Предметом изобретения является прибор для контроля чиетоты поверхности деталей из древесины.
Известные приборы для этих целей не обеспечивают быстрого определения степени неровностн поверхности деталей.
В описываемом приборе этот недостаток устранен применением микрометрического винта со шкалой, установленного против выходного сопла прибора, причем момент отсчета {равенство давления и противодавления) определяется звуковым сигналом, для чего прибор снабжен закрепленным в корпусе свистком и подвижной заслонкой на мембране, открывающей доступ сжатого воздуха к свистку при равенстве давлений.
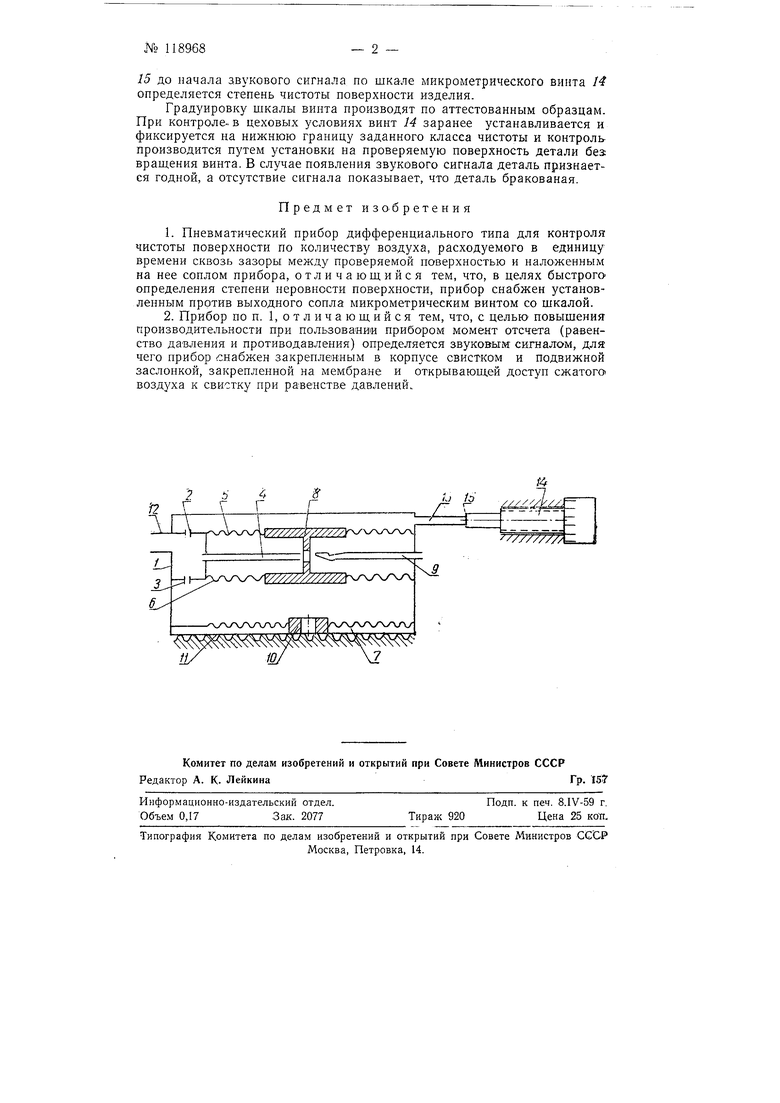
На чертеже изображена схема прибора.
Прибор состоит из корпуса /, в котором имеются два входных сопла 2 и 3 и трубка 4 для выхода воздуха во внутреннюю нолость корпуса, разделенную мембранами 5, 6, 7 на три камеры, причем мембраны 5 и , образующие внутреннюю камеру, соединены между собой подвижной заслонкой S, против отверстия которой закреплен свисток 9. На мембрйне 7 закреплено измерительное сопло 10. Базовой поверхностью // прибор устанавливается на измеряемую новерхпость. Сжатый воздух, поступая в прибор через щтуцер 12, выходит через выходное сопло /, против которого установлен микрометрический винт 14 со шкалой, служащий для регулирования зазора 15.
Действие прибора состоит в следующем.
Поступивший через входное сопло 3 в прибор сжатый воздух проходит (наружу), через зазор между измерительным соплом 10 и неровностями проверяемой поверхности. На мембрану 6 снизу действует давление воздуха, заключенного в нижней камере, н стремится сместить заслонку вверх, а на мембрану 5 сверху действует противодавление воздуха, поступившего через сопло 2, регулируемое путем изменения зазора 15 у выходного сонла 13 с помощью микрометрического винта. При неравенстве давлений заслонка будет перемещаться в сторону меньшего давления и закроет отверстие трубки 4, Поступление F свисток воздуха ;из этого отверстия прекратится - свисток замолкнет. Регулируя зазор
№ 118968- 2 -
15 до начала звукового сигнала по шкале микрометрического винта 14 определяется степень чистоты поверхности изделия.
Градуировку шкалы винта производят по аттестованным образцам. При контроле, в цеховых условиях винт 14 заранее устанавливается и фиксируется на нижнюю границу заданного класса чистоты и контроль производится путем установки на проверяемую поверхность детали без: вращения винта. В случае появления звукового сигнала деталь признается годной, а отсутствие сигнала показывает, что деталь бракованая.
Предмет изо бретения
1.Пневматический прибор дифференциального типа для контроля чистоты поверхности по количеству воздуха, расходуемого в единицу времени сквозь зазоры между проверяемой поверхностью и наложенным на нее соплом прибора, отличающийся тем, что, в целях быстрого определения степени неровности поверхности, прибор снабжен установленным против выходного сопла микрометрическим винтом со шкалой.
2.Прибор по п. 1, отличающийся тем, что, с целью повышения производительности при пользовании прибором момент отсчета (равенство давления и противодавления) определяется звуковым сигаалом, для чего прибор снабжен закрепленным в корпусе свистком и подвижной заслонкой, закрепленной на мембра-не и открывающей доступ сжатогсв воздуха к свистку при равенстве давлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический профилограф | 1958 |
|
SU119352A1 |
| Устройство для автоматической подналадки станков | 1958 |
|
SU121061A1 |
| Дифференциальный двухсторонний жидкостный электропневматический датчик | 1950 |
|
SU93295A1 |
| Пневматический прибор для измерения микрогеометрии поверхности | 1948 |
|
SU74442A1 |
| Прибор для измерения толщины ленты в процессе проката | 1951 |
|
SU93912A1 |
| Пневматический резьбовой калибр | 1947 |
|
SU82396A1 |
| Пневматический измерительный прибор типа ротаметра | 1947 |
|
SU75316A1 |
| Прибор для измерения толщины ленты в процессе проката | 1952 |
|
SU93911A1 |
| Легководолазный аппарат | 1959 |
|
SU126381A1 |
| Прибор для определения проницаемости пористых изделий | 1978 |
|
SU787958A1 |
и/Ш 7
