Изобретение относится к области дуговой сварки меди, например, вьгао дов обмоток якоря с коллекторами электрических машин и может быть не пользовано в электротехнической, ав ционной, автотракторной и других отраслях промьшшенности. Цель изобретения - снижение стои мости, повышение производительности и качества. , Способ осуществляется следующим образом. Непосредственно перед источником нагрева -вне зоны его прямого действия в область сварного соединения методом электроискрового легирования в необходимых количествах, например при помощи вибратора, жестко закрепленного на одном кронштейне с источником сварочного нагрева, например со сварочной горелкой, вводят один из нитридообразующих элементов, например А1 Ti или Zr. Процесс электроискрового легирования исварки синхронизирзгют по времени. В тот момент, когда сварочная горелка переместится в легированную зону, включают сварочный ток, начинают процесс сварки. Далее процессы легирования и сварки протекают одновременно. Для защиты нитридообразующих элементов от окисления процесс электроискрового легирования производят в одном из инертных газов, например в аргоне. Нижний предел вводимого количества нитридообразующих элементов, равный 0,02%, обусловлен резким снижением плотности металла шва из-за зна чительной азотной пористости при 23г меньшем количестве, например, при 0,018%, нитридообразующих элементов и резким снижением качества соединения . Верхний предел вводимого количества нитридообразующих элементов, равный 0,05%, обусловлен затруднениями в растворении большего количества нитридообразующих, например 0,050,053%, приводящими к заметному ухудшению качества сварки вследствие появления свищей. Способ применен для сварки вьшодов обмоток якоря с коллекторами электрических машин и может быть .использован в- различных -способах сварки плавлением электротехнической (нелегированной) меди в среде азота. Способ опробован при дуговой сварке неплавящимся электродом в среде азота на коллекторах с толщиной медных пластин 2,5-12,0 мм. Результаты приведены в таблице. Физико-механические свойства сварного соединения образцов, вьтолненных по предлагаемому способу, не отличаются от образцов, сваренных в среде гелия и практически не отличаются по свойствам от электротехнической меди. Использование способа позволяет значительно расширить область применения сварки плавлением электротехнической (нелегированной) меди без применения присадочных легированных материалов, особенно за счет использования его в изделиях электротехнической промьшленности, например), при изготовлении электродвигателей.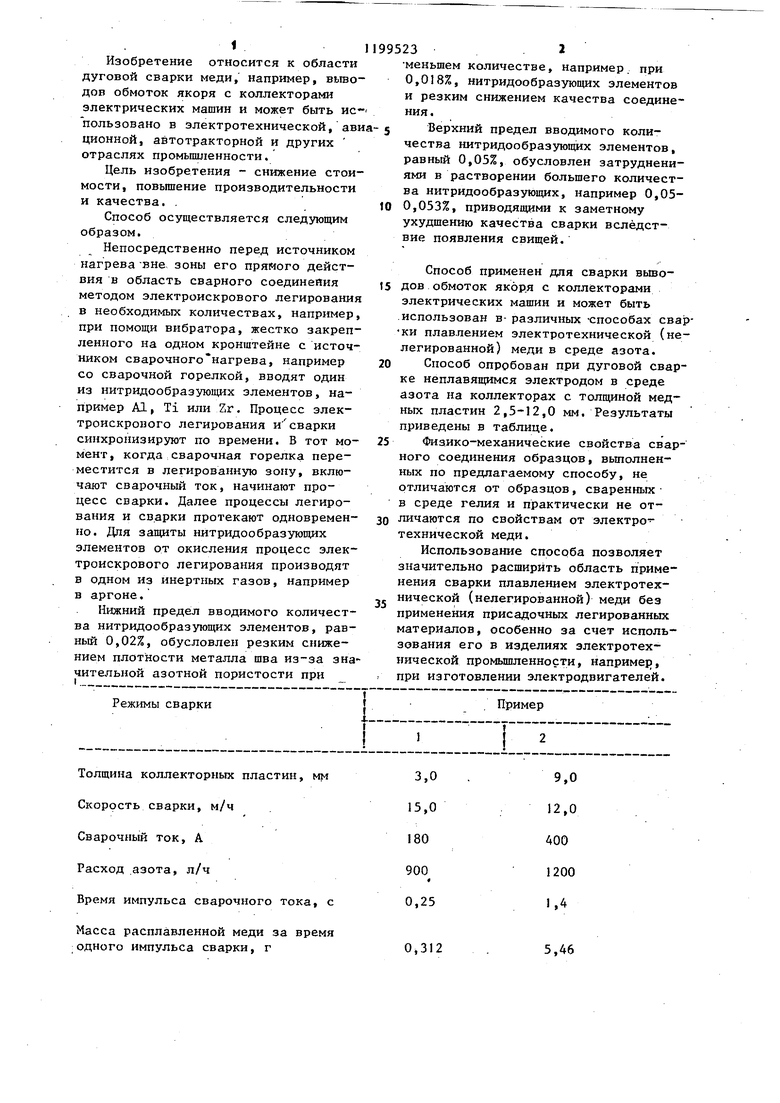
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| Способ сварки разнородных сталей | 1989 |
|
SU1646740A1 |
| Способ обработки околошовной зоны сварных соединений высоколегированных коррозионно-стойких аустенитно-ферритных сталей | 1990 |
|
SU1750884A1 |
| Способ дуговой сварки циркония | 1991 |
|
SU1779507A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721977C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
1. СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ В СРЕДЕ АЗОТА преимущественно выводов обмоток якоря с коллекторами, отличающийся тем, что, с целью снижения стоимости, повышения производительности и качества в процессе сварки перед источником нагрева в область сварного соединения вводят нитридообразующие элементы в количестве 0,02-0,05% от массы расплавленной меди. 2.Способ по п.1, .0 т л и ч а rani и и с я тем, что нитридообразующие элементы вводят электроискровым легированием. 3.Способ по п. 1 , о т .л и ч а ющ и и с я тем, что в качестве нитри дообразующего элемента используют алюминий. 4.Способ по пп. 1 и 2. о т л ичающийся тем, что в качестве О) нитридообразующего элемента используют титан. 5.Способ по пп. 1 и 2, о т л ичающийся тем, что в качестве нитридообразующего элемента используют цирконий.
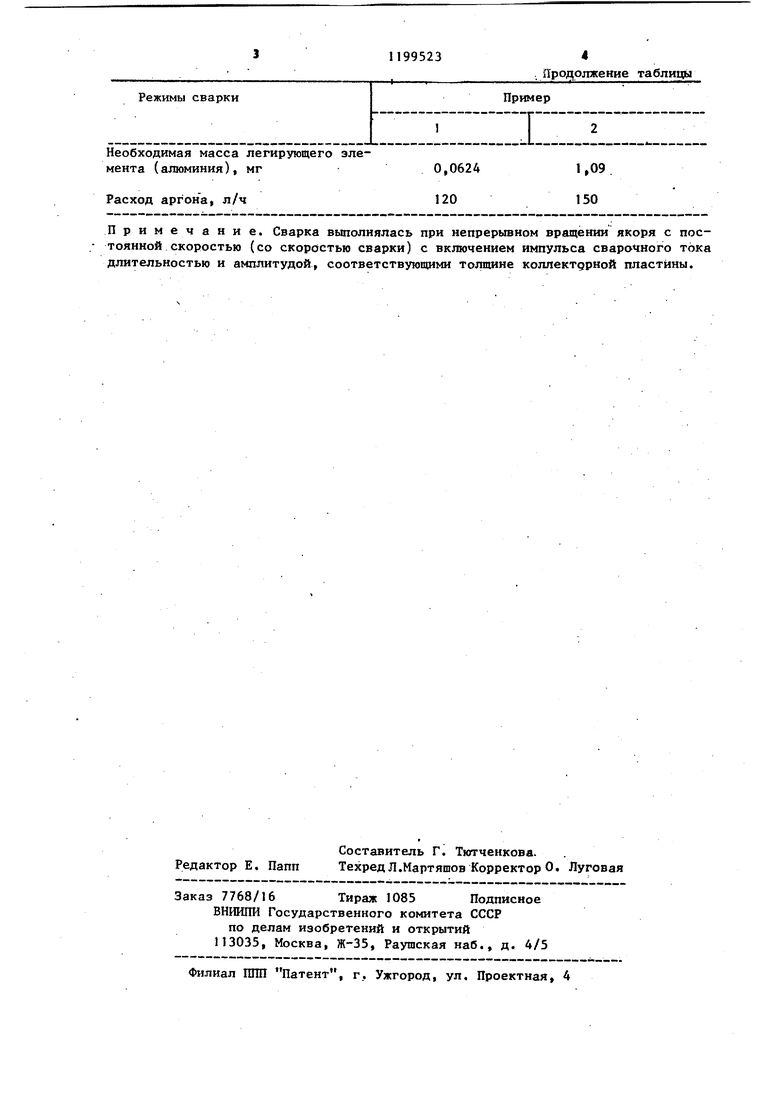
Масса расплавленной меди за время одного импульса сварки, г
5,46
0,312
Примечание. Сварка выполнялась при непрерывном вращении якоря с постоянной скоростью (со скоростью сварки) с включением импульса сварочного тока длительностью и амплитудой, соответствующими толщине коллектдрной пластины.
. Продолжение таблицы
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Технология электрической сварки плавлением./Под ред | |||
| Б.Е | |||
| Патона | |||
| : -М.: Машгиз, 1962, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
