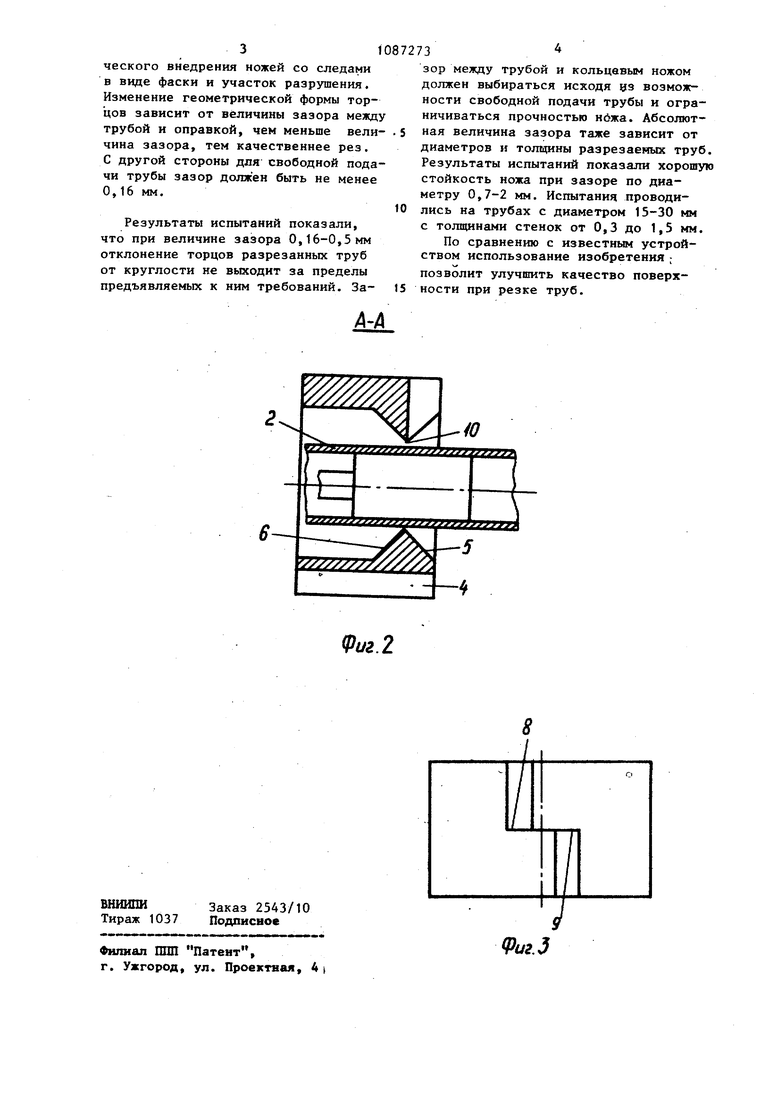
11 Изобретение относится к обработк металлов давлением и может быть использовано в заготовительном производстве машиностроительных заводо при резке труб на заготовки. Известен инструмент для резки труб в виде кольца с V-образной кол цевой замкнутой режущей поверхность Режущая кромка располагается внутри втулки и плоскость, проходящая чере режущую кромку, перпендикулярна оси втулки. Резка производится вдавливанием клинового инструмента в тело трубы без подпора изнутри путем вращения кольца относительно трубы с одновременньм р.адиальным перемеще нием к центру трубы. В момент резки нож образует клиновую канавку, которая постепенно углубляется и ра ширяется с увеличением радиальной подачи инструмента lj , Недостатком этого инструмента является искажение геометрической формы торца трубы, так как резка осуществляется без подпора изнутри. Наиболее близким решением к изоб ретению по технической сущности и достигаемому результату является инструмент для резки труб, содержащий корпус с кольцевым режущим элементом с сечением в форме клина,. расположенным перпендикулярно оси разрезаемой трубы, и оправку 2. Однако при разрезании трубы известным инструментом нет полного ох вата периметра поперечного сечения трубы режущей части инструмента, что снижает качества реза. Цель изобретения - улучшение качества реза. Поставленная цель достигается тем, что в инструменте для резки труб, содержащем корпус с кольцевым режущим элементом с сечением в фор ме клина, расположенным перпендику лярно оси разрезаемой трубы, и оправку, корпус выполнен в виде разрезной втулки, разрез втулки вьтол нен ступенчатьм со взаимно перекрьга ющимися выступами, расположенными плоскости кромки режущего элемента На боковой поверхности раэрезно втулки могут быть выполнены радиально расположенные сквозные пазы. На фиг. 1 изображен инструмент резки труб, общий вид; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 форма разреза втулки инструмента. 3 Рабочий инструмент содержит оправку 1, помещенную внутри разрезаемой трубы 2, и корпус 3, охватывакмций трубу по периметру поперечного сечения. Корпус 3 выполнен в ви де разрезной втулки с радиальными пазами 4 для уменьшения жесткости сечения корпуса. Внутренняя поверхность ножа затачивается. Заточка имеет форму клина, режущие грани 5 и 6 которого имеют в развертке форму равнобедренных трапеций, а в поперечном сечении клин имеет форму равнобедренного треугольника. При пересечении режущие грани 5 и 6 корпуса образуют внутреннюю кольцевую режущую кромку 7. В месте разреза втулки режущие грани 5 и 8, 6 и 9 образуют две режущие кромки 10 и 11, которые перекрывают друг друга. В поперечном сечении клин, образованный режущими гранями 5 и 8, 6 и 9, имеет форму прямоугольного треугольника. Режущие грани 8 и 9 являются катетами прямоугольных треугольников, которые плотно прилегают один к другому. Инструмент для резки труб работает следующим образом. Во время резки корпус 3 охватывает трубу в поперечном сечении с зазором, необходимым для свободной подачи трубы 2 и обеспечивакмцим прорезание стенки трубы при определенной допустимой величине сведения jKopnyca. При сведении корпуса 3 уменьшается внутренний диаметр кольца, режущие кромки 7, 10 и 11 начинают внедряться в трубу 2. Происходит пластическое внедрение режуще кромки инструмента в тело трубы по всему периметру его поперечного сечения . При этом режущие кромки 10 и 11 перемещаются навстречу друг другу по граням 8 и 9. Между режуп1ими кромками 10 и 11 должен быть обеспечен минимально возможный зазор. При полном вступлении в контакт с трубой 2 режущих кромок 7, 10 и 11 корпуса 3 и учитьгаая то, что резка труб происходит на оправке 1, помещенной внутри трубы 2, в зоне резания создаются высокие растягивающие напряжения, которые вызывают возникновение трещин с последующим разрушением, причем режущие грани с оправкой не соприкасаются. На торцах разрезных труб имеется участок пластнческого внедрения ножей со следами в виде фаски и участок разрушения. Изменение геометрической формы торцов зависит от величины зазора между трубой и оправкой, чем меньше величина зазора, тем качественнее рез. С другой стороны для свободной подачи трубы зазор должен быть не менее 0,16 мм.
Результаты испытаний показали, что при величине зазора 0,16-0,5 мм отклонение торцов разрезанных труб от круглости не выходит за пределы предъявляемых к ним требований. Зазор между трубой и кольцевым ножом должен выбираться исходя 0з возможности свободной подачи трубы и ограничиваться прочностью нджа. Абсолютная величина зазора таже зависит от диаметров и толщины разрезаемых труб. Результаты испытаний показали хорошую стойкость ножа при зазоре по диаметру 0,7-2 мм. Испытания проводились на трубах с диаметром 15-30 мм с толщинами стенок от 0,3 до 1,5 мм. По сравнению с известным устройством использование изобретения ;
позволит улучшить качество поверхности при резке труб.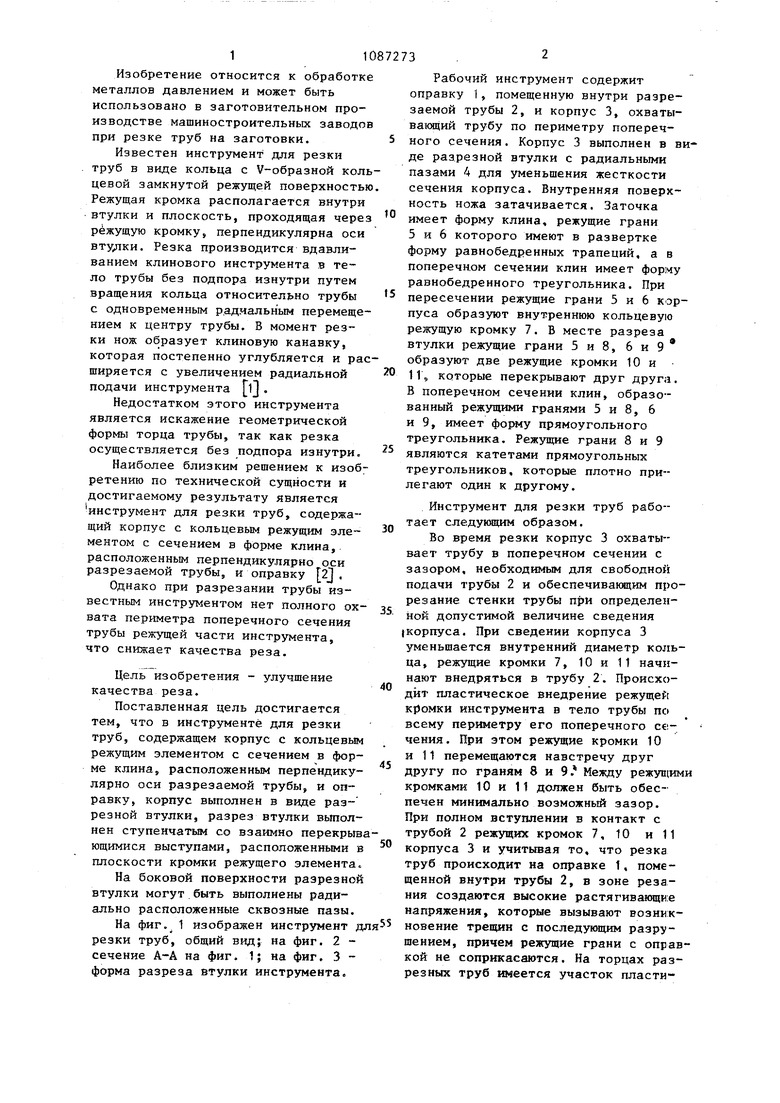
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий инструмент к штампу для резки труб | 1980 |
|
SU959935A1 |
| Инструмент к штампу для разделения труб | 1983 |
|
SU1199490A1 |
| Устройство для резки труб | 1982 |
|
SU1026976A1 |
| Инструмент для резки труб | 1977 |
|
SU689793A1 |
| Устройство для резки проката | 1976 |
|
SU647066A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Устройство для резки труб | 1981 |
|
SU967692A1 |
| Штамп для резки профильного материала | 1983 |
|
SU1100052A1 |
| Устройство для резки труб | 1985 |
|
SU1338981A1 |
| Способ безотходной резки труб и устройство для его осуществления | 1980 |
|
SU935218A1 |
1. ИНСТРУМЕНТ ДЛЯ РЕЗКИ ТРУБ, содержащий корпус с кольцевым режущим элементом с сечением в форме клина, расположенным перпендикулярно оси разрезаемой трубы, и оправку, отличающийся тем, что, с целью улучшения качества реза, корпус выполнен в виде разрезной втулки, разрез втулки выполнен ступенчатым со взаимно перекрывающимися выступами, расположенными в плоскости кромки режущего элемента. 2. Инструмент по п.1, о т л и чающийся тем, что на боковой поверхности разрезной втулки выЖ полнены радиально расположенные сквозные пазы. IPutf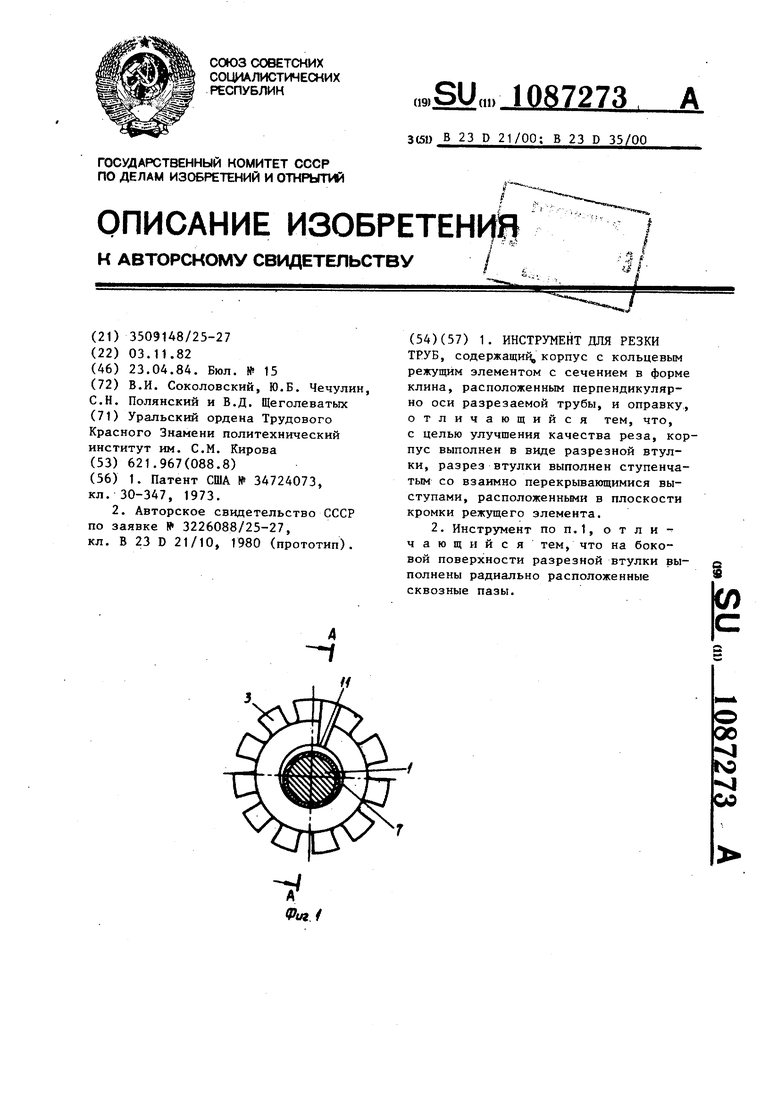
А
Ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 34724073, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3226088/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| д | |||
