ic
00
о
00 Од
со
Изобретение относится к неразрушающему контролю и может быть использовано в машиностроении при контроле твердости (структуры) изделий после объемной закалки с высокотемпературным отпуском,
Цель изобретения - повьппение достоверности контроля путем устранения неоднозначности корреляционных зависимостей.
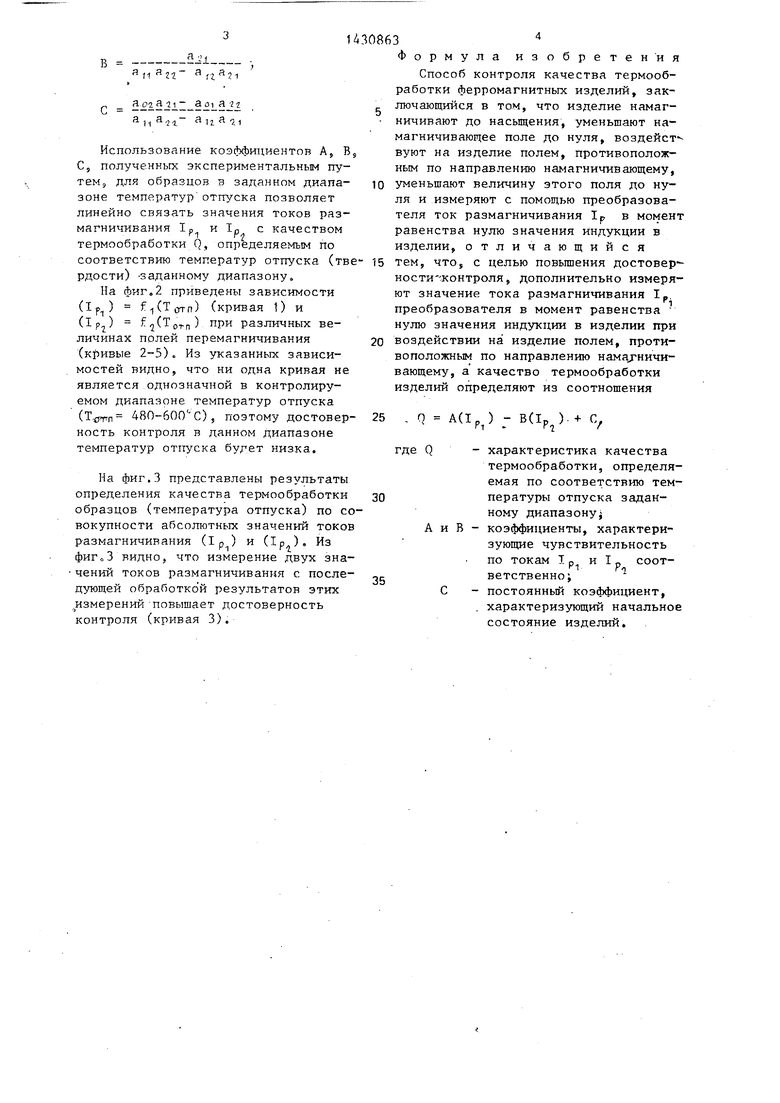
На фиг.1 представлен участок петли гистерезиса, соответствующий процессу измерения магнитных полей, близких к величине поля возврата Нг (поля релаксационной коэрцитивной силы) на фиг,2 - зависимости тока размагничивания 1р от температуры отпуска образцов из стали ДОПР; на фиг,3 - результаты контроля качества термообработки образцов по совокуп- ности абсолютных значений токов размагничивания (1р) и (1р),
Сущность способа заключается в следующем,
В начальный момент времени издели характеризуется нулевой остаточной намагниченностью (индукцией), Далее из точки О (фиг.1) изделие намагничивают до насыщения (точка А) полем
1430863 2
будет меняться по кривой R -R IJ , и индукция изделия станет равной В, Чтобы довести индукцию изделия до нуля, необходимо приложить размагничивающее поле Н.
Способ осуществляют следующим образом.
Изделие намагничивают с помощью
10
электромагнита полем Н
МЙКС
затем пе
ремагничивают его в область поля возврата Н (уменьшают приложенное поле до нуля и воздействуют полем, противоположным по направлению намагничивающему), что соответствует точке Н или н, При перемагничивании измеряют абсолютную величину тока размагничивания (IP ) электромагнита, соответствующую величине внешнего поля
компенсации внутреннего поля изделия (H.), После отключения этого поля магнитная индукция изделия становится равной В или В, Далее изделие повторно размагничивают полем Н
или H . t. до момента компенсации внутреннего и внешнего полей. При этом измеряют абсолютную величину тока размагничивания (1р) и определяют качество Q термообработки из соотношения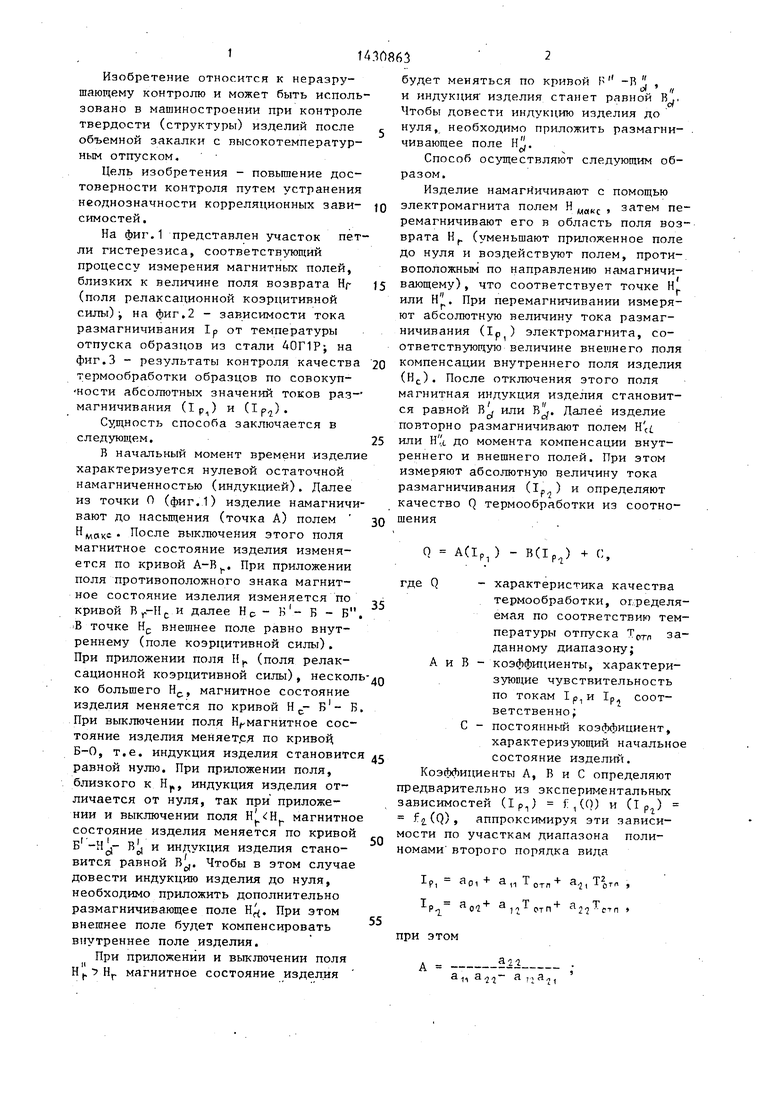
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитостатический способ неразрушающего контроля качества ферромагнитных изделий | 1988 |
|
SU1698630A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1698730A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1744629A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2051381C1 |
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |
| СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОТПУСКА ИЗДЕЛИЙ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2376592C1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ контроля качества ферромагнитных изделий | 1984 |
|
SU1193565A1 |
| Способ электромагнитного контроля механических свойств движущихся ферромагнитных изделий | 1988 |
|
SU1516941A1 |
| Способ измерения коэрцитивной силы | 1977 |
|
SU773543A1 |
Изобретение относится к неразрушающему Контролю и может быть использовано в машиностроении при контроле твердости изделий после объемной закалки с высокотемпературным отпуском. Цель изобретения - повьппение достоверности контроля. Изделия, прошедшие термообработку, намагничивают с помощью приставного электромагнита с феррозондовым преобразователем до технического насыщения. Затем образцы перемагничивают полем противоположной полярности в область, близкую к величине поля возврата. В процессе пе- ремагничивания измеряют ток размагничивания Ipi электромагнита в момент нулевого сигнала феррозондового преобразователя. После перемагничивания изделия в область поля возврата и выключения намагничивающего поля образец повторно размагичивают до получения нулевого сигнала феррозон- дового преобразователя и измеряют ток размагничивания с Ip. Качество термообработки определяют из соотношения Q A(Ipi)-B(Ip2) + С. Коэффициенты А, В, С определяют предва рительно из экспериментальных зави « симостей (Ipi) f ДТат-п) и (1р .(Тет|т) аппроксимируя эти зави- симости по участкам диапазона температур отпуска. 3 ил. сл
н
мокг
После выключения этого поля
магнитное состояние изделия изменяется по кривой А-В, При приложении поля противоположного знака магнитное состояние изделия изменяется по кривой (. и далее Нр - н - Б - Б В точке Hj- внешнее поле равно внутреннему (поле коэрцитивной силы), При приложении поля Н, (поля релаксационной коэрцитивной силы), нескол ко большего Н, магнитное состояние изделия меняется по кривой Н .- в - Б При выключении поля Н магнитное состояние изделия меняет.с.я по кривоц Б-0, т.е. индукция изделия становитс равной нулю. При приложении поля, близкого к Hj, индукция изделия отличается от нуля, так при приложении и выключении поля магнитно состояние изделия меняется по кривой
Б В| и индукция изделия становится равной В, Чтобы в этом случае довести индукцию изделия до нуля, необходимо приложить дополнительно размагничивающее поле Н. При этом внешнее поле будет компенсировать внутреннее поле изделия.
При приложении и выключении поля Н 7 Hf, магнитное состояние изделия
О A(lp) - B(Ip) + С,
где Q - характеристика качества
термообработки, определяемая по соответствию температуры отпуска Тртл заданному диапазону; А и В - коэффициенты, характери- чувствительность
по токам IP,и 1р. соотр1
PI
С ветственно;
постоянный коэффициент, характеризующий начальное состояние изделий. Коэффициенты А, В и С определяют предварительно из экспериментальных зависимостей (1р) ,(0) и (Iр) f2.(Q) аппроксимируя эти зависимости по участкам диапазона полиномами второго порядка вида
ао, + а
т +
11 отп
21
Пг.
в
:J1i- a
fZ. 21
:
a 02 a -21 - a 01 a 21
,- a
li
a о
Использование коэффициентов A В GS полученных экспериментальным путем, для образцов 3 заданном диапазоне температур отпуска позволяет линейно связать значения токов размагничивания 1р и IP с качеством термообработки Q, определяемым по соответствию температур отпуска (твердости) Заданному диапазону.
На фиг.2 приведены зависимости (1р) f/Tcrrn) (кривая 1) и (1р) ) ПР различных величинах полей перемагничивания (кривые 2-5)о Из указанных зависимостей видно, что ни одна кривая не является однозначной в контролируемом диапазоне температур отпуска (Т,,п 480-600 с) 5 поэтому достоверность контроля в данном диапазоне температур отпуска будет низка.
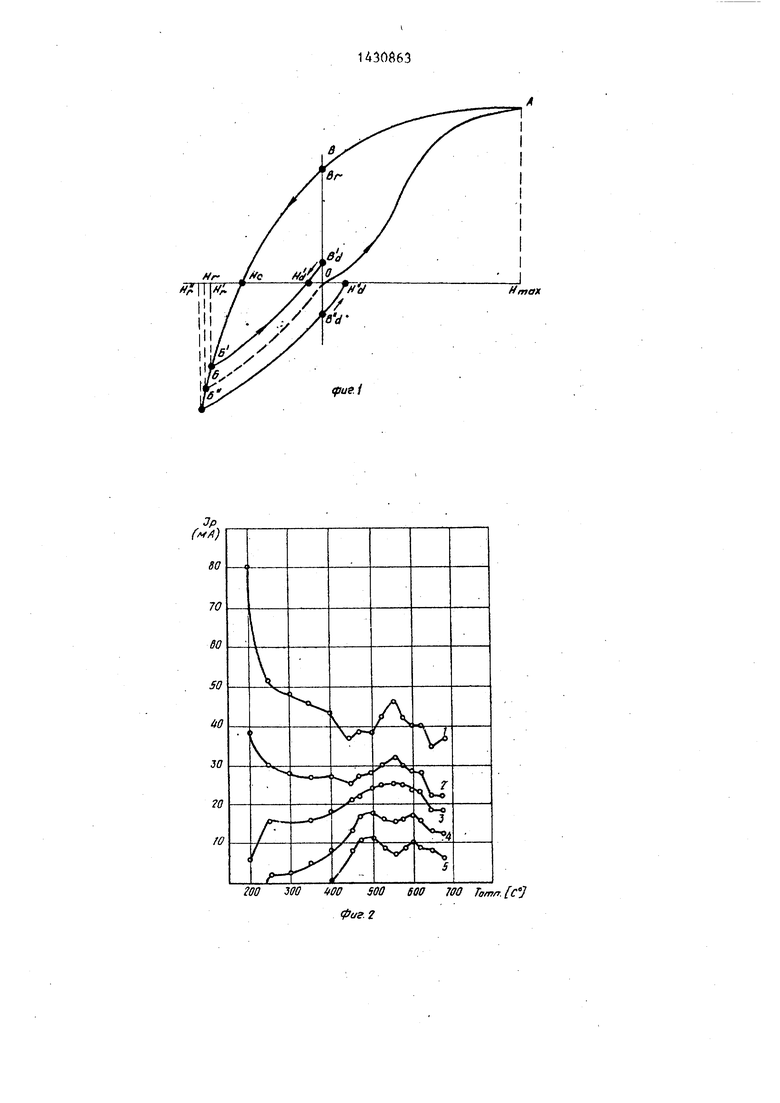
На фиг.З представлены результаты определения качества термообработки образцов (температура отпуска) по совокупности абсолютных значений токов размагничивания (1р) и (1р), Из фиг о 3 видно, что измерение двух зна- чений токов размагничивания с последующей обработкой результатов этих измерений повышает достоверность контроля (кривая 3).
30863
Формула изобретения Способ контроля качества термообработки ферромагнитных изделий, зак- лючающийся в том, что изделие намаг- ничивают до насыщения, уменьшают намагничивающее поле до нуля, воздейст вуют на изделие полем, противоположным по направлению намагничивающему, 10 уменьшают величину этого поля до нуля и измеряют с помощью преобразователя ток размагничивания 1р в момент равенства нулю значения индукции в изделии, отличающийся 15 тем, что, с целью повьщзения достовер- ности контроля, дополнительно измеряют значение тока размагничивания 1р. преобразователя в момент равенства нулю значения индукции в изделии при воздействии на изделие полем, противоположным по направлению намад ничи- вающему, а качество термообработки изделий определяют из соотношения
. О А(1р ) - В(1р ).
rt . г j
где Q
+ С,
- характеристика качества термообработки, определяемая по соответствию температуры отпуска заданному диапазонуj
А и В - коэффициенты, характеризующие чувствительность по токам Т- р и IP соответственно;С - постоянный коэффициент,
характеризующий начальное состояние изделий.
.i
fO
200 300 UOO 500 SOU 700 Готгг.с фиг. 2
Umax
Jp {мА)
5
100
-30
6Ш
500
-Г5
VfO
50 500 550 600 . 650 700
(fffjs 5Tom/f.(
v
| Способ неразрушающего контроля физико-механических свойств изделий | 1985 |
|
SU1357823A1 |
