Изобретение относится к машиностроению, в частности к машинам термической, лазерной и гидроабразивной резки листоЪо- го материала и может быть использовано на машиностроительных заводах в раскройно- заготовительном и основном производствах.
Известен способен устройство вырезки заготовок в CMC-лазерной режущей установке TRUMATIKL3000 фирмы TRUMPF (ФРГ), при котором вырезка заготовок из листа - изделия осуществляется в налетах. После пуска лалеты в рабочее положение лист-изделие ориентируется с помощью пневматических подвижных упоров. В рабочем положении палеты посредством координатных перемещений лазерной режущей головки производят вырез заготовок и удаление скрапа. Заготовки остаются на сменных перекладинах палеты, а скрап удаляется через промежутки между перекладинами в специальную емкость.
В процессе выреза заготовок в одной палете производится выгрузка из другой палеты и загрузка нового листа-изделия Установка снабжена автоматическим устройством для смены палет, или фирмой предлагаются модификации разгрузки заготовок из отработавшей палеты вручную или с помощью автоматических разгрузочно-за- грузочных устройств. Используется установка для лазерной резки, как правило, в гибких производственных системах крупных серийных производств При использовании установки при мелкосерийном производстве на небольших предприятиях
VI
00
Ј
,кэ
рекомендуется ручная разгрузка заготовок из палет или примейении автоматических разгрузочных устройств, которые усложняют конструкцию и повышают стоимость оборудования.
Известен лазерный обрабатывающий центр для резания листового материала мод. LRF-4201 фирмьП А5К1М (Швейцария) Uerffp оснащен неподвижным опор- ныф толом с опорами и консол цной стойкой, закрепленной на станине. На переднем торце стойки установлена с возможностью вертикально перемещения лазерная режущая головка. Центр снабжен суппортом и кареткой, пере- мещающимися в двух взаимно перпендику- лярных направлениях С помощью захватного устройства, установленного на каретке, крепится подвижный обрабатываемый листовой материал, который при обра- ботке опирается на шаровые опоры и скользит по их вершинам Опорный стол снабжен окном постоянного сечения (100 х 100 мм) для удаления через него скрапа После выреза каждой заготовки разгрузка ее осуществляется вручную Неудобством работы на центре является необходимость выборки вырезанных заготовок из емкости для1 скрапа при размерах заготовки, меньших размеров окна в опорном столе (т.к они посту па (от туда вместе со скрапом) и выборка скрапа из листа-изделия, если его размеры больше размеров окна в опорном столе
Известен способ и устройство вырезки заголовок на лазерной машине, который включает подачу листа-изделия в зону резки, вырезку заготовки и отделение скрапа от заготовки, удаление скрапа свободным падением через отверстие в разгрузочном столе, опускание разгрузочного стола на величину, несколько большую толщины листа, поворот стола на угол разгрузки и соскальзывание заготовки в приемную емкость.
Устройство содержит установленный рядом с рабочим столом лазерной машины разгрузочный стол с отверстием для удаления скрапа. Разгрузочный стол закреплен на поворотном столе с помощью рычага и поворотной плиты Разгрузочный стол опу- екают одним пневмоцилиндром а поворотный стол вместе с разгрузочным поворачивают другим пневмоцилиндром. В результате скрап собирается в одну емкость, а заготовки - другую, или то и другое транспортерами выводят наружу Недостатками устройства являются1 увеличенное время на разгрузку заготовок вследствие последовательной работы схемы управления вырезкой и разгрузкой и дополнительным движением разгрузочного стола, снижение технологических возможностей по выбору заготовок с ограниченным размером удаляемого скрапа,определяемого разером окна в столе, и дополнительное вспомогательное время на замену разгруочного стола при расширении технологичеких возможностей, усложнение конструкции стола, состоящего из поступа- ельно перемещающегося стола, наклонного стола и деталей их связи и приводов, ненадежность разгрузки соскальзыванием аготовки с плоской (сплошной) поверхноти Стола
Наиболее близким по технической сущности и положительному эффекту является становка для термической резки, на которой подлежащий резке лист-изделие податся на реверсивный рольганг, несущий каретку с поддерживающим столом и разгрузочным транспортером Рольганг перемещают лист-изделие в зону действия машины термической резки до регулируемого упора где лист фиксируется гидроцилиндрами Затем включают рольганг, разгрузочный транспортер, резак и производят вырезку заготовки с одновременным выносом шлака разгрузочным транспортером в специальную емкость По окончании вырезки заготовки опускают поддерживающий стол с заготовкой в нижнюю позицию до касания опор качения стола с лентой разгрузочного транспортера Опоры стола начинают вращаться в обратную по отношению к транспортеру сторону и выно- ся т заготовку к наклонному-столу, по шаровым опорам которого заготовка соскальзывает в накопительную тару.
Установка содержит раму и направляющие рельсы, на которые посредством катков опираются опорные ролики, связанные между собой пластинами в бесконечную цель и образующие вместе с электроприводом реверсивный рольганг для подачи листа-изделия в зону действия машины термической резки. Машина оснащена ре- закйм, перемещающимся по рельсам.
Закрепленный на раме передний гидроцилиндр-упор обеспечивает остановку листа в исходном положении и пропуск остатков листа с деловой обрезью на следующую позицию Задний упор-цилиндр обеспечивает фиксацию листа на рольганге и пропуск нового листа в зону резания до переднего упора. Задний упор может регулироваться вдоль движения рольганга на размер устанавливаемого листа-изделия.
Для поддержания листа-изделия в зоне
действия резка и вырезанной заготовки
предусмотрено поддерживающее устройство, выполненное в виде установленного на каретке поддерживающего стола с опорами качения. Каретка закреплена на пластинах рольганга На каретке также установлен разгрузочный транспортер Поддерживаю- щий стол установлен с возможностью вертикального перемещения от гидроцилиндра и взаимодействует в верхнем положении с листом-изделием, в нижнем - с разгрузочным транспортером
В начале разгрузочного трансггортера установлен наклонный столик с опорами качения и накопительная тара для заготовок В конце транспортера установлена емкость для сбора шлака и продуктов отхода
Привод рольганга синхронизирован с приводом продольного перемещения газорежущей машины с числовым программным управлением
Недостатками прототипа являются большое время затрачиваемое на разработку заготовок, заключающееся в опускании поддерживающего стола с заготовкой в нижнее положение, перемещение заготовки по огторам качения стола с помощью лен- ты транспортера и соскальзывание ее по наклонному столу в тару снижение технологических возможностей по выбору заготовок с ограниченными размерами удаляемого скрапа, определяемого разме- рами просвета между роликами рольганга и опорами поддерживающего стола кроме того, разгрузка заготовок осуществляется с большим числом элементов движений, что усложняет конструкцию устройства.
Целью изобретения является повыше- ние производительности путем уменьшения времени на разгрузку и расширение технологических возможностей путем увеличения типоразмеров вырезаемых загото- вок. Кроме того, положительный эффект от использования изобретения дополнительно достигается упрощением конструкции устройства.
Сущность изобретения заключается в следующем- ,
Способ вырезки заготовок йключает подачу листа-изделия в зону резки, вырезку заготовки, удаление скрапа разгрузку и отличается от прототипа тем что разгрузку заготовки производят наклоном стола при одновременном принудительном перемещении оставшегося листа в направлении сбрасывания заготовки и воздействии края выреза листа на торец вырезанной заготов- ки, причем наклон стола начинают после включения продольного перемещения листа и при достижении расстояния от переднего торца заготовки до оси наклона сто/та, рассчитанного по формуле
где S - толщина листа,
6- ширина реза
Устройство для вырезки заготовок содержит машинутермйческой резки узел позиционирования листа/узел разгрузки с поддерживающим столом и отличается от прототипа тем, что устройство оснащено системой управления приводом позиционирования листа, поддерживающий стол выполнен в виде наклоняемой рамки с пазами, оснащен установленными в пазах планками и приводом наклона стола, при этом система управления приводом позиционирования листа связана с приводом наклона поддерживающего стола
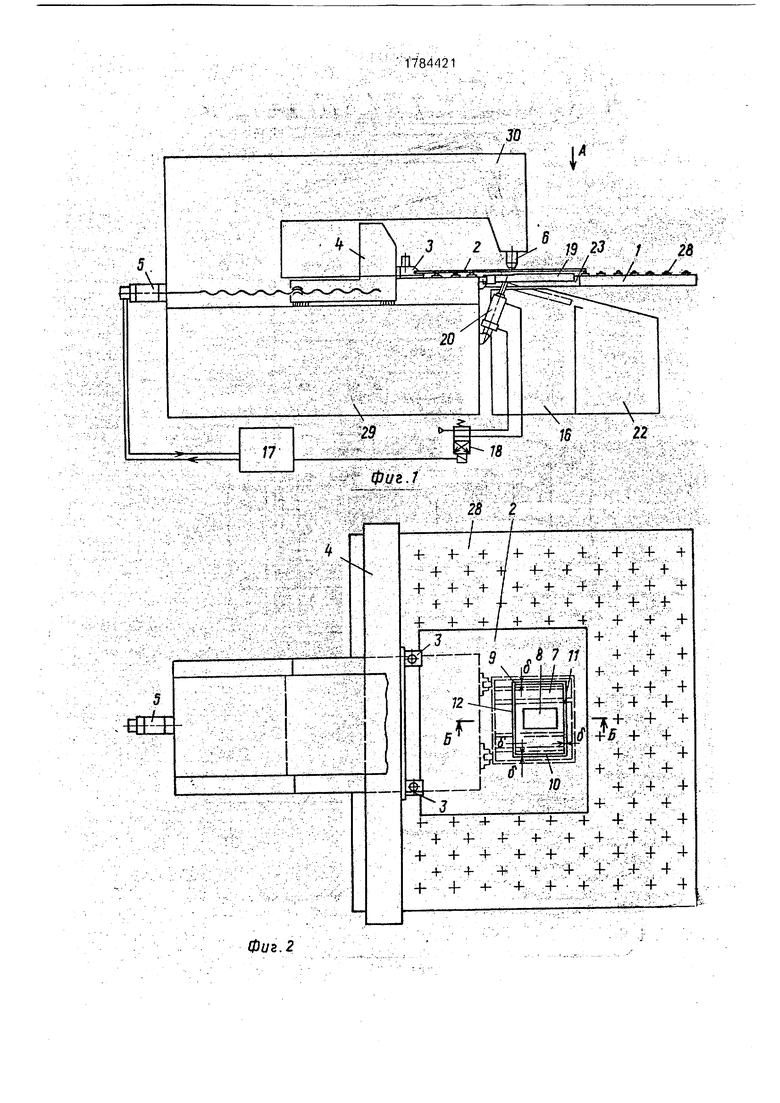
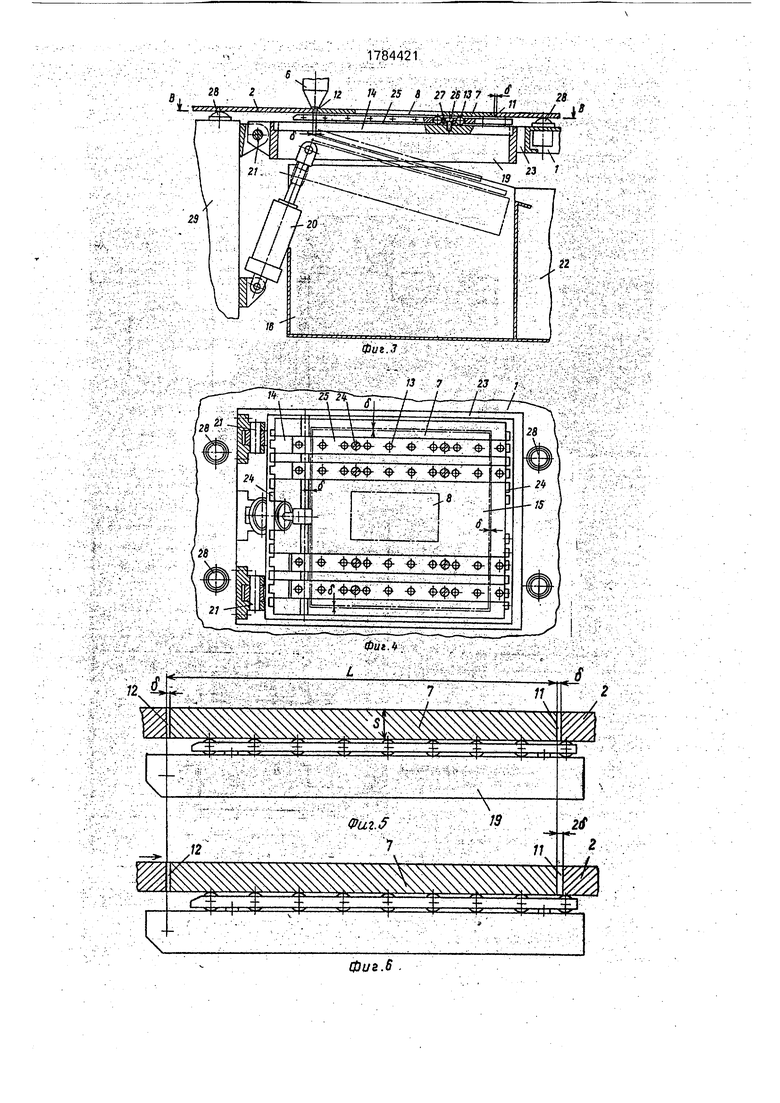
На фиг 1 изображено устройство, общий вид с блок-схемой взаимодействия при1 врда на фиг 2 - вид по стрелке А на фиг 1, на фиг 3 - разрез Б-Б на фиг 2 на фиг 4 - разрез В-В на фиг 3, на фиг 5 - положение прямоугольной заготовку после выреза, на фиг 6 - положение той же заготовки в процессе перемещения листа на фиг 7 - положение той же заготовки в процессе перемещения листа и наклона стола; на фиг 8 - устройство по примеру 2 применения способа на фиг 9 - положение круглой заготовки после выреза; на фиг 10 - положение той же заготовки в процессе перемещения листа, на фиг 11 - положение повернутой на угол прямоугольной заготовки после выреза, на фиг. 12 - положение той же заготовки в процессе перемещения листа, на фиг 13 - положение фасонной заготовки после выреза, на фиг 14 - положение той же заготовки в процессе перемещения листа-г
Способ вырезки заготовок на машинах термической резки заключается 6 том, что после подачи листа в зону резки удаления скрапа и вырезки заготовки, производят ее разгрузку наклоном стола при одновременном принудительном перемещении оставшегося листа в направлении сбрасывания заготовки и воздействии краем выреза листа на торец вырезанной заготовки, причем наклон стола начинают после включения продольного перемещения листа и при достижении расстояния от переднего торца заготовки до оси наклона стола, рассчитан055ного по формуле L
Устройство для вырезки заготовок на машинах термической резки содержит машину термической резки, узел позиционирования листа и узел разгрузки с поддерживающим столом, причем устройство оснащено системой управления приводом позиционирования листа, поддерживающий стол выполнен в виде наклоняемой рамки с пазами, оснащен установленными в пазах планками и приводом наклона стола, при этом система управления приводом позиционирования листа связана с приводом наклона поддерживающего стола
П м е р 1. На опорном столе 1 машины термической резки устанавливают лист 2, который закрепляют в схватах 3 суппорта
4,и позиционируют в зону резки отпривода
5.По задённой программе лист 2 позиционируют по двум координатам под режущей головкой 6 и вырезают заготовку 7 и скрап 8 Заготовка 7 после вырезки располагается в проеме листа 2 между боковыми краями 9 и Ю м передним 11 и задним 12 торцами выр еза с равномерным по контуру зазором и опирается на шары 13 планок 14 Скрап 8 в конце вырезки удаляется свободным падением через окно 15 образованное планками 14, в емкость 16 Для осуществления разгрузки вырезанной заготовки 7, у которой удален скрап 8, включают в действие от системы управления 17 привод 5, Перемещая лист 2 в сторону разгрузки Перемещение производят До тех пор пока передний Торец заготовки не достигнет расстояния от оси наклона поддерживающего стола 19,
1 -
0,55
рассчитанного по формуле
Это расчетное расстояние закладывают в программу системы ЧПУ вырезки заготовок, Затем включают привод 18 наклона поддерживающего стола 19 Лист 2, перемещаясь вперед задним торцом 12, воздействуя на заготовку 7 перемещают ее вперед так, что между передним торцом 11 проема листа 2 и заготовкой 7 образуется двойной зазор , в то же время поддерживающий стол 19 наклоняют цилиндром 20 относительно осей 21 Заготовка 7 опираясь на шары 13 планок 14, перемещается по круговой траектории совместно со столом 19 и выходит из проема листа 2 после чего перемещение листа 2 прекращают а наклон сто- ла 19 продолжают до тех пор, пока заготовка 7 не соскользнет по шарам 13 в емкость 22. После разгрузки первой заготовки 7 стол 19 возвращают в исходное положение и повторяют цикл вырезки новой заготовки.
П р и м е р 2 (фиг 8) На опорном столе 1 машины термической резки устанавливают лист 2, закрепляют в узле позиционирования (не показан на рис 8), позиционируют в зону резки, вырезают заготовку 7 и удаляют скрап 8 аналогично как и в примере 1
Для осуществления разгрузки вырезанной заготовки 7, у которой удален скрап 8, включают в действие привод 5 и перемещают лист 2 в зону разгрузки Лист 2, перемещаясь вперед, задним торцем 12 воздействуя на заготовку 7, перемещает ее вперед так, что между передним торцем 11 проема листа 2 и заготовкой 7 образуется двойной зазор Перемещаясь листом 2,
заготовка 7 опирается на шары 13 планок 14 и при переходе центра тяжести заготовки 7 последнего шара 13 наклоняется передним концом вниз, выходя из проема листа 2, и соскальзывает по наклонной поверхности
31 разгрузочного проема 32, образованного в опорном столе 1, в емкость 22 Этот пример позволяет производить разгрузку ограниченного числа заготовок по толщине листа, ширине реза, размером длины заготовки и положению центра тяжести относительно переднего торца выреза листа, и совокупность их вместе взятых потребует сложного расчета и, таким образом, ограниченного применения
Во избежание заклинивания заготовки 7 при выходе ее из проема листа 2 в процессе разгрузки при проектировании устройства по примеру 1 использования способа и программировании места разгрузки (начало
наклона поддерживающего стола 19) должны быть соблюдены соотношения толщины
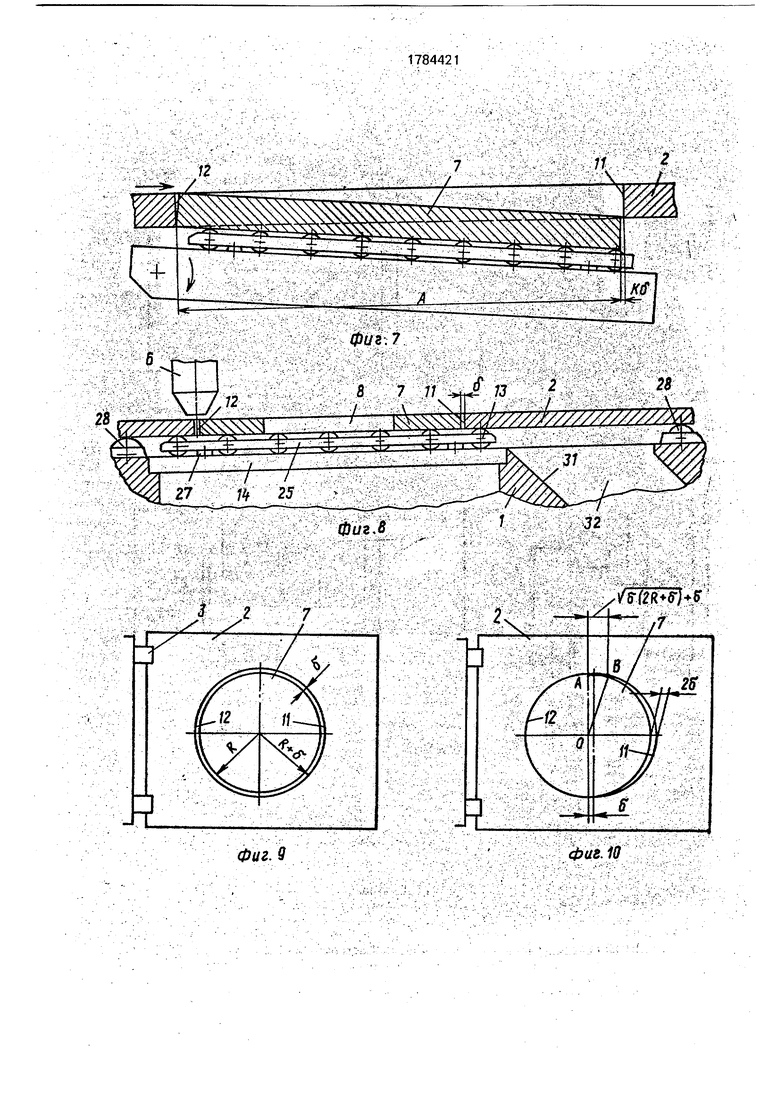
листа 2(5), расстояние от переднего торца заготовки 7 до оси 21 наклона поддерживающего стола 19(1), ширины реза (б) и величины остаточного зазора для свободного выхода заготовки 7 (Кб) На фиг 5, 6 и 7 показаны последовательные положения заготовки 7 в виде нормально расположенного прямоугольника в проеме листа 2 в
процессе разгрузки На фиг 9 и 10, 11 и 12, 13 и 14 показаны последовательные положения заготовки 7 круглой формы, прямоугольной формы, повернутой на угол а и фасонной заготовки, соответственно Положение заготовки 7 после вырезки характеризуется равномерным зазором (шириной реза 6) по контуру реза в том числе относительно переднего 11 и заднего 12 торцев выреза листа 2 (фиг 5, 9, 11 и 13) После
включения привода 5 на перемещение листа 2 зазор между задним торцем 12 выреза и заготовкой 7 выбирается а зазор между передним торцем 11 выреза и заготовкой 7 удваивается (фиг 6, 10, 12, 14) В процессе
дальнейшего совместного движения листа 2 и наклона стола 19 заготовка 7 передним торцем выходит из выреза листа 2, как бы поворачиваясь в проеме выреза при условии постоянного контакта с задним торцем
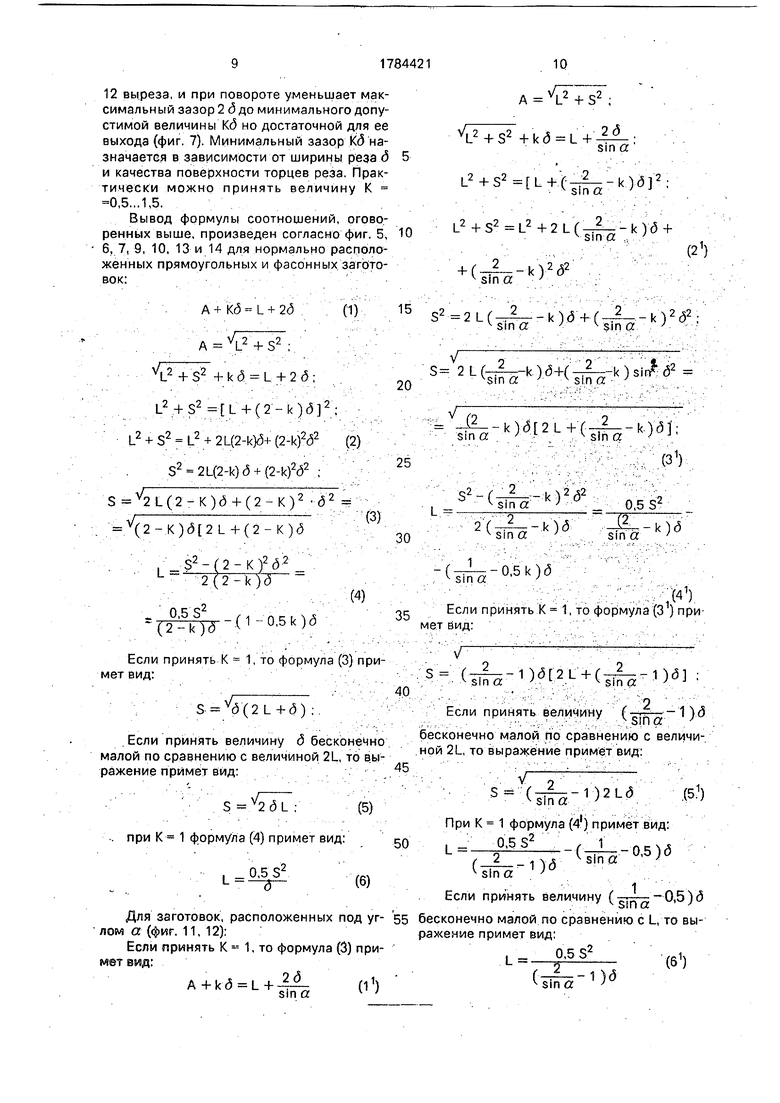
12 выреза, и при повороте уменьшает максимальный зазор 2 6 до минимального допустимой величины К(5 но достаточной для ее выхода (фиг. 7). Минимальный зазор Кб назначается в зависимости от ширины реза д 5 и качества поверхности торцев реза. Практически можно принять величину К 0,5.. .1,5.
Вывод формулы соотношений, оговоренных выше, произведен согласно фиг. 5, 10 6, 7, 9, 10, 13 и 14 для нормально расположенных прямоугольных и фасонных заготовок:
VL2+S2 + L +
26
sin a
L2+s2 L+ sib-k ai2:
L2 + S2 L2 + 2 L (-,-- k ) б + 4 sin a
+ (2 -k) v sin a 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термической резки листового проката | 1983 |
|
SU1199511A1 |
| Устройство для отделения облоя | 1977 |
|
SU701967A1 |
| Способ прокатки заготовок | 1987 |
|
SU1435327A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| ЛИНИЯ ДЛЯ ТЕПЛОВОЙ РЕЗКИ ЛИСТОВ | 1991 |
|
RU2093327C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Устройство для подачи листового материала в зону резания и уборки отходов | 1981 |
|
SU1005995A1 |
| СТОЛ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1972 |
|
SU342743A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |

Использование: термическая резка листового материала на машиностроительных заводах в раскройно-заготовительном и основном производствах. Сущность изобретения: способ вырезки заготовок включает подачу листа в зону резки, вырезку заготовгде S - толщина листа, L ки, разгрузку заготовки и удаление сиропа Разгрузку заготовки производят наклоном стола при одновременном принудительном перемещении листа в направлении сбрасывания заготовки и воздействии края выреза листа на торец вырезаемой заготовки, при этом ширину реза выполняют , расстояние от оси поворотастола до переднего торца заготовки Устройство содержит систему управления приводом позиционирования листа, поддерживающий стоп выполнен в виде наклонной рамки с пазами, оснащен установленными в пазах планками и приводом наклона стола, при этом система управления приводом позиционирования листа связана с приводом наклона поддерживающего стола 2 с п ф-лы, 14 ил. СО с
A + K.6 L + 2d
(1)
A VL2+S2;
VL2 + S2 + k д L + 2 д ; L2 + + (2-k)( L2 + s2 L2 + 2 L( (2-k) (2)
S2 2L(2-k)5 + (2-k)2d2 ; (2-K)(5 + (2-K)2 V(2-K)(2-K)(5
, S2-(2-K)2(32 2 ( 2 - k ) 3
- „ O 5 S /, л с ь A (2-k)d u.bkjo
Если принять К 1, то формула (3) примет вид:
.V
(2L+(5),
Если принять величину (5 бесконечно бесконечно малой по сравнению с величи- малой по сравнению с величиной 2L, то вы- нои 2L то вьФажение примет вид: ражение примет вид:45.
S V2 д L :(5)
формула (4) примет вид: Q
-2
, 0.5 S L - -я-
(6)
(6)
1
Если принять величину ( 0,5) д
siri ее
Для заготовок, расположенных под уг- 55 бесконечно малой по сравнению с L, то вылом а (фиг. 11, 12):ражение примет вид:
Если принять К 1, то формула (3) примет вид:
26
A L +
sin a
О1)
L 0.5 S2 (Жй-1)-5
(s1)
15
S2-2 L()(5 + ()2(52; v sin a y v sm a
20
)Urb-k)62
V
-A--k)(-r- -k)( sma Lv sin a y J
(31)
30
92 - ( - V 2 r52
b Ulna kj ° 0.5 S
2(-A--k)5
v sm a ;
sfn a
-k)5
(ТГТ; °-5 k)(5
sin a
(41)
orЕсли принять К 1, то формула (3 ) при
мет вид:
V S () + (-1)«5 :
40
sin a
у
Если принять величину ( 1 ) б
о 11 ОС
s (Ж5- )2|-д При К 1 формула (4 ) примет вид:
(5.1)
Q
L 0,5 S
1
(Г
V СП /Т
sin a
1
Если принять величину ( 0,
L 0.5 S2 (Жй-1)-5
(s1)
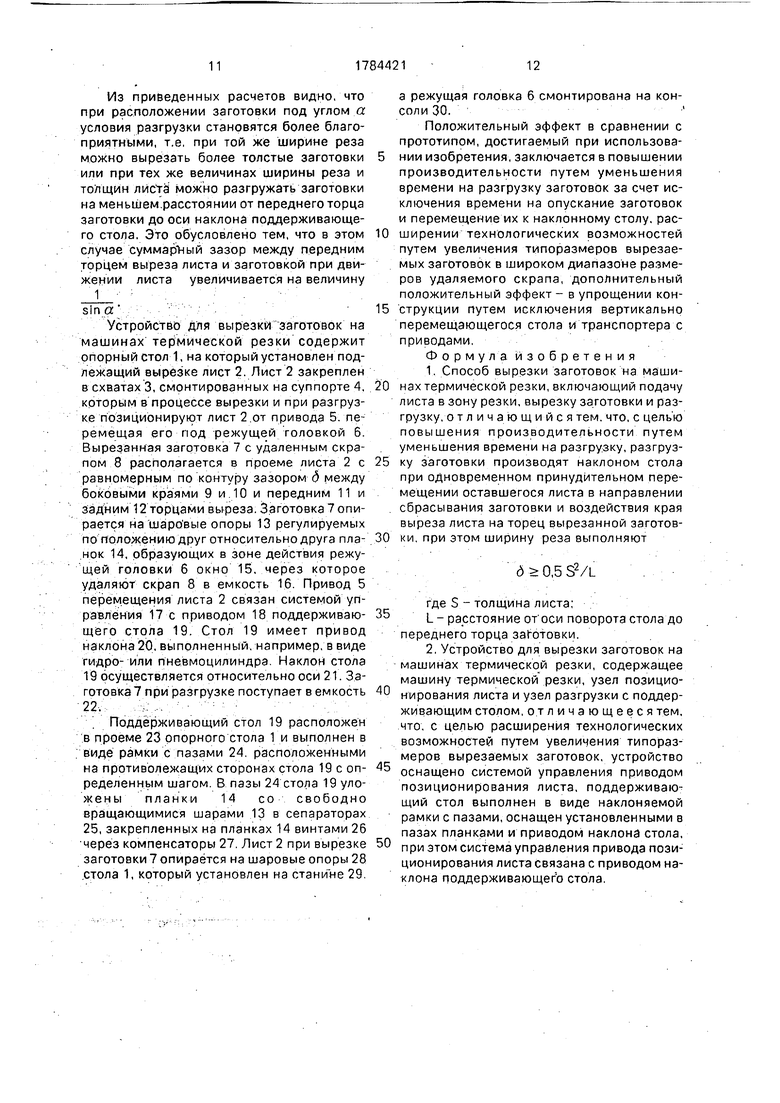
Из приведенных расчетов видно, что при расположении заготовки под углом а условия разгрузки становятся более благоприятными, т.е, при той же ширине реза можно вырезать более толстые заготовки или при тех же величинах ширины реза и толщин листа можно разгружать заготовки на меньшем расстоянии от переднего торца заготовки до оси наклони поддерживающего стола. Это обусловлено тем, что в этом случае суммарный зазор между передним торцем выреза листа и заготовкой при движении листа увеличивается на величину 1
since
Устройство для вырезки заготовок на машинах термической резки содержит опорный стол 1, на который установлен подлежащий вырезке лист 2. Лист 2 закреплен в схватах 3, смонтированных на суппорте 4, которым в процессе вырезки и при разгрузке позиционируют лист 2 от привода 5. перемещая его под режущей головкой 6. Вырезанная заготовка 7 с удаленным скрапом 8 располагается в проеме листа 2 с равномерным по контуру зазором д между боковыми краями 9 и 10 и передним 11 и задним 12 торцами выреза. Заготовка 7 опирается на шаро вые опоры 13 регулируемых по положению друг относительно друга планок 14, образующих в зоне действия режущей головки б окно 15, через которое удаляют скрап 8 в емкость 16 Привод 5 перемещения листа 2 связан системой управления 17 с приводом 18 поддерживающего стола 19. Стол 19 имеет привод наклона 20, выполненный, например, в виде гидро- или пневмоцилиндра Наклон стола 19 осуществляется относительно оси 21. Заготовка 7 при разгрузке поступает в емкость 22.
Поддерживающий стол 19 расположен в проеме 23 опорного стола 1 и выполнен в виде рамки с пазами 24 расположенными на противолежащих сторонах стола 19 с определенным шагом В пазы 24 стола 19 уложены планки 14 со свободно вращающимися шарами 13 в сепараторах 25, закрепленных на планках 14 винтами 26 через компенсаторы 27 Лист 2 при вырезке заготовки 7 опирается на шаровые опоры 28 стола 1, который установлен на станине 29
а режущая головка 6 смонтирована на консоли 30.
Положительный эффект в сравнении с прототипом, достигаемый при использовании изобретения, заключается в повышении производительности путем уменьшения времени на разгрузку заготовок за счет исключения времени на опускание заготовок и перемещение их к наклонному столу, расширении технологических возможностей путем увеличения типоразмеров вырезаемых заготовок в широком диапазоне размеров удаляемого скрапа, дополнительный положительный эффект - в упрощении конструкции путем исключения вертикально перемещающегося стола и транспортера с приводами.
Формула изобретения
1 Способ вырезки заготовок на машинах термической резки, включающий подачу листа в зону резки, вырезку заготовки и разгрузку, отличающийся тем. что, с целью повышения производительности путем уменьшения времени на разгрузку, разгрузку заготовки производят наклоном стола при одновременном принудительном перемещении оставшегося листа в направлении сбрасывания заготовки и воздействия края выреза листа на торец вырезанной заготовки. при этом ширину реза выполняют
6 0,5 S2/L
где S - толщина листа;
L - расстояние от оси поворота стола до переднего торца заготовки.
ж л у4
-Ф- -ффф ф- ф- ффф уф
-ф- ффф ф фi
Г
у . ,Ф у
г
±
4-44 ег Ј ft
г
82
{язгайкы
д-9Лф
ж л у4
уф
Ъ
±
4т
6Z
at
иши.
IZWBLl
н
s/я
ш
х
/г
Фиг. 11
Фиг. 13
Фаг. 12
Фиг. 14
| Авторское свидетельство СССР № 1486284,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
