Изобретением является доводочно-притирочная головка шарнирно соединенная со шпинделем станка, в которой абразивные бруски или чугунные притиры укреплены на разрезных конусных втулках, перемещаемых разрезными конусами подачи вдоль разрезного пружинящего корпуса. Головка может быть снабжена указателем с переставным контактом, замыкающим электрическую цепь, с целью включения сигнала в момент достижения заданного диаметра отверстия.
Известны доводочно-притирочные головки с абразивными брусками и чугунные пружинящие притиры постоянного или регулируемого диаметра. Известны также доводочно-притирочные головки с радиальным раздвиганием абразивных брусков центробежной силой и шарнирное соединение таких головок со шпинделем станка.
Предлагаемое изобретение отличается от известных тем, что радиальное раздвигание абразивных брусков осуществляется при помощи разрезных и пружинящих корпуса головки, конусов подачи и конусных втулок, а также наличием измерительного электрического устройства с сигналом.
Пружинящий корпус дает возможность упростить конструкцию головки, т. е. не применять дополнительной головки (патрона), осуществляющей радиальное раздвигание абразивных брусков. Электрическое устройство с сигналом дает возможность настраивать головку на заданный диаметр обработки отверстия и производить в необходимый момент ее отключение.
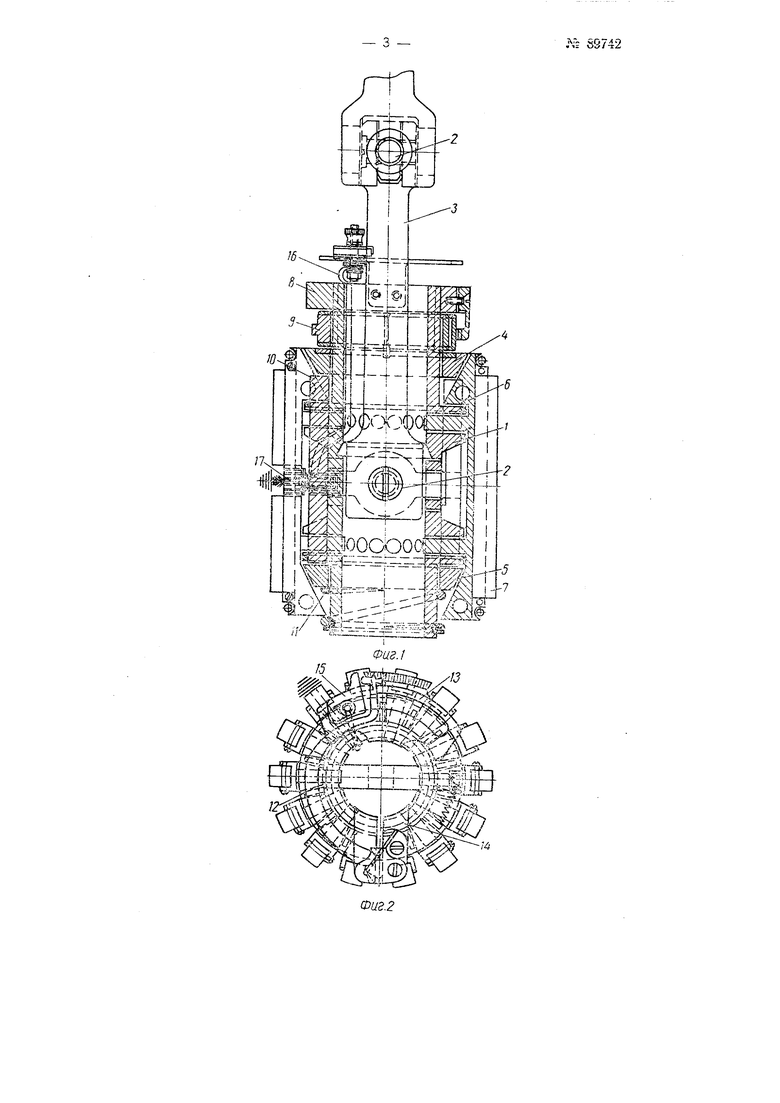
На фиг. 1 показана головка (продольный разрез), на фиг. 2 - то же головка (в плане).
Пружинящий корпус 1 головки соединяется со шпинделем станка двумя шарнирами 2, между которыми расположен карданный валик 3. Такой способ соединения головки со шпинделем обеспечивает получе№ 89742
ние высокой точности обрабатываемого отверстия независимо от точности вращения шпинделя станка и его соосности с отверстием детали.
На головку надеты разрезные пружиня.щне конусы 4 и 5 подачи и конусная разрезная втулка 6, на которой укрепляются абразивные бруски или чугунные пригиры 7, несущие на своей поверхности свободный абразив.
Настройка головки на заданный диаметр обработки первого отверстия выполняется при помощи гайки 8.
Нри ее завертывании она через кольцо 9 соообщает движение верхнему конусу подачи 4, а через пластину W - нижнему конусу подачи 5. Конусы 4 и 5, разжимая втулку 6, осуществляют подачу брусков или притиров 7, причем гайку 8 поворачивают до получения заданного диаметра. Обратное перемещение конусов и 5 при отвертывании гайки 8 осуществляется посредством пружины //. При введении головки для гфитирки последующих отверстий конусы 4, 5 н втулка -6 сжимаются.
С целью включения сигнала в момент достижения заданного диаметра обрабатываемого изделия, головка оснащена указателем 12 и щкалой 13 с переставным контактом, замыкающим электрическую цепь. Во время обработки рычаг кронщтейна 14, опираясь в конец указателя 12, заставляет его передвигаться вдоль щкалы 13, на которой нанесены деления, соответствующие толщине снимаемого слоя металла. Рядом со шкалой помещен контакт 15. От этого контакта через отверстия в корпусе / и втулке 6 пропущен провод 1ё к щетке 17, соприкасающейся с поверхностью обрабатываемого цилиндра. По мере снятия металла корпус ) разжимается, указатель 12 поворачивается и в момент достижения заданного диаметра касается контакта 15. Электрическая цепь замыкается и подается сигнал для остановки станка.
Пред м е т н з о б р е т е и и я
1.Доводочно-притирочная головка с применением для раздвигания абразивных брусков, конусных державок и конусов подачи, отличаюш а я с я тел-, что,- с целью радиального раздвигания абразивных брусков, корпус головки, конусы подачи и конусные втулки выполнены разрезными и пружинящими.
2.Головка по п. 1, отличающаяся тем, что, с целью доводки отверстий свободным абразивом, головка выполнена в виде разрезной чугунной конусной втулки, разжимаемой разрезным конусом подачи.
3.Головка по п. 1, отличающаяся тем, что, с целью возможного включения сигнала в момент достижения заданного диаметра обрабатываемого отверстия, головка имеет указатель и шкалу с переставным контактом, замыкающим электрическую цепь.
4.Головка по п. 1 и 2, от л и ч а ющ а я с я тем, что, с целью получения высокой точности обрабатываемого отверстия, независимо от точности вращения шпинделя станка и его соосности с отверстием детали, головка выполнена с карданным валиком и двумя универсальными шарнирами, сочленяющими шпиндель станка с центральной частью корпуса головки.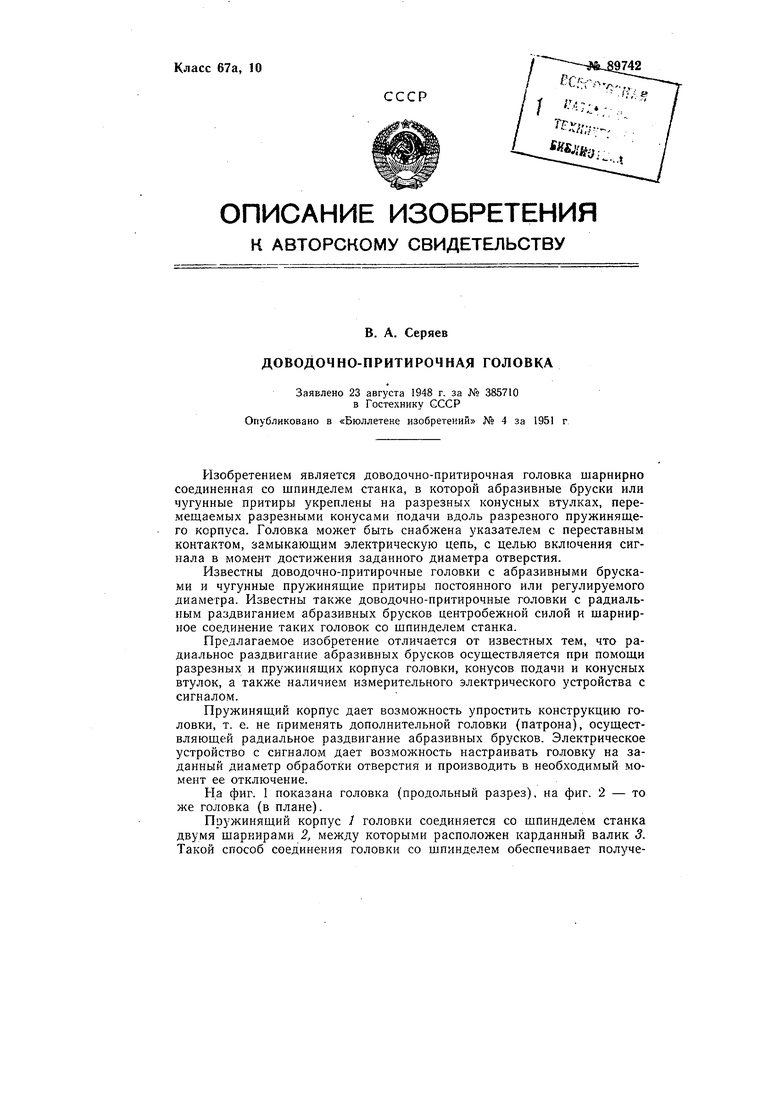
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ притирки цилиндрических отверстий | 1989 |
|
SU1773700A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Притир | 1987 |
|
SU1491673A1 |
| УСТРОЙСТВО для доводки ОТВЕРСТИЙ | 1966 |
|
SU184164A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1991 |
|
RU2016746C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Притир для обработки отверстий | 1980 |
|
SU944892A1 |
| Притир для доводки цилиндрических отверстий | 1983 |
|
SU1119830A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |