Известны устройства для доводки цилиндрических поверхностей, полз/чающих в процессе обработки вращение при помощи чугунного притира, совершающего возвратно-поступательное осевое движение и снабженного внутренними каналами для подачи абразивной жидкости в зону резания. Известны также устройства для доводки цилиндрических поверхностей инструментом (притиром), получающим осциллирующее движение.
Отличительной особенностью предлагаемого устройства является сочетание в нем двух указанных известных движений применительно к обработке цилиндрических прерывистых поверхностей чугунным притиром, что обеспечивает повыщенный: съем металла и улучптение чистоты обработки этих поверхностей.
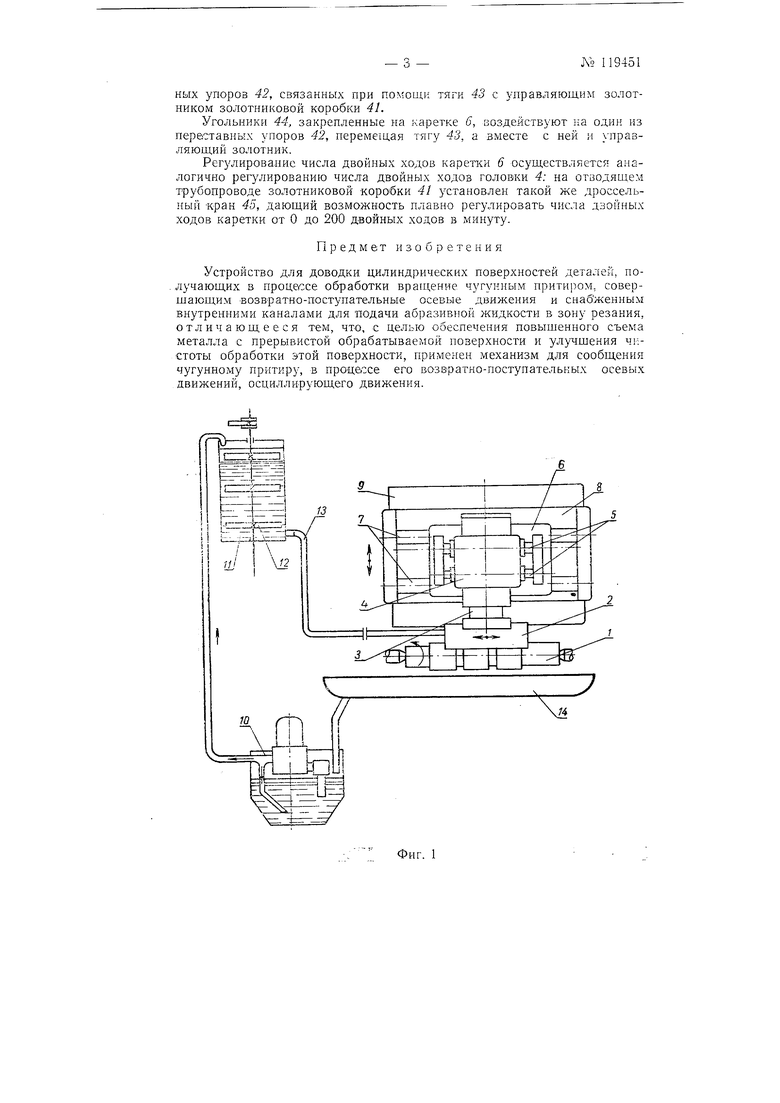
Предлагаемое устройство схематически показано на фиг. 1; на фиг. 2 - его гидравлическая схема.
Обрабатываемая деталь / закрепляется в центрах круглошлифовального (или токарного) станка и получает вращательное движение.
Притир 2, закрепленный на плуг жере 3 головки 4 перемеидается по направляющим 5, закрепленным в каретке 6. В свою очередь каретка 6 перемещается по направляющим 7, закрепленным в плите 8, монтируемой на iMecTo шлифовальной бабки круглощлифовального станка (или на супорте токарного станка).
Подвод п отвод притира в направлении обрабатываемой поверхности осуществляется посредством гидравлического механизма подачи шлифовальной бабки перемецлением салазок 9.
Абразивная смесь подается из бачка W при помощи насоса по шлангу в смесительный бачок //, где она перемешивается мещалкой 12 и по шлангу 13 подводится к притиру 2, откуда по внутреннему каналу
№ 11945 - 2 -
поступает в зону резания. Из зоны резания абразивная смесь собирается в корыте 14, а затем стекает в бачок 10.
Давление притира 2 на обрабатываемую поверхность осуществляется посредством тарированной прулсииы.
Два гидродвигателя сообщают притиру быстрое осциллирующеедвижение с длиной хода от 2,5 до 12 мм и медленное возвратно-поступательное движение с больщой длиной хода - до 150 мм.
Нагнетаемое насосом масло постунает по трубопроводу в канал 15 золотниковой коробки 16 (фиг. 2).
В канале 15 масло разветвляется и подается через канал 17 к управляюп1ему золотнику 18 и через канал 19 - к плавающему золотнику 20.
Пройдя полость 21 ПоЧавающего золотника 20, активное масло поступает через канал 22 в трубопровод 23, откуда попадает в канал 24 неподвижного порпгенька 25, закрепленного в каретке 6.
Из канала 24 через отверстие 26 масло поступает в полость 27 цилиндра 28 и перемещает его вместе со связанной с ним головкой 4 (влево по чертежу). Регулировочный винт 29 скобы 30, закрепленной на головке 4, упирается в рычажок 31, который перемещает управляющий золотник 18. Последний перекрывает капал 32 и открывает канал 35, по которому масло направляется в полость 34 плавающего золотника 20 и перемещает его в крайнее правое положение. Переместившись, плавающий золотник 20 перекрывает канал 22 и открывает канал 35, по которому масло устремляется через полость 21 плавающего золотника 20 в трубопровод 36 и далее через каналы правой части порщенька 25, поступает в полость 37 цилиндра 28 и перемещает его вместе с головкой 4 вправо.
При перемещении головки 4 вправо регулировочный винт 38 скобы 30 перемещает рычажок 39, а вместе с ним и золотник 18, вправо. Канал 33 закрывается и вновь открывается канал 32, по которому устремляется масло, толкающее плавающий золотничок 20 в крайнее левое положение. Золотник 20 при этом закрывает канал 35 и открывает канал 22, по которому масло поступает через трубопровод 23, канал 24 и отверстие 26 в полость 27 цилиндра 28 и т. д. Цикл повторяется.
Таким образом, непосредственно цилиндром 28, а вместе с ним и головкой 4, управляет плавающий золотничок 20, который никакой механической связи с движущими частями головки не имеет. Это исключает возможность появления мертвых точек для цилиндра головки и золотников и дает возможность при поступлении масла из насоса начинать работу двигателя при любом взаимном расположении золотников.
Изменение величины хода головки 4, а следовательно, и притира 2. достигается изменением плсча рычажков 31 и 39 путем опускания или поднимания скобы 30.
Для регулирования числа осциллирующих движений головки 4 на отводящем трубопроводе установлен дроссельный кран 40, позволяющий путем изменения выходного отверстия плавно регулировать числа двойных ходов головки 4 от нуля до максимума (1300 колебаний в минуту).
Гидравлическая схема для перемещения каретки 6 аналогична схеме для перемещения головки 4.
Для управления движением каретки 6 предусмотрена отдельная зо лотниковая коробка 41, конструкция и принцип работы которой аналогичпы золотниковой коробке 16.
Изменение длины хода каретки осуществляется с помощью переставных упоров 42, связанных при помощи тягк 43 с управляющим золотником золотнрп овой коробки 41.
Угольники 44, закрепленные на каретке 6, воздействуют -;а один из переставных упоров 42, перемещая тягу 43, а вместе с ней и чправляющий золотник.
Регулирование числа двойных ходов каретки 6 осуществляется аналогично рег лированию числа двойных ходов головки 4: на отводящем трубопровод е золотниковой коробки 41 установлен такой же дроссельный кран 45, дающий возможность плавно регулировать числа двойных ходов каретки от О до 200 двойных ходов в минуту.
Предмет изобретения
Устройство для доводки цилиндрических поверхностей деталей, получающих в процессе обработки вращение чугунным притиром, соверщающи-м возвратно-поступательные осевые движения и снабженным внутренними каналами для подачи абразивной жидкости в зону резания, отличающееся тем, что, с целью обеспечения повышенного съема металла с прерывистой обрабатываемой поверхности и улучщения чистоты обработки этой поверхности, применен механизм для сообщения чугунному притиру, в процессе его возвратно-поступательных осевых движений, осциллирующего движения.
- 3 119451
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| Пневматический прибор для шабровочных работ | 1936 |
|
SU49737A1 |
| Зачерпывающий фидерный аппарат к стеклодельной машине Линча | 1929 |
|
SU31588A1 |
| Доводочно-притирочная головка | 1948 |
|
SU89742A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |

