Изобретение относится к литейному производству, в частности к области художественного литья.
Цель изобретения - пойьппение срока службы эластичных форм и размерной- точности получаемых копий и выплавляемых моделей за счет использования новой самотвердеющей смеси.
Сущность изобретения заключается в следующем.
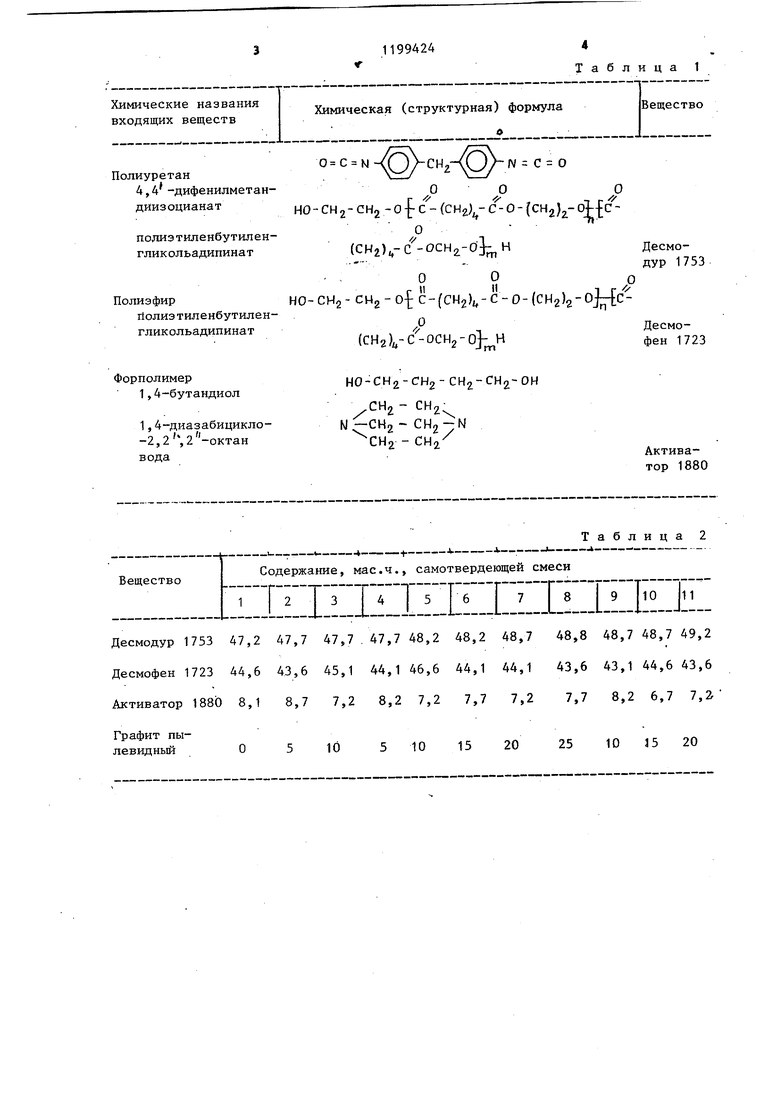
Самотвердекмцая смесь содержит 4,4-дифенилметандиизоцианат и- полиэтиленбутиленгликольадипинат в соотношении 2:1 (полиуретан), полиэ тиленбутиленгликольадипинат (полиэфир), смесь 1,4-бутандиола, 1,4-диаза(1Ицикло-2,2,2 -октана и вс11,цы в соотношении соответственно 1,35:1:1.5 (форполимер), графит пылевидный.
Структурные формы упомянутых веществ и их торговые названия при- ведены в табл. .1.
Изготовление эластичных форм заключается в следующем.
Смесь, приготовленную в мешалке, подают через отверстие в боковой поверхности (кожухе) устройства в полость этого устройства, к крьшке которого крепится оригинал изделия , Величины зазора между кожухом и оригиналом могут иметь различное соотношение. После заполнения полости смесью отверстие перекрывается и отверждение смеси происходит под давлением вследствие вьщеления углекислого газа,что позволяет получить качественную поверхность с воспроизведением мельча йших элементов поверхности оригинала. После затвердевания смеси кожух снимается с полученной формы. Снятие формы с оригинала производится ее выворачиванием. При получении формы в вид оболочки ее разрезают по заранее немеченной линии разъема и удаляют оригинал. После удаления оригинала форма вкладывается обратно в кожух.
По полученным формам изготавлива копии изделий из ; олоднотвердеющих композиций (гипса, цемента, эпоксидной смолы и пр.), а также выплавляемые модели из модельных композиций на основе парафина-стеарина (ПС), парафина-синтетического церезина (Р-3) и карбамида (). Составы самотвердеющих смесей -и показатели качества форм приведены в табл. 2 и 3.
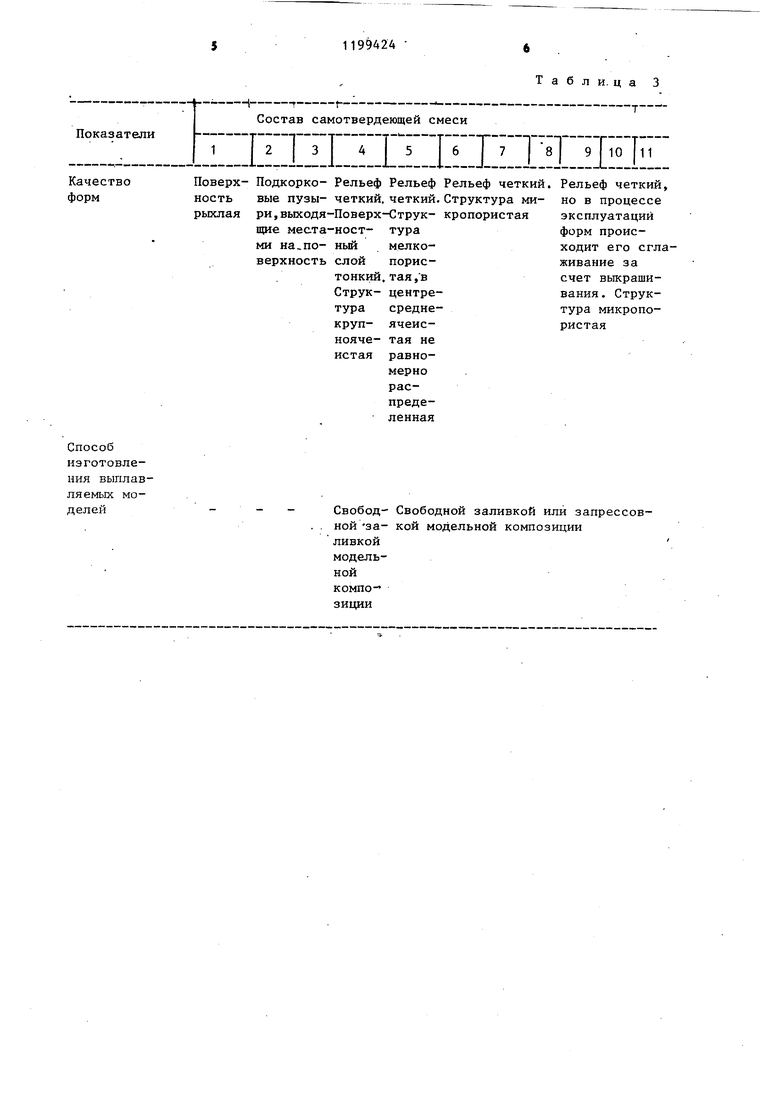
Как видно из табл. 2 и 3 формы, изготовленные в смесей 1-3, непригодны для получения качественных выплавляемых моделей (копий), так как имею рыхлую структуру и раковины на рабочей поверхности. В форме из смеси 4 получение выплавляемых моделей возможно только методом свободной заливки модельной композиции, так как при запрессовке тонкий поверхностный слой формы в наиболее утонченных местах деформируется и прорывается , Качественные формы получаются из самотвердеющих смесей 5-11. В эти формы можно запрессовывать модельную композицию под давлением сжатого воздуха до 5 ати.
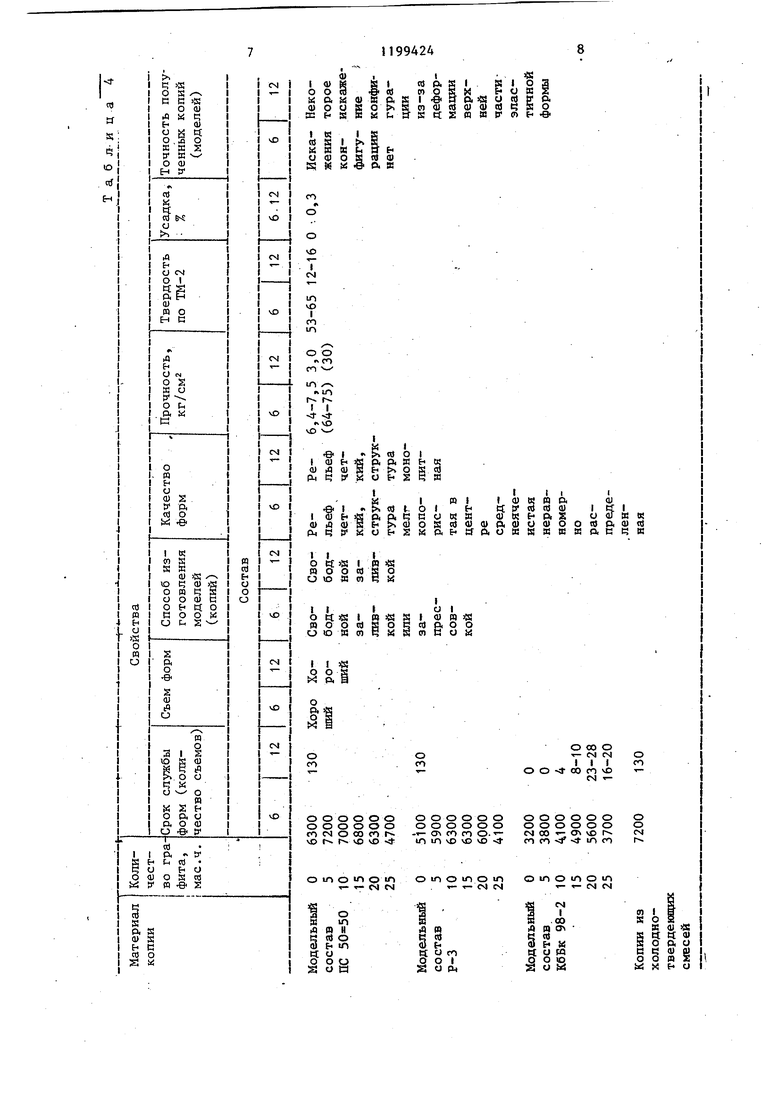
Оптимальной смесью для изготовления эластичных форм является смесь 6. Свойства последней и изготовленных из нее.эластичных форм по сравнению с известной смесью (12), содержащей, ма.с.4.: смола полихлорвиниловая 20, дибутилфталат 76, кальция стеарат 2, кислоты жирные 2, приведены в табл. 4.
Из табл. 4 видно, что форма на основе полиуретана обладает упругоэластичными свойствами, высокой прочностью на разрыв, отсутствием усадки, что позволяет сникать формы с оригиналов со сложным рельефом поверхности и получать в этих фор,мах литые копии из холоднотвердеющих заливочных композиций и выплавляемые модели с высокой размерной точностью..Наличие в составе смеси пылевидного графита повьшает термостойкость эластичных форм на основе полиуретана.
Повышение размерной точности получаемых художественных копий и выплавляемых модеохей, увеличение в несколько раз срока службы форм позволяет получить экономический эффект от внедрения предлагаемого технического решения более 30 руб. на 1 т годных отливок.
Химические названия
Химическая (структурная) формула входящих веществ N Полиуретан 4,4 -дифенилметанно - сн 2- CHj - О СдИизоцианатполиэтиленбутиленгликольадипинатHO-CH2-CH2-O CПолиэфирг1олиэ тил енбутилен гликольадипинат
орполимер
1,4-бутандиол
1,4-диазабицикло-2,2,2 -октан
-2,2
вода
Таблица 1
Вещество (СН2),-С-О 0 п (CH2)i,-c-O
НО-СН2-СН2-СН2-СН2-ОН
СН - СН. Ы СН2 - CH2-N СН2 -
Активатор 1880 N С О (снг)- с- о - (cH2)j,- oj-|c ДесмоДУР 1753 0о CH2)/,-C-0-(CH2)2-OJ; cДесмоH2-0 Hфен 1723
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок | 1985 |
|
SU1340886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ СО СЛОЖНЫМ ПОВЕРХНОСТНЫМ РЕЛЬЕФОМ | 1990 |
|
RU2007256C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ НА ЦЕМЕНТНОМ СВЯЗУЮЩЕМ ДЛЯ ПРОИЗВОДСТВА ТОЧНЫХ ОТЛИВОК | 2007 |
|
RU2326750C1 |
| Способ получения гипсовых моделей | 1988 |
|
SU1641500A1 |
| ЛИТЬЕВАЯ ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2088619C1 |
| СМЕСЬ НАЛИВНАЯ С ПОВЫШЕННОЙ ТЕРМОХИМИЧЕСКОЙ УСТОЙЧИВОСТЬЮ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ФОРМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427441C1 |
| Способ изготовления формы для получения копий художественных изделий | 1986 |
|
SU1466961A1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2252103C1 |
| Композиция для формования подошв обуви | 1980 |
|
SU905242A1 |
| СПОСОБ ИЗГОТОВЛЕПИЯ ОДНОСЛОЙНЫХ КЕРАМИЧЕСКИХФОРМ | 1972 |
|
SU349467A1 |
САМОТВЕРДЕНЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНЫХ ФОРМ ПРИ ПРОИЗВОДСТВЕ КОПИЙ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ И ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ, включающая огнеупорный материал и полимерное соединение, о т л ич. а ю щ а я с -я тему что, с цегъю повьшения срока службы эластичных форм и размерной точности получаемых копий и вьтлавляемых моделей, в качестве полимерного соединения она содержит полиуретан в виде 4,4 -дифенилметандиизоцианата и полиэтиленбутиленгликольадипината в соотношении 2:1, полиэфир в виде полиэтиленбутиленгликольадипината, форполимер в виде смеси 1,4-бутандиола, 1,4-диазаби1Щкло-2,2 ,2 -октана и воды в соотношении соответственно 1,35:1:1,5, а в качестве огнеупорного материала - пылевидный графит, при следующем соотношении ингредиентов, мае.ч.: Полиуретан указанного вида 47,7-48,7 Полиэфир указанного (Л вида 43,6-44,6 Форполимер указанного вида7,2-8,2 Пылевидный 5-20 графит со со 4 to 4ib
Десмодур 1753 47,2 47,7 47,7 . 47,7 48,2 48,2 48,7 Десмофен 1723 44,6 43,6 45,1 44,1 46,6 44,1 44,1 Активатор 1880 8,1 8,7 7,2 8,2 7,2 7,7 7,2
Графит пы10левидный
Таблица 2
48,8 48,7 48,7 49,2
43,6 43,1 44,6 43,6
7,7 8,2 6,7 7,2.
20
25
10 35
20
15 Поверх- ПодкоркоКачествоформ ность вые пузырьпслая ри,выходящие местами на,поверхностьСпособ изготовления выплавляемых моСвободделейной заливкоймодельнойкомпозиции
Табли. ца 3
Рельеф четкий, но в процессе эксплуатации форм происходит его сглаживание за счет вьпсрашивания. Структура микропористаяРельеф Рельеф Рельеф четкий, четкий, четкий.Структура миПоверх-Струк- кропористая ност- тура ньй мелкослой пористонкий. тая,в Струк- центретура среднекруп- ячеиснояче- тая не истая равномернораспределеннаяСвободной заливкой или запрессовкой модельной композиции
| Оболенцев Ф.Д., Иванова Л.А., Каркин В.И | |||
| и Попов С.В | |||
| О технологии художественного литья | |||
| - Литейное производство, 1981, № 3 | |||
| Способ изготовления форм для отливки гипсовых и цементных архитектурных деталей | 1950 |
|
SU91258A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
