f
Изобретение относится к обработке металлов давлением и может быть использовано при резке труб в цехах металлургических и машиностроительных заводов.
Цель изобретения - повьшение надежности инструмента для разделения труб за счет исключения соударения ножей.
На фиг. 1 изображен общий вид инструмента к штампу для разделения труб на фиг. 2 - вид А на фиг. 1, на фиг. 3 - нож инструмента на фиг. 4 - сечение Б-Б на фиг. 3} на фиг.5 - узел 1 на фиг. 2.
Инструмент состоит из оправки 1, помещаемой внутрь разрезаемой трубы 2, ножей 3, размещенных диаметрально относительно профиля. Каждьш из ножей изготовлен в виде прямоугольной пластины, по середине одной из сторон которой выполнен сквозной паз. Причем паз одного из ножей имеет кольцевую форму, а другого арочную. Центр радиуса паза первого ножа лежит на середине сторны пластины, а центр радиуса второго смещен перпендикулярно стороне в направлении тела пластины на расстояние равное С . Радиус скругления паза равен половине внутреннего диаметра разрезаемой трубы, а расстояния между вертикальными прямолинейными участками паза соответствуют внутреннему диаметру разрезаемой трубы. Заточка режущих кромок имеет форму клина, режущие грани 4 и 5 которого имеют в развертке форму равнобедренных трапеций, а в поперечном сечении клин имеет форму равнобедренных треугольников с острым углом между режущими гранями. При пересечении режущие грани 4 и 5 паза образуют внутреннюю кромку 6 с кольцевым и вертикальным участком Аналогично режущими гранями 7 и 8, лежащими по обе стороны паза по все длине стороны пластины, образуются внешние прямолинейные режущие кромки 9, В месте пересечения внутренние и внешние кромки закруглены.
94902
Режупще кромки ножей имеют радиус скругления RJ (фиг. 5).
Инструмент к штампу для разделения труб работает следующим образом.
5 Во время резки ножи 3, расположенные диаметрально, йеремещаются навстречу один другому. Внедрение ножей в трубу 2 начинается в месте пересечения внутренних
10 6 и внешних 9 режущих кромок. Внешние режущие горизонтальные кромки 9 внедряются в стенку трубы на участке между ножами, срезая сегмент с высотой, равной толщине стенки трубы.
15 По мере сведения ножей 3 вступают в контакт с трубой внутренние режущие кромки 6. Когда внутренние режущие кромки 6 полностью вступают в контакт с трубой 2, усилие резки начинает быстро возрастать. Дальнейшее перемещение приводит к разрушению трубы, причем величина этого перемещения меньше толщины, стенки разрезаемой трубы. Разрушение вызывается
25 высокой степенью растягивающих напряжений, а его начало зависит от вязкости материала разрезаемой трубы. При полном сведении ножи 3 перекрываются, в результате разнесения
30 их вдоль оси проката, и область
пластического внедрения ножей замыкается по всему наружному периметру. Дпя исключения контакта режущих кромок ножей достаточно сместить их ,
, один относительно другого на величину . При этом длина внутренней режущей кромки одного из ножей увеличивается на величину 2 2a(tgo(.).
Q В результате разнесения ножей исключается возможность их контактирования режущими кромками, выкрашивание и смятие режущих кррмок, и как следствие, повьщ1ается надеж., ность работы инструмента.
По сравнению с известным устройством использование предлагаемого изобретения позволяет повысить надежность инструмента для резки труб
за счет исключения соударения ножей.
фмг.г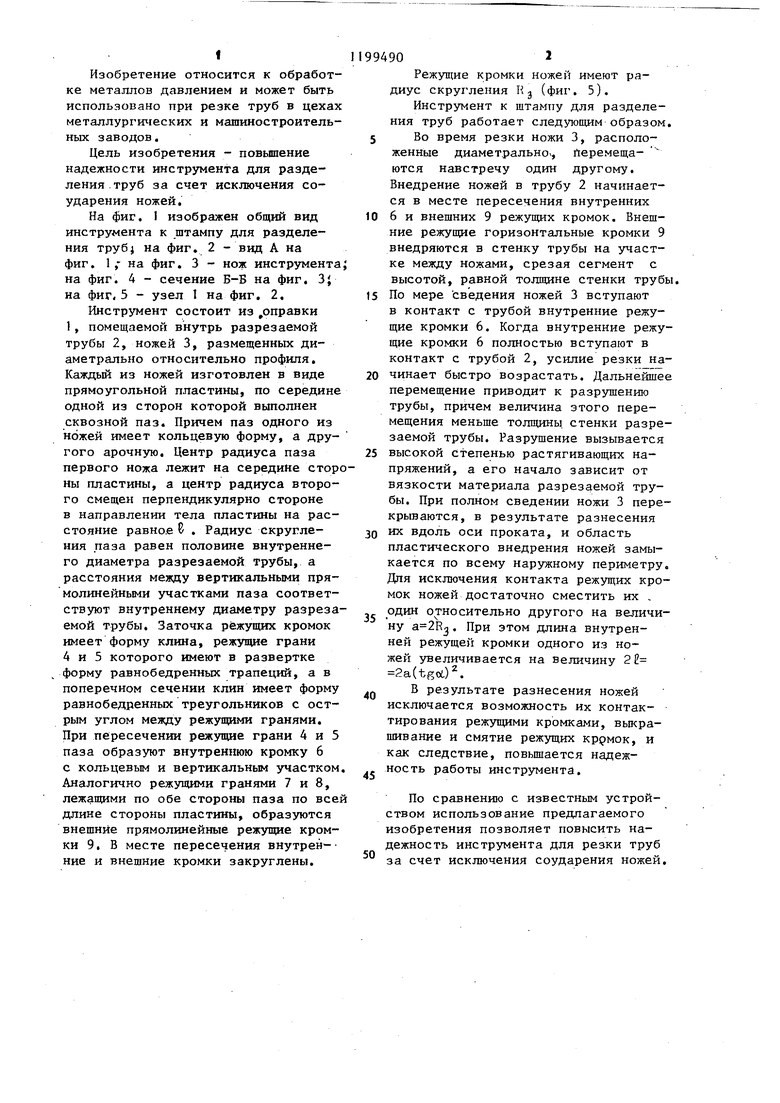
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий инструмент к штампу для резки труб | 1980 |
|
SU959935A1 |
| Инструмент для резки труб | 1982 |
|
SU1087273A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ РАЗДЕЛЕНИЯ ЭЛАСТИЧНОГО СОЕДИНЕНИЯ СТЕКЛА С КОРПУСОМ АВТОМОБИЛЯ | 1999 |
|
RU2178733C2 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| НАБОР ДЛЯ КАРВИНГА | 2005 |
|
RU2284898C1 |
| СПОСОБ РАЗДЕЛКИ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2057388C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2709187C1 |
| ИЗМЕЛЬЧИТЕЛЬ БАРАБАННЫЙ | 2005 |
|
RU2312707C2 |
ИНСТРУМЕНТ К ЖАМПУ ДЛЯ РАЗДЕЛЕНИЯ Т1РУБ, содержащий фасон ные ножи, каждый из которых вьтол нен с кольцевыми и торцовыми рабо чими гранями, образзтощими в поперечном сечении двусторонний симФ /г. 1 метричный клин, отличающийся тем, что, с целью повышения надежности за счет исключения соударения ножей, кольцевые и торцовые рабочие грани ножей сопряжены между собой по цилиндрической поверхности, ножи смещены один относительно другого в направлении подачи разрезаемой -трубы на величину, равную удвоенному радиусу сопряжения рабочих граней, а один из ножей вьшолнен с двумя дополнительными прямолинейными рабочими участками, параллельными между собой, грани которых сопряжены с кольцевыми и торцовыми гранями и имеют длину, равную отношению величины смещения ножей к тангенсу половины угла при вершине клина..
| Рабочий инструмент к штампу для резки труб | 1980 |
|
SU959935A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
