Предлагаемое изобретение относи ся к тяжелому машиностроению и мож быть использовано в металлургии пр газокислородной обрезке прибылей крупного стального литья, слитков, резке поковок, слябов и других заго вок . При газокислородной резке крупных заготовок толщиной или диаметром от 400 до 2000 мм и более трудности вызывает нагрев заготовок до температур воспламенения стали в кислороде в зоне реза при начале процесса особенно для заготовок, имеющих низкие температуры (температуры окружающей среды). При газокислородной резке применяются локальные посторонние источники тепла для нагрева начала реза (токи высокой частоты, дуговой разряд и т.д.) (1. Если заготовка прямоугольного се чения, то для начала реза резаком нагревают кромку (пересечение двyx граней) при этом резак расположен почти перпендикулярно плоскости рез 2. Если заготовка цилиндрическая то при нагреве зоны начала реза резак располагают по касательной к поперечному сечению заготовки и нагрев зоны реза осуществляют за счет тепла, выделяющегося от сгорания газов-подогревающего пламени резака, Нагрев зоны начала реза. массивных заготовок диаметром до 2000 NM и массой в десятки тонн занимает значительное время длительностью от 2-5 мин до 10-20мин. на каждую заготовку. Это может составлять до 20-30% во-гго времени затрачиваемого на разрезание заготовки. Известны применяемые в практике газокислородной резки способы, когда для ускорения начала резки, сокращения времени подогрева кромок и зоны реза применяют порошки флюсы 3. Известен способ, при котором в зону реза подают струи горючего газа и режущего кислорода, а в начальный участок реза вводят иницирующий элемент 4. Однако этот способ не обеспечивает достаточно высокую производительность при резке крупных заготовок. Цель изобретения - уменьшение времени врезани-я струи кислорода. Цель достигается тем, что в качестве инициирующего элемента исполь-УЮТ призму с треугольным основанием 1срепят призму основанием к начальHcjMy участку реза, а ремку начинают г,т вершины призмы.
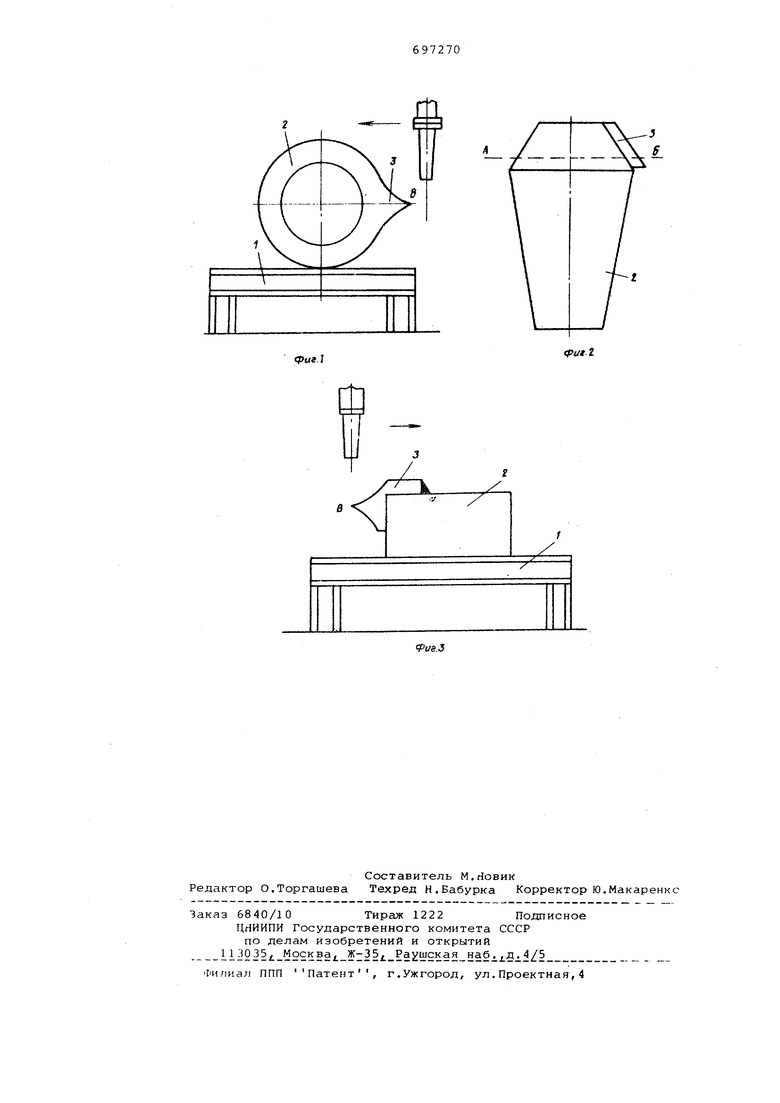
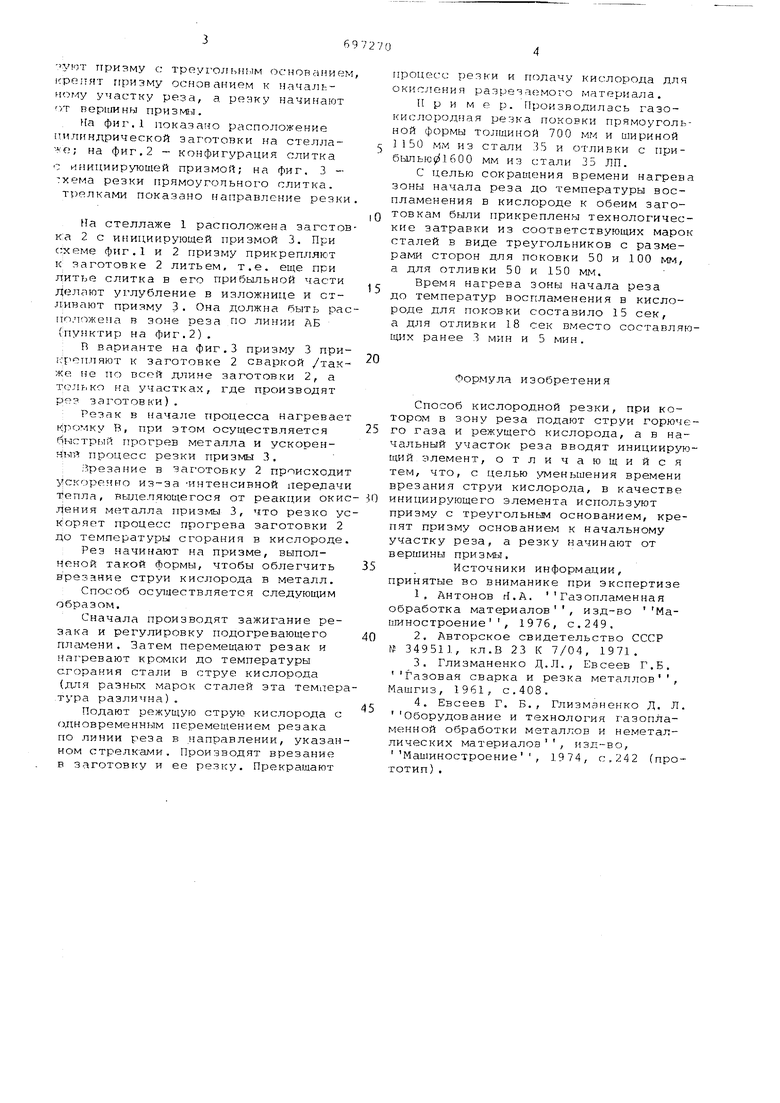
На фиг.1 показано расположение цилиндрической заготовки на стеллако; на фиг. 2 - конфигурация слитка с иf ицииpyroщeй призмой; на фиг. 3 - 7хема резки прямоугопьного слитка, трелками показано направление резки
На стеллаже 1 расположена заготовка 2 с инициирующей призмой 3. При с:хеме фиг.1 и 2 призму прикрепляют к заготовке 2 литьем, т.е. еще при литье слитка в его прибыльной части Делают углубление в изложнице и отливают призму 3. Она должна быть расположена в зоне реза по линии АБ (пунктир на фиг.2).
R варианте на фиг.З призму 3 приг Т епляют к заготовке 2 сваркой /также не по всей длине заготовки 2, а TOJif,ко на участках, где производят ре заготОБ ки) .
Резак в начале процесса нагревает кромку В, при этом осуществляется быстр 1й прогрев металла и ускоренHbifl процесс резки призмы 3,
;.резание в заготовку 2 происходит ускоренно из-за -интенсивной передачи , выделяющегося от реакции окисДения металла rIpиз лы 3, что резко уск-оряет процесс прогрева заготовки 2 до температуры сгорания в кислороде
Рез на призме, выполненой такой формы, чтобы облегчить врезание струи кислорода в металл. Способ осуществляется следующим образом.
Сначала производят зажигание резака и регулировку подогревающего пламени. Затем перемещают резак и Нагревают кромки до температуры сгорания стали в струе кислорода (для разньтх марок сталей эта TeMiiepтура различна).
Подают режущую струю кислорода с одновременным перемещением резака по линии реза в направлении, указанном стрелками. Производят врезание в saroTOBicy и ее резку. Прекращают
процесс резки и подачу кислорода для окисления разрезаемого материала.
Пример. Производилась газокислородная резка поковки прямоугольной формы толщиной 700 мм и шириной J мм из стали 35 и отливки с прибылью(г-1600 мм из стали 35 ЛП.
С целью сокращения времени нагрева зоны начала реза до температуры воспламенения в кислороде к обеим заготовкам были прикреплены технологические затравки из соответствующих марок сталей в виде треугольников с размерами сторон для поковки 50 и 100 мм, а для отливки 50 и 150 мм.
- Время нагрева зоны начала реза до температур воспламенения в кислороде для поковки составило 15 сек, а для отливки 18 сек вместо составляющих ранее 3 мин и 5 мин.
Формула изобретения
Способ кислородной резки, при котором в зону реза подают струи горючего газа и режущего кислорода, а в начальный участок реза вводят инициирующий элемент, отличающийся тем, что, с целью уменьшения времени врезания струи кислорода, в качестве
инициирующего элемента используют
призму с треугольным основанием, крепят призму основанием к начальному участку реза, а резку начинают от верщины призмы.
Источники информагдии,
принятые во вниманике при экспертизе 1, Антонов Н.А. Газопламенная
Маобработка материалов
изд-во
цмностроение , 1976, с.249. 02. Авторское свидетельство СССР
г 349511, кл.В 23 К 7/04, 1971.
3.Глизманенко Д.Л., Евсеев Г.Б. Газовая сварка и резка металлов ,
Мащгиз, 1961, с.408.
4.Евсеев Г. Б., Глизманенко Д. Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов , изл-во, Машиностроение, 1974, с. 242 (прототип) .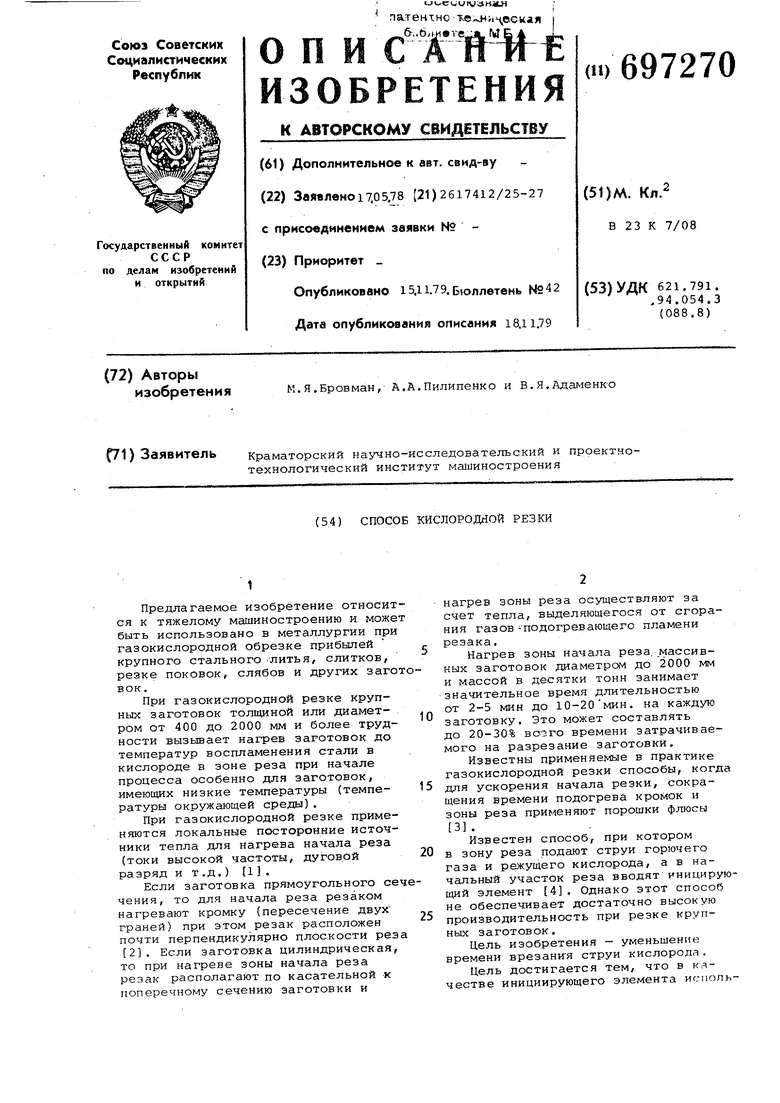
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки заготовок | 1980 |
|
SU961888A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1731499A1 |
| Способ кислородной резки металлов | 1978 |
|
SU795792A1 |
| Способ газокислородной резки металла | 1986 |
|
SU1412895A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1830319A1 |
| Способ групповой газокислородной резки проката круглого сечения | 1977 |
|
SU691261A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Способ кислородно-флюсовой резки | 1977 |
|
SU632515A1 |
| Способ кислородной резки полых за-гОТОВОК | 1979 |
|
SU812462A1 |
| Способ резки труб | 1985 |
|
SU1323280A1 |