:о
CD DO CD
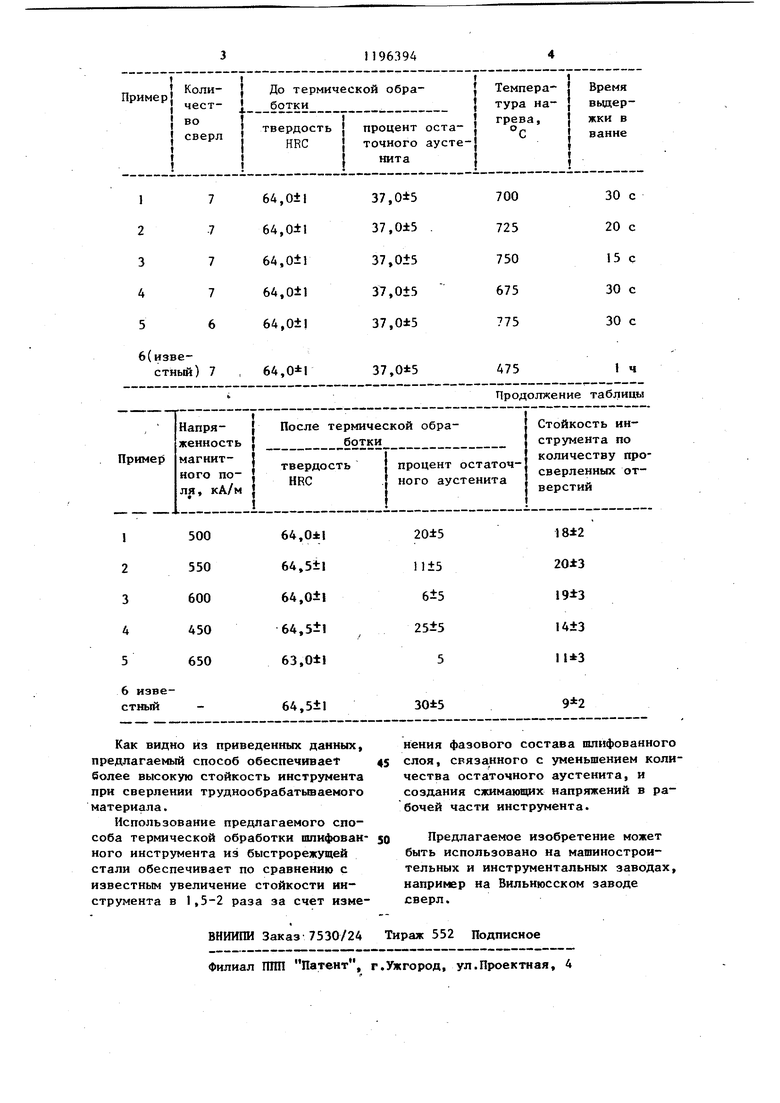
1 . Изобретение относится к термической обработке металлорежущего инстру мента, в частности сверл, фрез и ре цов из быстрорежущей стали, и может быть использовано на машиностроител ных и инструментальных заводах. Целью изобретения является повышение эксплуатационной стойкости инструмента.. Способ заключается в следующем. Инструмент после закалки с оптимальной температуры и 2-3- кратного общепринятого отпуска при 540-560 С шлифуют, после чего обезжиривают.- Су хой обезжиренный инструмент подверга ют дополнительному отпуску, для чего поштучно или небольшими связками (2-3 щтуки) погружают в ванну с расплавом щелочи или свинца. Глубина погружения, например, сверла должна быть достаточной для прогрева рабочей части сверла, за исключением хво товика, который должен находиться вы ше уровня ванны. Температура расплава ванны 700-750 С выбрана с учетом возможности нагрева поверхностных слоев инструмента до температуры, достаточной для дестабилизации остаточного аустенита шлифованного слоя При погружении инструмента в жидкую ванну с температурой 700-750 С его режущие кромки быстро нагреваются до .650-680 Сив аустенитной фазе шлифованного слоя происходит вьщеление дисперсных карбидов, снижается легированность твердого раствора и соответственно происходит дестабилизация аустенита. Снижение температуры расплава ванны ниже 700 С приводит к недостаточному нагреву изделия соответствеьио к снижению его стойкости, а увеличение температуры вьш1е приводит к резкому снижению твердости инструмента из-за развития процесса коагуляции карбидов и соответственно снизит стойкость. С момента погружения инстумента в ванну делают выдержку 15-30 с, после чего инструмент извлекают из ванны и охлаждают в ванне с минеральным маслом комнатной температуры при одновременном наложении магнитного поля. Магнитное поле создается в ванне, так как она расположена аксиально в соленоиде, питаемом током. Включение соленоида производится от 3942 выключателя, исполнительный рычаг которого находится в ванне. Напряженность постоянного магни1 ного поля 500-600 кА/м. Охлаждение инструмента ведут до температуры 20-40 С, после чего магнитное поле отключают и инструмент извлекают из ванны. При охлаждении инструмента с температуры 700-750 С дестабилизированный аустенит превращается в мартенсит или тростит и, тем самым, в поверхностном слое возникают благоприятные сжимаощие напряжения. Наложение внешнего магнитного поля обеспечивает большую полноту превращения аустенита в мартенсит и снижает склонность стали к трещннообразованию. Пример. Партия спиральных сверл диаметром 7,8 мм из стали Р6М5 проходит предварительную термическую обработку, включающую закалку с оптимальной температуры и 2крат|ный отпуск при 540 С, после чего заготовки шлифуют для получения требуемой геометрии инструмента. После шлифовки сверла проходят отпуск по предлагаемому (5 групп) и известному (1 группа) способам. По предлагаемому способу сверла поштучно нагревают в свинцовой ванне до 700-750 С в течение 15-30 с, а затем охлаждают в минеральном масле с одновременным наложением постоянного магнитного поля напряженностью 500-600 кА/м. Перед дополнительной термической обработкой у сверл измеряют твердость по Роквеллу и рентгеновским методом определяют количество остаточного аустенита. После окончательной термической обработки вновь измеряют твердость и количество остаточного аустенита на задней поверхности рабочей части сверла. Термообработанные сверла испытывают на стойкость при сверлении отверстий в пластинах труднообрабатываемого сплава 43НХВТ толщиной 5 мм и твердостью 12-15 HRC. Сверление производится на станке модели 2М112 со с| оростью резания 12,2 м/мин. Стойкость инструмента оценивают по количеству просверленных отверстий до затупления сверла. - Результаты испытаний представлены в таблице.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| Способ термической обработки длинномерного инструмента из быстрорежущих сталей | 1978 |
|
SU773103A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770403A1 |
| СЛЕСАРНО-МОНТАЖНЫЙ РУЧНОЙ ИНСТРУМЕНТ И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА | 2007 |
|
RU2354717C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ, включающий закалку, многократный отпуск, шлифовку и дополнительный отпуск, отличающийся тем, что, с целью повьпиения эксплуатационной стойкости, дополнительный отпуск производят с нагревом в расплаве свинца при 700-750°С в течение 15-30 мин, охлаждением в массе с наложением постоянного магнитного поля напряженностью 500-600 кА/м.
Пример
| Жилис В.И | |||
| и др | |||
| Эффективность низкотемпературного отпуска шлифовальных быстрорежущих сверл | |||
| Металлорежупщй и контрольно-измерительный инструмент | |||
| Экспресс-информация, 1979, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Смольников Е.А | |||
| Термическая обработка инструментов в соляных ваннах | |||
| М.: Машиностроение, 1981, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
