гидростатическими радиально-упорными опорами 4, подсоединены к отдельной гидравлической системе 5, причем основная часть расхода масла, необходимого для работы гидростатических опор 4, поступает из них непосредственно в рабочие полости 6 и 7 гиДро1щ1линдра 2. Поршень 8 туидроцилиндра 2 в корпусе 9 располсржен с минимально допустимым зазором j10, гарантирующим отсутствие контактного взаимодействия с корпусом 10. На одном из штоков 11 гидроцилиндра 2 крепится шлифовальный круг 12, а на другом - шкив 13, вращающийся посредством клиноременной передачи 14, Рабочие полости 6 и 7 гидроцилиндра соединяются гидрораспределителем 15 с диагональю 1€ гидравлического моста 17, содержащей регулируемый дроссель 18. К противоположным узловым точкам 19 и 20 моста 17 подводится давление нагнетания и слива другой гидравлической системы 21 с более низким давлением нагнетания. Гидросистема 5 снабжена насосом 22 и баком 23, а гидросистема 21 - насосом 24. Распределитель 15 управляется эле ктромагнитом 25, определяя перемещение шпинделя 1 в направлении к обрабатываемой детали 26. Гидравлически мост 17 образован гидравлическими . сопротивлениями 27 и 28. Гидравлическая система управления работает следующим образом. При включении насоса 22, питающег гидростатические опоры 4, шлифовальный шпиндель 1 всплывает и центрируется в опорах 4. Далее шпиндель 1 приводится во врсццение клиноременной передачей 14, при этом основная част расхода масла из опор 4 (остальная часть сливается в бак 23), необходимого для работы гидростатических опо 4, поступает непосредственно в рабочие полости 6 и 7 гидроцилиндра. Одновременно от гидравлического мостов го сопротивления, подключенного к другому насосу 24, с меньшим давлением нагнетания, чем давление насо са., 22 гидростатических опор 4, через гидрораспределитель 15 в эти же полости 6 и 7 подводится давление. На схеме гидроцилиндр 2 шпинделя 1 показан в верхнем положении. При подаче напряжения на верхний электромагнит 25, гидрораспределитель 15 реверсирует давление диагонали 16 гидравлического моста 17 и в рабочих полостях 6 и 7 гидроцилинд ра 2. Шпиндель l совершает быстрый подвод к шлифуемому изделию 26. Для моста 17 и регулируемого дрос селя 18, имеющих нелинейные зависимости между расходами Q и перепада.ми давлений йР, подача V шлифоваль,,ного шпинделя может быть выражена :аналитически )( 5 (. вес движущего щпинделя 1 суммарное усилие подачи, равное усили1б, действующему со стороны шлифуемого изделия 26 на шпиндель 1 и усилию жидкостного трения в опорах 4 и поршне 8 шпинделя 1 рабочая площадь гидроцилин ра 2 шпинделя 1; постоянное давление насоса 24, подключенного к мос ту 17, коэффициент гидравлической проводимости, равный К - гидростатических ondp 4; Kj - зазора 10; К.р- регулируемого дросселя, шу тирующего полость 6 и 7 ги роцилиндра 2; К,|,К - последовательно соединенных сопротивлений 27, 28 моста 17. Для качественного анализа давление слива гидравлической системы принято равным нулю. Итак, при фактических значениях параметров системы KT , Kj, ,G , R ,Pj ,F мож- . но так назначить К,К,,,Кдр, что минимальному постоянно действующему уси-. ЛИЮ жидкостного трения в опорах 4 шпинделя 8, препятствующему его движению, соответствует скорость быстрого подвода, а допустимому осевому усилию шлифования - рабочая подача. Шлифовальный шпиндель 1 со скоростью быстрого подвода перемещается к обрабатываемому изделию 26, шлифовальный круг 12 взаимодействует с изделием 26, причем сила взаимодействия изменяется обратно пропорционально подаче шпинделя 1. Происходит автоматическое уменьшение скорости быстрого подвода до скорости рабочей подачи, при возрастании усилия шлифования. Если в выражении (1) потребовать, чтобы отношение , было наибольшим (это легко осуществить с помощью регулируемого дросселя 18 при минимально допустимом значении К, + К-) , то расход насоса 24, потребный для реализации подачи шпинделя 1 и питаю-, щий гидравлический мост 17, будет минимальным. Возврат шпинделя 1 в верхнее положение выполняется этой же системой, включением нижнего электромагнита гидрораспределителя 15. Формула изобретения Гидравлическая система управления содержащая гидравлический мост-, образованный четырьмя гидравлическими сопротивлениями, и исполнительный механизм, установленный в диагональ моста, отлича-ющаяся тем, что, с целью повышения КПД привода, система снабжена регулируемым дросселем, установленным параллельно исполнительному механизму. Источники информации, принятые во внимание при экспертизе 1. Лещенко В.Я. Гидравлические следящие приводы станков с программным управлением. М.,Машиностроение, 1975, с. 136, рис. 72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическая система управления подачей шпинделя шлифовального станка | 1983 |
|
SU1188379A1 |
| Гидравлический привод шлифовального станка | 1980 |
|
SU895615A1 |
| Механизм подачи инструментальной бабки | 1985 |
|
SU1311904A1 |
| Объемная гидропередача транспортного средства | 1988 |
|
SU1654041A1 |
| Гидравлический привод подачи шлифовального станка | 1986 |
|
SU1698498A1 |
| Объемная гидропередача транспортного средства | 1986 |
|
SU1409478A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Гидравлический привод шлифовально- полировального станка | 1977 |
|
SU738850A1 |
| Гидропривод бурильной установки | 1991 |
|
SU1788230A1 |
7-7
