2. Способ по п, 1, о т л и ч а ющ и и тем, что, с целью расширения технологических возможностей путем вьтолнения косых резов, заготовку наклоняют в плоскости, перпендикулярной плоскости поворота резака.
3.Способ резки цилиндрических заготовок ,прии котором торец мундштука . термического резака смещают над поверхностью заготовки на 15-30 мм, ось резака располагают по касательйой к поперечному сечению заготовки и после прогрева места начала реза производят поворот резака, отличающийся тем, что, с целью расширения технологических возмож9512
ностей путем обеспечения резки металлов , не допускающих длительного перегрева, например, титана и его сплавов, смещение торца мундштука на 15-30 мм производят по радиусу заготовки и поворачивают относительно точки, расположенной относительно заготовки диаметрально противоположно смещению резака на расстоянии от поверхности заготовки, равном 0,5-0,75 диаметра заготовки. 4. Способ по п.3, отличающий с я тем, что, с целью расширения технологических возможностей путем выполнения косых резов, заготовку наклоняют в плоскости, перпендикулярной плоскости поворота резака.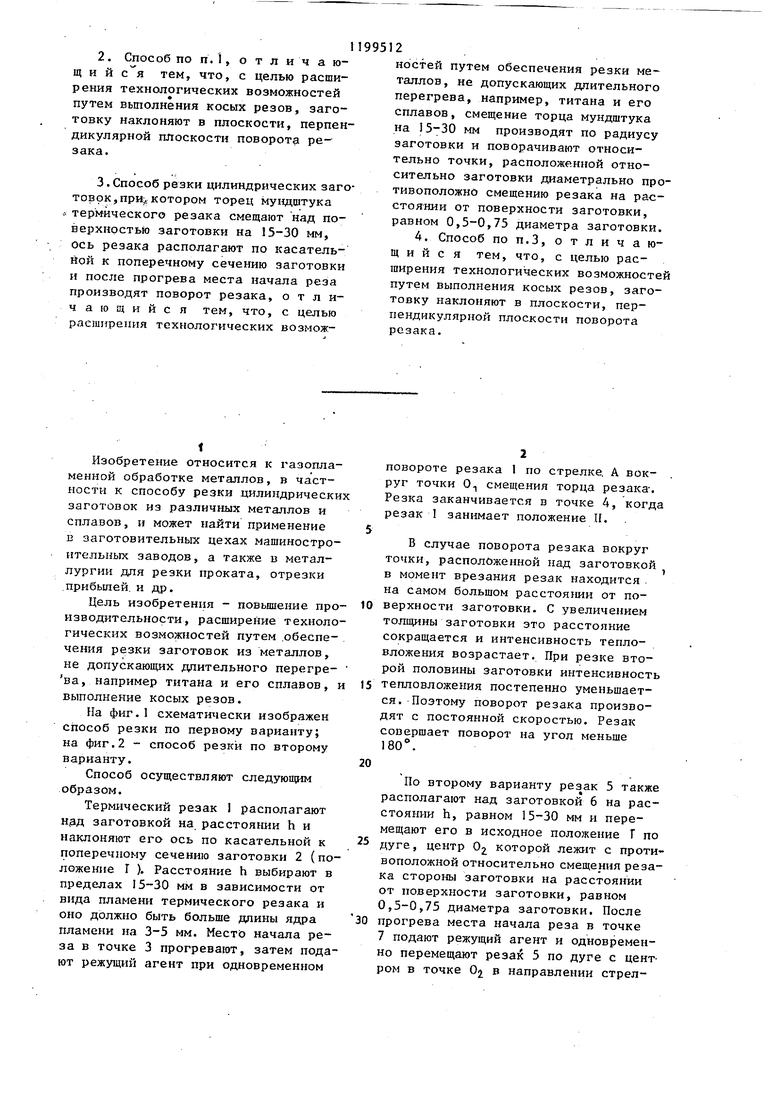
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетной кислородной резки металлических листов | 1985 |
|
SU1291320A1 |
| Способ резки заготовок | 1980 |
|
SU961888A1 |
| Способ вырезки заготовок на машинах термической резки и устройство для его осуществления | 1990 |
|
SU1784421A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2065804C1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| Способ кислородной резки | 1978 |
|
SU697270A1 |
| СПОСОБ ФИГУРНОЙ МНОГОСТРУЙНОЙ КИСЛОРОДНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2106232C1 |
| Устройство для термической резки слябов | 1980 |
|
SU961885A1 |
| Установка для резки проката круглого сечения | 1980 |
|
SU903007A1 |
1. Способ резки цилиндрических заготовок, при котором торец мундштука термического резака смещают над поверхностью заготовки на 1530 мм, ось резака располагают по касательной к поперечному сечению заготовки и после прогрева места начала реза производят поворот резака, отличающийся тем, что, с целью повышения производительности, смещение торца мундщтука резака на 15-30 мм производят по радиусу заготовки,а резак поворачивают относительно торца мундштука. (Л С со СП
Изобретение относится к газопламенной обработке металлов, в частности к способу резки цилиндрических заготовок из различных металлов и сплавов, и может найти применение Е заготовительных цехах машиностроительных заводов, а также в металлургии для резки проката, отрезки прибылей, и др.
Цель изобретения - повышение производительности, расширение технологических возможностей путем .обеспечения резки заготовок из металлов, не допускающих длительного перегрева, например титана и его сплавов, и выполнение косых резов.
На фиг.1 схематически изображен способ резки по первому варианту; на фиг.2 - способ резки по второму варианту.
Способ осуществляют следующим образом.
Термический резак 1 располагают нэд заготовкой на расстоянии h и наклоняют его ось по касательной к поперечному сечению заготовки 2 (положение Г ). Расстояние h выбирают в пределах 15-30 мм в зависимости от вида пламени термического резака и оно должно быть больше длины ядра пламени на 3-5 мм. Место начала реза в точке 3 прогревают, затем подают режущий агент при одновременном
повороте резака 1 по стрелке. А вок- . руг точки От смещения торца резака. Резка заканчивается в точке 4, когда резак 1 занимает положение II.
В случае поворота резака вокруг точки, расположенной над заготовкой в момент врезания резак находится . на самом большом расстоянии от поверхности заготовки. С увеличением толщины заготовки это расстояние сокращается и интенсивность тепловложения возрастает. При резке второй половины заготовки интенсивность
S тепловложения постепенно уменьшается. Поэтому поворот резака производят с постоянной скоростью. Резак совершает поворот на угол меньше 180.
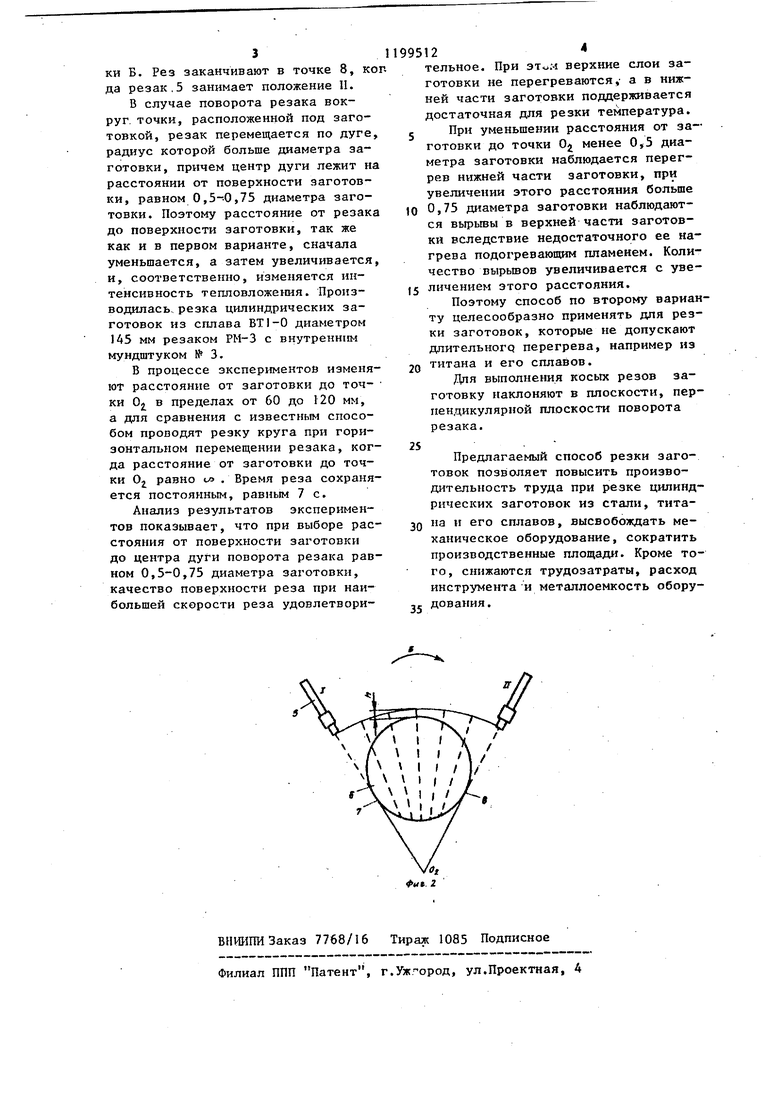
По второму варианту резак 5 также располагают над заготовкой 6 на расстоянии h, равном 15-30 мм и перемещают его в исходное положение Г по
5 дуге, центр 0 которой лежит с противоположной относительно смещения резака стороны заготовки на расстоянии от поверхности заготовки, равном 0,5-0,75 диаметра заготовки. После 0 прогрева места начала реза в точке 7 подают режущий агент и одновременно перемещают резак 5 по дуге с центром в точке 02 в направлении стрел
| Способ резки цилиндрических заготовок | 1972 |
|
SU470372A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
