Изобретение относится к инструментам и может быть использовано в качестве ножа для резки различных полимерных материалов, преимущественно для отрезания клеевого полимерного соединения лобового стекла автомобиля с его корпусом.
Известны U-образные и L-образные ножи, предназначенные для резки полимерного клеевого уплотнения лобового стекла автомобиля, которые приводятся в действие от осциллирующего механизма, обеспечивающего возможность совершать колебания лезвию в направлении резания.
Так известен нож для резки полимерного соединения стекла автомобиля с его корпусом, лезвие которого содержит зубцы, выполненные на его режущей кромке (DE, С1, 19613538).
Эффективность применения зубчатых ножей для резания упроговязких материалов обусловлена падением нормального давления резания при использовании зубьев, а также чистотой получаемого среза.
Однако в известном техническом решении зубья выполнены посредством крутых канавок, не простирающихся по всей плоскости ножа (вдоль плоскости резания), что увеличивает прикладываемые усилия для осуществления процесса резания. Кроме того, выполнение таких канавок не является технологичным для использования ножей с двумя противоположно расположенными режущими кромками, т. к. необходимо последовательно выполнять в разных производственных циклах дугообразные зубья на каждой режущей кромке. Основным ограничением является недолговечность ножа, поскольку по мере износа лезвия и выработки его материала изменяется глубина канавки и в пределе они могут исчезнуть, и такой нож нельзя подвергнуть обычной заточке режущей кромки в процессе ее износа.
Известен также резец для отделения полимерного соединения стекла автомобиля с корпусом, который выполнен из единой изогнутой пластины U-образным, а лезвие которого выполнено L-образным (ЕР, В1, 0294617).
Преимуществом этого устройства является возможность срезки полимерного материала лезвием в двух плоскостях резания, когда полимерный материал расположен за торцом стекла. Лезвие устройства состоит из двух частей, внешней и внутренней, переходящих одна в другую, при этом их вытянутые режущие кромки также сопряжены друг с другом. Режущие стороны лезвия имеют в поперечном сечении обоюдовыпуклую форму, а части лезвия находятся по отношению друг к другу преимущественно под прямым углом.
В области перегиба лезвия возникают значительные напряжения, которые в процессе эксплуатации ножа приводят к его разрушению и снижают долговечность устройства. Затруднено погружение лезвия в полимерный материал, что вызывает неоднородность глубины среза по толщине полимерного материала. Поскольку нож в целом выполнен U-образным, а лезвие L-образным, то нагрузки, прикладываемые со стороны ручного осциллирующего механизма вследствие его перемещения вдоль поверхности стекла, передаются непосредственно на лезвие, что также сокращает срок эксплуатации ножа и приводит к его преждевременной поломке в области изгиба. Кроме того, в конструкции необходимо использовать специальный ограничитель, фиксирующий глубину резания. Обоюдовыпуклая симметричная форма поперечного сечения лезвия с вытянутыми режущими кромками имеет повышенное трение с эластичным клеевым материалом, что снижает скорость резания и повышает износ инструмента. Основным же ограничением при эксплуатации является резкий переход внешней и внутренней частей лезвия, что вызывает увеличение концентрации напряжений, приводит к затруднению повторной заточки лезвия, а также приводит к поломкам лезвия в месте его изгиба.
Известен режущий инструмент для разделения эластичного соединения стекла с корпусом автомобиля, содержащий пластину, которая изогнута в продольном сечении в виде двух колен и перемычки между ними, при этом одно из колен выполнено с возможностью закрепления на осциллирующем инструменте, а другое колено, расположенное противоположно ему, выполнено в виде лезвия (ЕР, В1, 0369390).
Нож в этом техническом решении выполнен U-образным, а лезвие выполнено с прямолинейными режущими кромками и обоюдовыпуклым в поперечном сечении. Такой нож предназначен только для резки полимерного материала, не выходящего за торец стекла автомобиля, поскольку лезвие выполнено только на колене, расположенном противоположно колену, предназначенному для крепления к приводному валу осциллирующего инструмента.
Ножи U-образной формы имеют в зоне перехода от перемычки к лезвийной части радиус изгиба, величина которого обусловлена способностью стали к пластическому деформированию. Стали для лезвий обладают посредственной пластичностью, что требует применять радиус изгиба перемычки в зоне перехода к лезвию величиной, равной от 1,2 до 1,8 от толщины исходной пластины. Однако выполнение таких радиусов в зоне изгиба лезвия и перемычки приводит к тому, что значительно ослабляется основание лезвия, а это приводит к разрушению ножа при его эксплуатации. Кроме того, радиусная зона в основании лезвия не может быть эффективно заточена, так как при этом дополнительно ослабляется основание лезвия.
При работе такого режущего инструмента от ручного осциллирующего инструмента необходимо соблюдать точное расположение лезвийной части относительно кромки стекла, а все усилия, прикладываемые на осциллирующий инструмент или дополнительные усилия, связанные с неточностью положения осциллирующего инструмента относительно поверхности стекла, передаются непосредственно на лезвие, что приводит к его дополнительным непредусмотренным изгибам и поломкам в основании лезвия. Также как и в предыдущем устройстве обоюдовыпуклая симметричная форма лезвия имеет повышенное трение с эластичным клеевым материалом, что снижает скорость резания и повышает износ инструмента. Основным же ограничением при эксплуатации является резкий переход лезвия к перемычке, что вызывает увеличение концентрации напряжений, приводит к затруднению повторной заточки лезвия, а также приводит к поломкам лезвия в месте его изгиба.
В основу настоящего изобретения поставлена задача создания режущего инструмента, в котором пластина и лезвие были выполнены такой формы, чтобы уменьшить нагрузки на основание лезвия и увеличить его стойкость и скорость резания, и таким образом повысить надежность функционирования и срок эксплуатации устройства.
Для решения этой поставленной задачи пришлось отказаться от традиционной формы пластины и лезвия.
Поставленная задача решается тем, что в известном режущем инструменте для разделения эластичного соединения стекла с корпусом автомобиля, содержащем пластину, которая изогнута в продольном сечении в виде двух колен и перемычки между ними, причем одно из колен выполнено с возможностью закрепления на осциллирующем инструменте, а другое колено, расположенное противоположно ему, выполнено в виде лезвия, согласно изобретению пластина изогнута в продольном сечении W-образно с скругленными углами и выполнена с возможностью размещения ее промежутка V-образной части W-образной пластины под торцом стекла, а лезвие выполнено по меньшей мере на части упомянутой V-образной части W-образной пластины.
Возможен дополнительный вариант выполнения режущего инструмента, в котором целесообразно, чтобы лезвие было выполнено на внешнем колене упомянутой V-образной части W-образной пластины, расположенном на наибольшем расстоянии от колена, предназначенного для закрепления на осциллирующем инструменте, а перемычка была выполнена в продольном сечении волнисто-образной формы на Λ-образной части W-образной пластины.
При этом возможны дополнительные варианты, в которых целесообразно, чтобы:
- радиус округления перемычки в месте ее сопряжения с лезвием был выполнен большим, чем толщина стекла;
- радиусы скругления углов перемычки вне лезвия выбраны меньшими, чем толщина стекла автомобиля;
- глубина изгиба лезвия и перемычки в месте их сопряжения была бы выполнена большей, чем глубины изгиба перемычки в других местах;
- в месте изгиба перемычки были выполнены ребра жесткости, расположенные вдоль продольного сечения пластины.
Возможен дополнительный вариант выполнения режущего инструмента, в котором целесообразно, чтобы лезвие было выполнено в продольном сечении в форме отрезка параболы V-образным на упомянутой V-образной части W-образной пластины, а перемычка выполнена в продольном сечении волнисто-образной формы на другой V-образной части W-образной пластины.
При этом также возможны дополнительные варианты, в которых целесообразно, чтобы:
- скругление угла лезвия, описанное отрезком параболы, было выбрано большим, чем толщина стекла;
- радиусы скругления углов перемычки вне лезвия выбраны меньшими, чем толщина стекла автомобиля;
- глубина изгиба лезвия была выполнена большей, чем глубины изгиба перемычки;
- в месте изгиба перемычки были выполнены ребра жесткости, расположенные вдоль продольного сечения пластины.
Возможны дополнительные варианты выполнения инструмента, в которых целесообразно, чтобы:
- толщина и/или ширина перемычки были выполнены большими, чем толщина и/или ширина лезвия, соответственно;
- противоположные края лезвия и перемычки были размещены в плоскостях, которые были бы расположены относительно продольного сечения под острым углом в направлении конца лезвия;
- противоположные края лезвия и перемычки были размещены в плоскостях, которые были бы расположены относительно продольного сечения параллельно;
- режущая кромка лезвия была выполнена с одного края пластины;
- режущая кромка лезвия была выполнена с обоих противоположных краев пластины;
- лезвие было выполнено на внешней поверхности и внутренней поверхности в своем поперечном сечении выпуклым, причем радиус выпуклости внутренней поверхности лезвия был выбран большим, чем радиус выпуклости внешней поверхности лезвия, и на внутренней поверхности лезвия были бы выполнены канавки, простирающиеся в поперечном направлении лезвия от одного края пластины до другого с образованием на режущей кромке лезвия зубцов;
- лезвие было выполнено на внешней поверхности в своем поперечном сечении выпуклым, а на внутренней поверхности прямолинейным, причем на внутренней поверхности лезвия выполнены канавки, простирающиеся в поперечном направлении лезвия от одного края пластины до другого с образованием на режущей кромке лезвия зубцов.
В дополнение к двум последним вариантам возможны варианты, в которых:
- канавки в своем поперечном сечении были выполнены скругленной формы;
- канавки в своем поперечном сечении были выполнены прямоугольной формы;
- канавки в своем поперечном сечении были выполнены треугольной формы;
- канавки в своем поперечном сечении были выполнены трапецеидальной формы;
- канавки были выполнены в виде волнистой поверхности на внутренней поверхности лезвия.
За счет выполнения пластины в продольном сечении W-образной с возможностью введения ее колена V-образной части за стекло и размещения самой V-образной части под торцом стекла, (т. е. V-образным промежутком между внутренней и внешней поверхностью стекла), а также за счет выполнения лезвия непосредственно на введенной под стекло V-образной части пластины удалось решить поставленную задачу.
Указанные преимущества, а также особенности настоящего изобретения поясняются вариантами его выполнения со ссылками на прилагаемые чертежи.
Фиг. 1 изображает продольное сечение режущего инструмента в рабочем положении и закрепленном на осциллирующем инструменте;
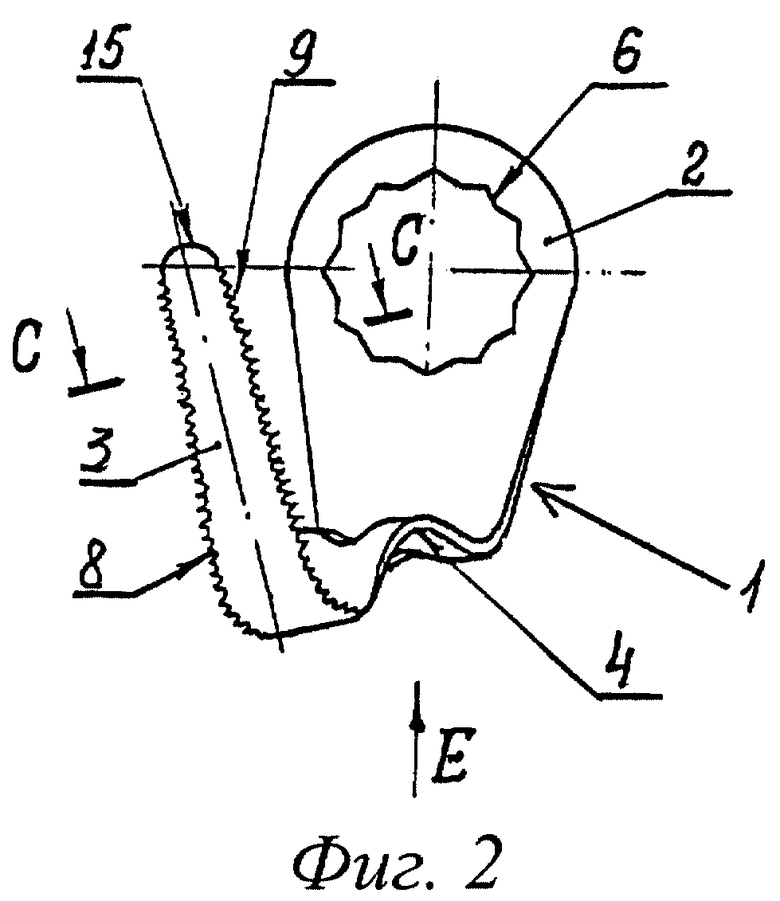
фиг. 2 - вид непосредственно на режущий инструмент по стрелке А на фиг. 1;
фиг. 3 - вид на режущий инструмент по стрелке Е на фиг. 2;
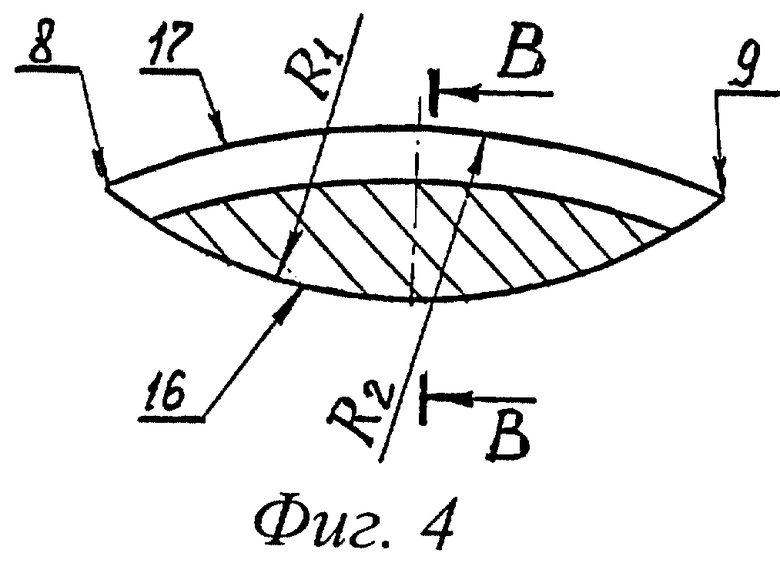
фиг. 4 - сечение С-С на фиг. 2 (увеличено) при выполнении внешней и внутренней поверхности лезвия выпуклыми;
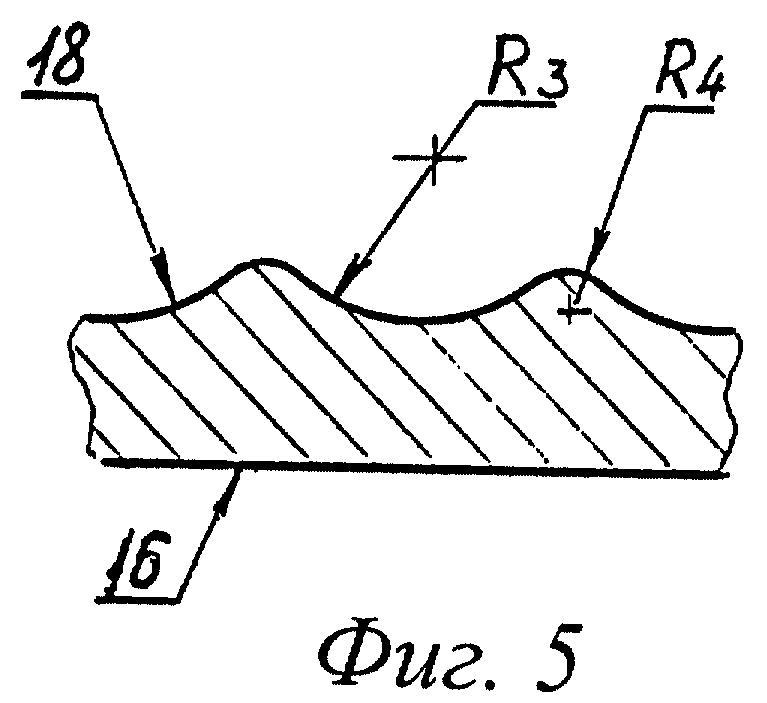
фиг. 5 - сечение В-В на фиг. 3 (увеличено) при выполнении внутренней поверхности лезвия волнистой;
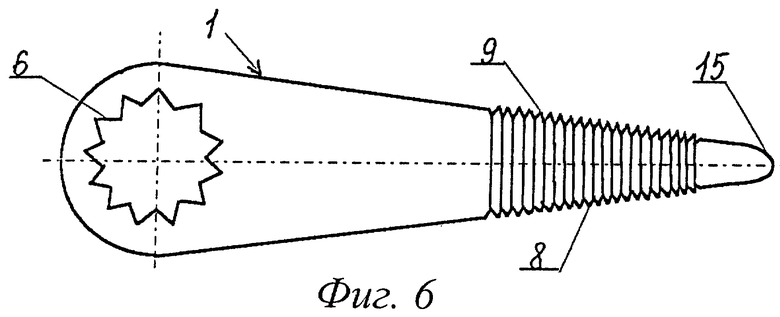
фиг. 6 - развертка режущего инструмента, один из вариантов;
фиг. 7 - то же, что фиг. 6, другой вариант;
фиг. 8 - сечение С-С на фиг. 2 при выполнении внешней поверхности лезвия выпуклой, а внутренней плоской;
фиг. 9 - сечение D-D на фиг. 8 при выполнении канавок скругленной формы;
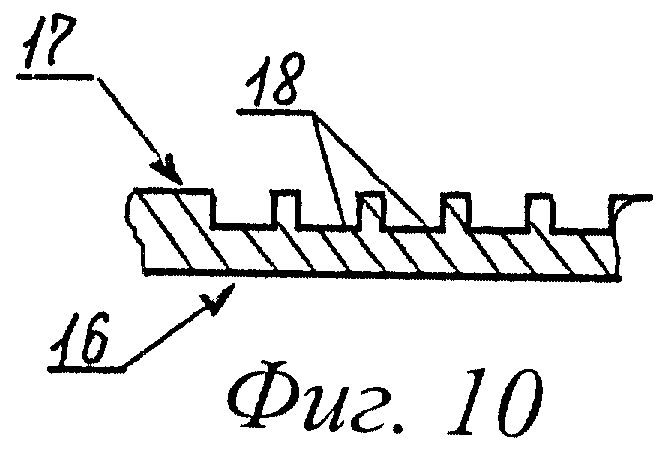
фиг. 10 - то же, что фиг. 9 при выполнении канавок прямоугольной формы;
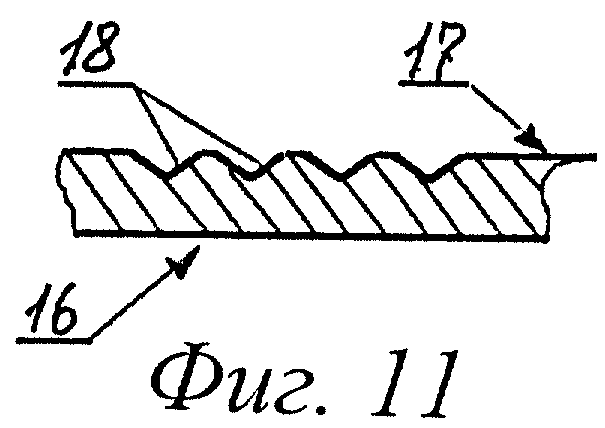
фиг. 11 - то же, что фиг. 9 при выполнении канавок треугольной формы;
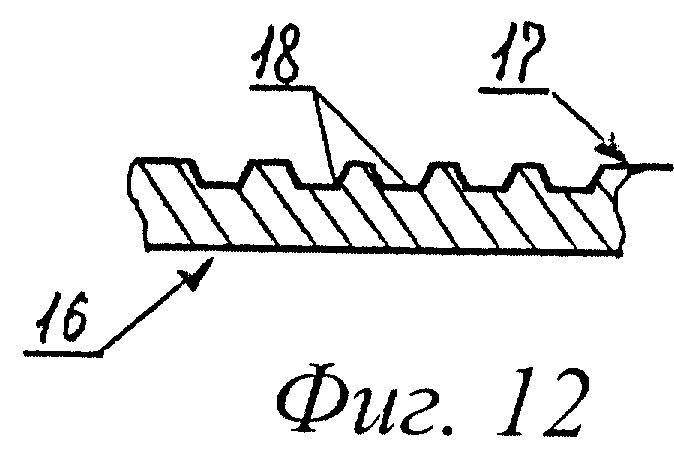
фиг. 12 - то же, что фиг. 9 при выполнении канавок в форме трапеции.
Режущий инструмент для разделения эластичного соединения стекла с корпусом автомобиля (фиг. 1,2) выполнен из пластины 1, которая изогнута в продольном сечении в виде двух колен 2,3 и перемычки 4 между ними. Одно из колен 2 выполнено с возможностью закрепления на осциллирующем инструменте 5, например, с помощью отверстия 6 (фиг. 2) и гайки 7 (фиг. 1). Другое колено 3, расположенное противоположно ему, выполнено в виде лезвия с режущей кромкой 8 для осуществления резания в одном направлении или двумя режущими кромками 8 и 9 для осуществления резания в обоих направлениях (фиг. 2). Пластина 1 (фиг. 1,2) изогнута в продольном сечении W-образно с скругленными углами и выполнена такими размерами, при которых обеспечена возможность введения промежутка ее V-образной части под торец стекла 10 (фиг. 1). Лезвие выполнено по меньшей мере на части упомянутой V-образной части W-образной пластины 1, вводимой под стекло 10. На фиг. 1 также показаны корпус 11 автомобиля и уплотнение 12 (разрезаемое режущим инструментом - эластичное и клеевое).
Выполнение пластины W-образной с большим радиусом изгиба, обеспечивающим возможность введения V-образной части коленом 3 за стекло 10, а промежутка V-образной части под торец стекла 10 позволило снизить концентрацию напряжений в области основания лезвия, а также создать за счет W-образной конфигурации пластины 1 своеобразные ребра жесткости, расположенные в поперечной плоскости пластины 1 по линиям ее изгиба, что также позволило повысить жесткость инструмента в плоскости осцилляции. Волнисто-образная перемычка 4 с большим радиусом основания колена 3 (радиусом основания лезвия) и малыми радиусами изгиба на остальной части перемычки 4 позволяет осуществлять пластине 1 компенсационное скручивание относительно своей продольной оси. Такая конструкция позволяет колену 3 (а следовательно, и лезвию при его выполнении только на этом колене или на V-образной части пластины, вводимой под стекло 10) самоустанавливаться в плоскость наименьшего сопротивления эластичного материала уплотнения 12.
В зависимости от вида разрезаемого уплотнения 12 возможно выполнение режущего инструмента двух конструкций. Первая конструкция, когда уплотнение 12 не выходит за торец стекла 10 ( на фиг. 1 не показано), имеет лезвие, не выходящее на изгиб колена 3 подобно описанному (ЕP, B1, 0369390). При этом лезвие выполнено только на колене 3 с внешней стороны упомянутой V-образной части W-образной пластины 1. В этом случае лезвие выполнено на колене 3, расположенном на наибольшем расстоянии от колена 2, предназначенного для закрепления на осциллирующем инструменте 5, и определяется только продольными длинами режущих кромок 8 и 9, выполненными не выходящими на изгиб. Перемычка 4 в этой конструкции выполнена в продольном сечении волнисто-образной формы на оставшейся средней Λ-образной части W-образной пластины 1. Форма перемычки 4 может быть близка к синусо-образной (фиг. 1,2).
Радиус скругления перемычки 4 в месте ее сопряжения с лезвием выполнен большим, чем толщина стекла 10, что позволяет дополнительно снизить напряжения в основании лезвия.
Радиусы скругления углов перемычки 4 вне основания лезвия могут быть выбраны меньшими, чем толщина стекла 10 автомобиля, поскольку их приходится два на один изгиб под стекло 10. При этом практически эти радиусы могут быть выбраны 1,2-1,8 от толщины пластины 1 для удовлетворения при функционировании пластины 1 условию пластической деформации. Исходя из этих же условий глубина изгиба лезвия и перемычки 4 в месте их сопряжения выполнена большей, чем глубины изгиба перемычки 4 в других местах, например, чем глубина центрального изгиба и глубина изгиба у колена 2, предназначенного для закрепления на осциллирующем инструменте. При этом пластина 1 утрачивает свою симметричную форму, однако сохраняется ее общая W-образность для выполнения функций компенсации изгиба с большим радиусом.
В зависимости от используемого материала пластины 1 для ослабления ее пружинящих свойств и препятствованию при эксплуатации деформации пластины 1 в направлениях, ортогональных направлениям изгиба пластины 1, в месте изгиба перемычки 4 могут быть выполнены ребра 13, 14 жесткости, расположенные вдоль продольного сечения пластины 1 (фиг. 1 и 3). Такие ребра жесткости технологически могут быть получены деформацией пластины 1 в вершинах изгиба перемычки.
Если уплотнение 12 выходит за торец стекла 10 (фиг. 1), то во второй конструкции лезвие выполнено в продольном сечении в форме V-образного отрезка параболы на упомянутой V-образной части W-образной пластины 1, а перемычка 4 выполнена в продольном сечении волнисто-образной формы на другой V-образной части W-образной пластины 1. В этом случае длина лезвия простирается на первый изгиб и с изгиба лезвие плавно переходит в перемычку 4. Так как лезвие выполнено по параболической кривой, то отсутствует необходимость сопряжения режущих кромок 8 или 9 различных частей, подобно описанному (ЕР, В1, 0294617), поскольку отдельные сопрягаемые части отсутствуют.
Профиль лезвия, выполненный по параболической кривой, позволяет осуществить плавный переход его в волнисто-образную перемычку 4 и обеспечить как надежность от поломок, так и удобство при затачивании.
Если ось симметрии V-образного лезвия принять за ось Y, а ось Х будет ей соответственно перпендикулярна, то параболическую зависимость, описывающую профиль лезвия 3, можно представить функцией: Y = АХ2, где значения А определяются в зависимости от толщины стекла 10 и находятся в пределах для существующих автомобильных стекол в пределах от 0,6 до 2,1.
В отличие от ранее известных конструкций в заявленном режущем инструменте отсутствует увеличение концентрации напряжений в основании лезвия.
Также как и для заявленной первой конструкции с лезвием, не простирающимся на изгиб, и в данной усовершенствованной конструкции возможно, чтобы округление угла лезвия, описанное отрезком параболы, было выбрано большим, чем толщина стекла 10 (фиг. 1). При этом радиусы скругления углов перемычки 4 вне лезвия могут быть выбраны меньшими, чем толщина стекла 10 с сохранением всех дополнительных присущих первой заявленной конструкции свойств. Глубина изгиба лезвия может быть выполнена большей, чем глубины изгибов перемычки 4, в месте изгиба перемычки 4 могут быть выполнены ребра 13 и 14 (фиг. 3) жесткости, расположенные вдоль продольного сечения пластины 1.
Таким образом, для решения поставленной задачи как для первого и второго заявленного вариантов необходимо и достаточно, чтобы пластина 1 была изогнута в продольном сечении W-образно с скругленными углами и выполнена с возможностью введения ее промежутка V-образной части под торец стекла 10, а лезвие было выполнено по меньшей мере на части упомянутой V-образной части W-образной пластины.
Толщина и/или ширина перемычки 4 выполнены большими, чем толщина и/или ширина лезвия соответственно. За счет снижения толщины и/или ширины лезвия относительно толщины и/или ширины перемычки 4 при снижении концентрации напряжений в основании лезвия удается повысить режущее качество и долговечность режущего инструмента.
В развертке (фиг. 6) пластины 1 края лезвия и перемычки 4 могут быть сопряжены по прямым линиям (при изгибе пластины они лежат в противоположных плоскостях), при этом их противоположные края расположены относительно продольного сечения под острым углом в направлении конца 15 лезвия (фиг. 2, 3, 6). В этом случае ширина лезвия и перемычки плавно увеличивается в сторону колена 2, которое также может быть выполнено с плавно увеличивающейся шириной под габариты отверстия 6. За счет такого плавного увеличения ширины пластины 1 от конца 15 лезвия к колену 2 с отверстием 6 удается равномерно разгрузить режущий инструмент от неравномерных усилий, придаваемых от осциллирующего инструмента 5, изменяющего положение в пространстве его колеблющегося вала относительно плоскости стекла 10 при работе вручную.
Однако поскольку концентрации напряжений в основании лезвия уменьшены и практически отсутствуют, то за счет выполнения у его основания или в его основании изгиба с радиусом или скруглением большим, чем толщина стекла 10, поэтому в развертке (фиг. 7) края лезвия и перемычки 4 могут быть и сопряжены по прямым линиям, которые расположены относительно продольного сечения параллельно (при изгибе пластины 1 противоположные края будут лежать в параллельных плоскостях), а затем уже ширина перемычки 4 выполнена плавно переходящей в необходимую для крепежа ширину колена 2.
Для дополнительного повышения долговечности режущего инструмента лезвие может быть выполнено на внешней поверхности 16 и внутренней поверхности 17 в своем поперечном сечении выпуклым (фиг. 4), причем радиус R2 выпуклости внутренней поверхности 17 лезвия (обращенной к колену 2) выбран большим, чем радиус R1 выпуклости внешней поверхности 16 лезвия (обращенной от колена 2). На внутренней поверхности лезвия выполнены канавки 18 (фиг. 5), простирающиеся в поперечном направлении лезвия от одного края пластины 1 до другого с образованием на режущей кромке 8 и/или 9 лезвия зубцов (фиг. 1, 2, 3). Выполнение канавок 18, простирающимися в поперечном направлении от одного края пластины 1 до другого, позволяет разрезаемому и мелко дисперсионно искрашиваемому материалу уплотнения 12 перемещаться по канавкам 18 в направлении, противоположном направлению резания, и, не оплавляя полимерный материал уплотнения 12, извлекать его стружку по образующимся разрезам материала.
Выполнение внешней 16 и внутренней 17 поверхностей лезвия выпуклыми с различными радиусами R1 и R2 обеспечивает эффект самозаточки лезвия при его эксплуатации, а так как канавки выполнены простирающимися от одного края пластины 1 до другого, то зубцы сохраняют свою форму в процессе износа лезвия. Зубчатая форма режущей кромки 8 и/или 9 лезвия снижает усилие резания эластичного материала. На фиг. 5 канавки 18 выполнены в виде волнообразной внутренней поверхности 17 лезвия. Волнообразная поверхность образована тороидальными поверхностями с радиусами R3 и R4, равными или различными относительно друг друга. Может быть использован и какой-либо иной профиль канавок 18. В пределе радиус R2 может быть выбран много большим, чем R1, так что внутренняя поверхность 17 превращается в плоскость (фиг. 8). Так было исследовано функционирование канавок 18, которые в своем поперечном сечении выполнены на внутренней плоской или выпуклой поверхности 17 с скругленной формы профиля (фиг. 9), прямоугольной формы профиля (фиг. 10), треугольной формы профиля (фиг. 11), трапецеидальной формы профиля (фиг. 12).
Как показали проведенные эксперименты, различный профиль канавок может быть выбран в зависимости от физико-механических свойств разрезаемого материала, однако с точки зрения увеличения скорости резания и износостойкости лезвия наиболее эффективными являются канавки 18, выполненные в виде волнистой поверхности на внутренней поверхности 17 лезвия, причем выпуклую наружную поверхность 16 целесообразно выполнять конической, т. е. сужающейся в сторону конца 15 лезвия. Эффективность канавок 18, выполненных посредством волнисто-образной внутренней поверхности 17, по-видимому обусловлена образующейся формой зубцов и снижением трения на перемещение разрушаемого полимерного материала вдоль канавок 18. В случае выполнения выпуклой наружной поверхности 16 вдоль продольной оси пластины 1 конической, толщина лезвия изменяется от минимальной на его конце 15 до расчетной в зоне соединения с перемычкой 4, равной преимущественно от 0,6 мм до 1,5 или 2 мм. Глубина канавок 18 выбирается от 0,15 до 0,5 мм, в зависимости от используемой марки стали. Толщина пластины 1 в области перемычки 4 и колена 2 может быть выбрана от 1,5 до 2,5 мм. Расстояние между канавками 18 выбирается технологически возможно минимальным.
Работает режущий инструмент следующим образом (фиг. 1, 2).
Лезвие своей V-образной частью с коленом 3, которая совместно с другой V-образной частью, образующей W-образную пластину 1 с коленом 2, закрепляемым на осциллирующем инструменте 5, вводится в уплотнение 12. Пластина 1, закрепленная своим коленом 2 через отверстие 6 на валу осциллирующего инструмента 5, работающего на частотах от 10 до 22 тысяч колебаний в минуту, совершает колебания в направлении плоскости крепления. Осциллирующий инструмент 5 вручную перемещают вдоль контура стекла 10, разрезая лезвием с режущими кромками 8 и 9 полимерное эластичное уплотнение 12. Усилия, прикладываемые к осциллирующему инструменту 5 в процессе резания, передаются через перемычку 4, при этом в уплотнении 12 образуется в зависимости от самого вида уплотнения 12 и формы лезвия прямолинейный или V-образный разрез. При изменении положения вала осциллирующего инструмента 5 относительно контура стекла, поскольку тот перемещается вручную, возникают изгибающие моменты, связанные с положением вала осциллирующего инструмента 5 относительно плоскости стекла 10, которые через перемычку 4 передаются лезвию колена 3. Однако основная часть перемычки 4 находится в воздушном пространстве, а лезвие непосредственно в эластичном материале уплотнения 12, поэтому разрез в уплотнении 12 является своеобразной направляющей, и изгибающие моменты, связанные с неточностью ориентирования осциллирующего инструмента 5, в основном воздействуют на свободную часть перемычки 4. Таким образом, волнообразная перемычка 4, близкая к синусообразной, выполняет функцию демпфирования усилий, передаваемых на лезвие в поперечном направлении резания.
При конструктивном размещении уплотнения 12 за торцом стекла 10 и выполнении лезвия в виде параболического отрезка V-образной формы получаемый в процессе резания V-образный разрез в уплотнении 12 дополнительно является направляющей для лезвия, поэтому при смещении вала осциллирующего инструмента 5 от его оптимального положения за счет W-образного профиля пластины 1 через демпфирующую перемычку 4 происходит автоматическое выравнивание положения лезвия и обеспечивается необходимая чистота и плоскостность среза. Выполнение ребер 13 и 14 жесткости в области изгиба перемычки 4 дополнительно препятствует изгибу лезвия в направлениях, ортогональных основных изгибам W-образной формы пластины 1 лезвия и перемычки 4.
При выполнении на внутренней поверхности 17 лезвия канавок 18 в процессе резания мелкодисперсионный разрушаемый эластичный материал уплотнения 12 перемещается по канавкам 18 в направлении, противоположном направлению резания, и выходит в щель разреза в уплотнении 12, не вызывая существенного нагревания лезвия и оплавления разрезаемого материала, что резко увеличивает скорость резания уплотнения 12. Таким образом, сокращается рабочее время на отделение стекла 10 и значительно уменьшается прикладываемое к осциллирующему инструменту 5 усилие резания, что дополнительно снижает возможность возникновения опасных напряжений в основании лезвия. Выполнение канавок 18 поперек относительно продольной оси по всей длине внутренней поверхности 17 с образованием зубцов различной формы в зависимости от разрезаемого материала позволяет дополнительно увеличить надежность и долговечность режущего инструмента, а также обеспечить сохранение формы зубцов в процессе эксплуатации.
Наиболее успешно заявленный режущий инструмент может быть использован для резки полимерных материалов, преимущественно для отрезания клеевого полимерного соединения лобового стекла автомобиля с его корпусом.




Режущий инструмент предназначен для использования в качестве ножа для резки различных полимерных материалов, преимущественно для отрезания клеевого полимерного соединения лобового стекла автомобиля с его корпусом. Режущий инструмент содержит пластину, которая изогнута в продольном сечении в виде двух колен и перемычки между ними. Одно из колен выполнено с возможностью закрепления на осциллирующем инструменте, а другое колено, расположенное противоположно ему, выполнено в виде лезвия. Пластина изогнута в продольном сечении W-образно со скругленными углами и выполнена с возможностью размещения ее промежутка V-образной части под торцом стекла. Лезвие выполнено по меньшей мере на части упомянутой вводимой под стекло V-образной части W-образной пластины. Такая конструкция режущего инструмента позволяет уменьшить нагрузки на основание лезвия и увеличить его стойкость и скорость резания. 24 з. п. ф-лы, 12 ил.
| ЙСЕСОЮЗНАЯ | 0 |
|
SU369390A1 |
| DE 3712707 А1, 03.11.1988 | |||
| Ручной инструмент для резки | 1982 |
|
SU1123847A1 |

