(54) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ СЛЯБОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кислородной резки проката круглого сечения | 1978 |
|
SU738796A1 |
| Устройство для газовой резки проката круглого сечения | 1981 |
|
SU958052A2 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| Устройство для фигурной кислороднойРЕзКи лиСТОВ | 1979 |
|
SU804271A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТОГО ДЕФОРМИРОВАННОГО СЛИТКА | 1995 |
|
RU2106929C1 |
| Устройство для резки профильного проката | 1980 |
|
SU946836A1 |
| Машина для термической резки с программным управлением | 1976 |
|
SU695774A1 |
| Машина газовой резки заготовок установки непрерывной разливки | 1990 |
|
SU1759538A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| Газорезательная машина | 1973 |
|
SU471968A1 |
1
Изобретение относится к газопламенной обработке металлов и может быть использовано при кислородной резке преимущественно непрерывнолитых плоских слябов на заготовки для прокатки на сортовых станах.
Известно устройство для термической, 5 резки слябов, содержащее установленные на фундаменте направляющие продольного хода с тележками поперечного хода и резаковыми блоками 1.
Известно также устройство для терми- ,Q ческой резки слябов, содержащее установленные на основании стол со съемными брусьями для укладки заготовок и две направляющие продольного хода разной высоты, на к($горых размещен портал с найравляющими поперечного хода и резаковыми суп- 15 портами 2.
Недостатком этих известных устройств является сложность ориентации разрезаемых заготовок относительно направляющих.
Цель изобретения - повыщение производительности путем упрощения ориентации разрезаемых заготовок относительно налравляющих продольного хода.
Указанная цель достигается тем, что устройство, содержащее установленные на
основании стол со съемными брусьями для укладки заготовок и две направляющие продольного хода разной высоты, на которых размещен портал с направляющими поперечного хода и резаковыми суппортами, снабжено смонтированными на столе перпендикулярно к направляющим продольного хода опорными брусьями с направляющими бортами, расположенными под углом к плоскости стола, и фиксатором, выполненным в виде закрепленного на портале приводного штыря, а в столе выполнены отверстия, расположеннь1е между опорными брусьями, причем штырь установлен с возможностью взаимодействия с упомянутыми отверстиями.
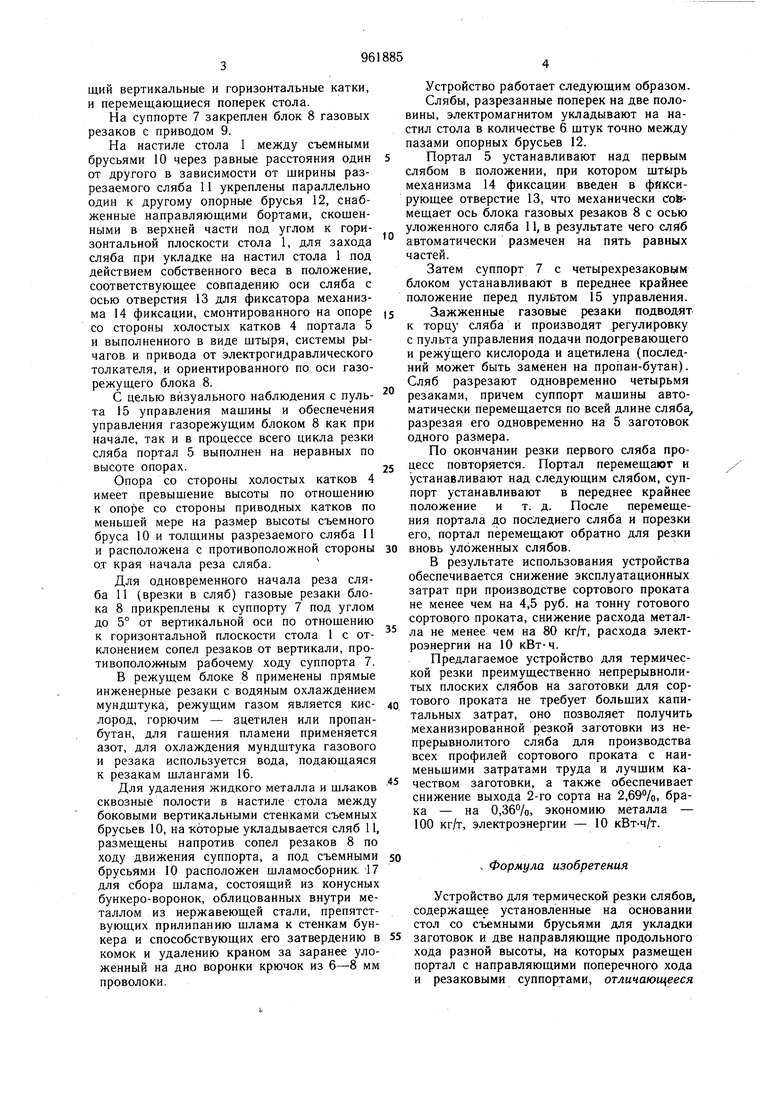
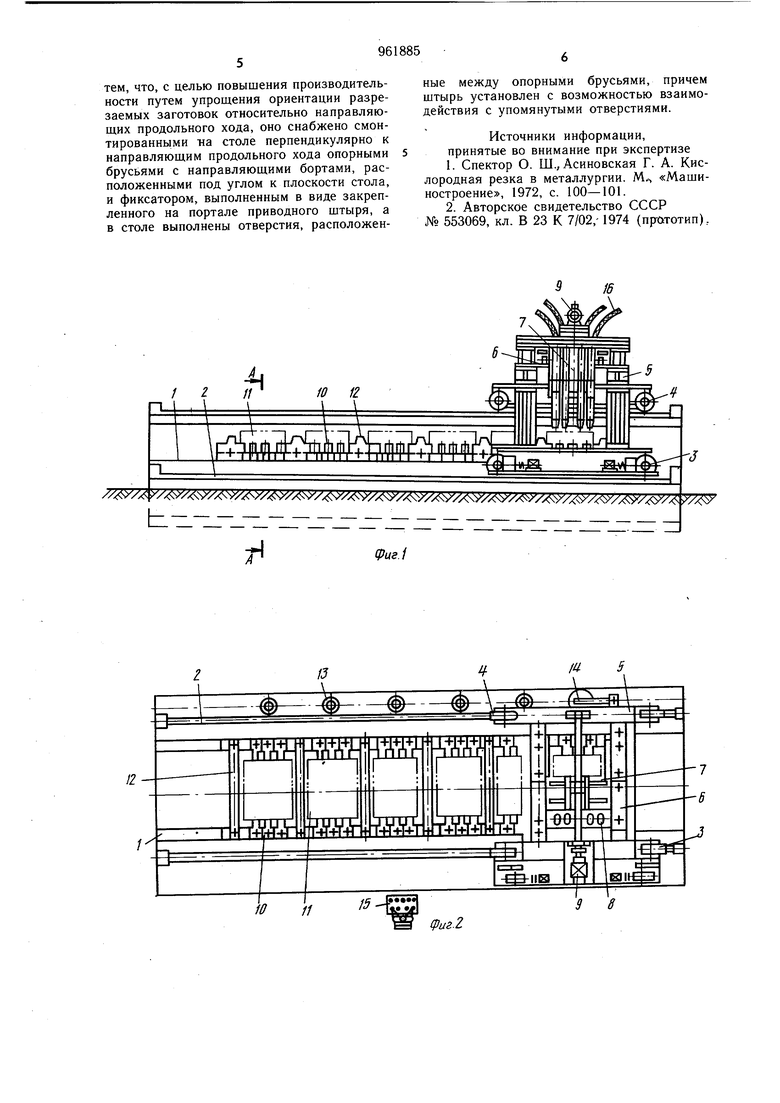
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство содержит стол 1 для укладки слябов с укрепленными на его горизонтальной части направляющими 2 продольного хода, на которых на приводных катках 3 и холостых катках 4 установлен портал 5.
На направляющих 6 поперечного хода смонтирован передвижной суппорт 7, имеющий вертикальные и горизонтальные катки, и перемещающиеся поперек стола. На суппорте 7 закреплен блок 8 газовых резаков с приводом 9. На настиле стола 1 между съемными брусьями 10 через равные расстояния один от другого в зависимости от щирины разрезаемого сляба 11 укреплены параллельно один к другому опорные брусья 12, снабженные направляющими бортами, скошенными в верхней части под углом к горизонтальной плоскости стола 1, для захода сляба при укладке на настил стола 1 под действием собственного веса в положение, соответствующее совпадению оси сляба с осью отверстия 13 для фиксатора механизма 14 фиксации, смонтированного на опоре со стороны холостых катков 4 портала 5 и выполненного в виде щтыря, системы рычагов и привода от электрогидравлического толкателя, и ориентированного по оси газорежущего блока 8. С целью визуального наблюдения с пульта 15 управления машины и обеспечения управления газорежущим блоком 8 как при начале, так и в процессе всего цикла резки сляба портал 5 выполнен на неравных по высоте опорах. Опора со стороны холостых катков 4 имеет превыщение высоты по отношению к опоре со стороны приводных катков по меньшей мере на размер высоты съемного бруса 10 и толщины разрезаемого сляба И и расположена с противоположной стороны от края начала реза сляба. Для одновременного начала реза сляба 11 (врезки в сляб) газовые резаки блока 8 прикреплены к суппорту 7 под углом до 5° от вертикальной оси по отнощению к горизонтальной плоскости стола 1 с отклонением сопел резаков от вертикали, противополож-ным рабочему ходу суппорта 7. В режущем блоке 8 применены прямые инженерные резаки с водяным охлаждением мундштука, режущим газом является кислород, горючим - ацетилен или пропанбутан, для гащения пламени применяется азот, для охлаждения мундштука газового и резака используется вода, подающаяся к резакам шлангами 16. Для удаления жидкого металла и шлаков сквозные полости в настиле стола между боковыми вертикальными стенками съемных брусьев 10, на которые укладывается сляб 11, размещены напротив сопел резаков 8 по ходу движения суппорта, а под съемными брусьями 10 расположен шламосборник, 17 для сбора шлама, состоящий из конусных бункеро-воронок, облицованных внутри металлом из нержавеющей стали, препятствующих прилипанию шлама к стенкам бункера и способствующих его затвердению в комок и удалению краном за заранее уложенный на дно воронки крючок из 6-8 мм проволоки. Устройство работает следующим образом. Слябы, разрезанные поперек на две половины, электромагнитом укладывают на настил стола в количестве 6 штук точно между пазами опорных брусьев 12. Портал 5 устанавливают над первым слябом в положении, при котором щтырь механизма 14 фиксации введен в фяксирующее отверстие 13, что механически cofe мещает ось блока газовых резаков 8 с осью уложенного сляба 11, в результате чего слйб автоматически размечен на пять равных частей. Затем суппорт 7 с четырехрезакорум блоком устанавливакзт в переднее крайнее положение перед пулбтом 15 управления. Зажженные газовые резаки подводят к торцу сляба и производят .регулировку с пульта управления подачи подогревающего и режущего кислорода и ацетилена (последний может быть заменен на пропан-бутан). Сляб разрезают одновременно четырьмя резаками, причем суппорт машины автоматически перемещается по всей длине сляба разрезая его одновременно на 5 заготовок одного размера. По окончании резки первого сляба процесс повторяется. Портал перемещают и устанавливают над следующим слябом, суппорт устанавливают в переднее крайнее положение и т. д. После перемещения портала до последнего сляба и порезки его, портал перемещают обратно для резки вновь уложенных слябов. В результате использования устройства обеспечивается снижение эксплуатационных затрат при производстве сортового проката не менее чем на 4,5 руб. на тонну готового сортового проката, снижение расхода металла не менее чем на 80 кг/т, расхода электроэнергии на 10 кВт-ч. Предлагаемое устройство для термической резки преимущественно непрерывнолитых плоских слябов на заготовки для сортового проката не требует больших капитальных затрат, оно позволяет получить механизированной резкой заготовки из непрерывнолитого сляба для производства всех профилей сортового проката с наименьшими затратами труда и лучшим качеством заготовки, а также обеспечивает снижение выхода 2-го сорта на 2,69%, брака - на 0,36%, экономию металла - 100 кг/т, электроэнергии - 10 кВт-ч/т. ч Формула изобретения Устройство для термической резки слябов, содержащее установленные на основании стол со съемными брусьями для укладки заготовок и две направляющие продольного хода разной высоты, на которых размещен портал с направляющими поперечного хода и резаковыми суппортами, отличающееся
тем, что, с целью повышения производительности путем упрощения ориентации разрезаемых заготовок относительно направляющих продольного хода, оно снабжено смонтированными па столе перпендикулярно к направляющим продольного хода опорными брусьями с направляющими бортами, расположенными под углом к плоскости стола, и фиксатором, выполненным в виде закрепленного на портале приводного штыря, а в столе выполнены отверстия, расположенные между опорными брусьями, причем штырь установлен с возможностью взаимодействия с упомянутыми отверстиями.
Источники информации, принятые во внимание при экспертизе
№ 553069, кл. В 23 К 7/02,-1974 (пр-йтотип). tH 9 5 8
