Изобретение относится к дуговой сварке и может быть использовано при сварке неплавящимся электродом тонколистового проката из нелегированного циркония при изготовлении химических аппаратов.
При сварке тугоплавких металлов происходит разупрочнение шва в результате значительного роста зерен и снятия деформационного упрочнения металла. Эксперименты показали что прочность металла шва нелегированного циркония снижается с 340-360 до 190 220 МПа. Наиболее эффективный путь повышения прочности тонколистовых сварных соединений при дуговой сварке - легирование металла шва из газовой фазы.
В настоящее время легирование тугоплавких металлов из газовой фазы производят в процессе дуговой соарки в смесях инертного газа с ацетиленом.
Однако введение углеводородов в инертный газ приводит к резкому ухудшению качества сварных соединений сплавов на основе циркония
Известен способ сварки циркония и его сплавов в смесях инертного газа с кислоро дом
Этот способ имеет два существенных недостатка, низкую стойкость вольфрамовых электродов; кратковременный эбфект повышения коррозионной стойкости сварных соединений, обусловленный постепенным разрушением защитных пленок диоксида циркония.
Наиболее близким по технической сути и достигаемому эффекту является дуювая сварка тугоплавких металлов, при которой дуговую сварку производят в смеси аргона с 0,2,..0,7% азота/
Основным недостатком известного способа является пониженная стойкость металла шва к питтинговой коррозии в растворах соляной кислоты. Азот при этом прочность металла шва, однако достаточно плотных нитридных пленок на поверхности зоны соединения не образуется, хотя известно, что нитридные пленки имеют значительно большую коррозионную стойкости, чем оксидные.
(Л
VI VI о ел о VI
Целью изобретения является снижение склонности сварных соединений к питтин- говой коррозии и получение равнопрочных соединений при сохранении достаточно высокой пластичности.
Поставленная цель достигается тем, что аргонодуговую сварку циркония неплавящимся вольфрамовым электродом производят в аргоне, содержащем 1,2 - 2,6 об.% азота, причем скорость сварки в зависимости от концентрации азота определяют из соотношения:
VCB
8,3 15,4;
С N2 где VCB - скорость сварки, м/ч;
концентрация .азота в аргоне, об.%.
Способ реализуется, например, следующим образом: в баллонах предварительно создают смесь аргона с 1,2-2,6 об. % азота или получают указанную смесь в редукторах-смесителях известной конструкции. Концентрацию азота в смесях определяют известным способом (хроматографией или спектральным анализом).
Кромки тонколистовых заготовок устанавливают без зазора и производят аргонодуговую сварку, преимущественно автоматическую неплавящимся вольфрамовым электродом на прямой полярности со скоростью, которую определяют из приведенного выше выражения, в зависимости от содержания азота в аргоне. В процессе сварки происходит два процесса - абсорбция азота расплавленным металлом с образованием твердого раствора, что приводит к повышению прочности металла шва, а также химико-термическая обработка, приводящая к образованию на поверхности соединений коррозионно-стойких нитрид- ных пленок.
Особенно эффективно использовать предлагаемый способ для сварки узлов химических аппаратов больших размеров с предварительно нанесенным защитным нитридным покрытием.
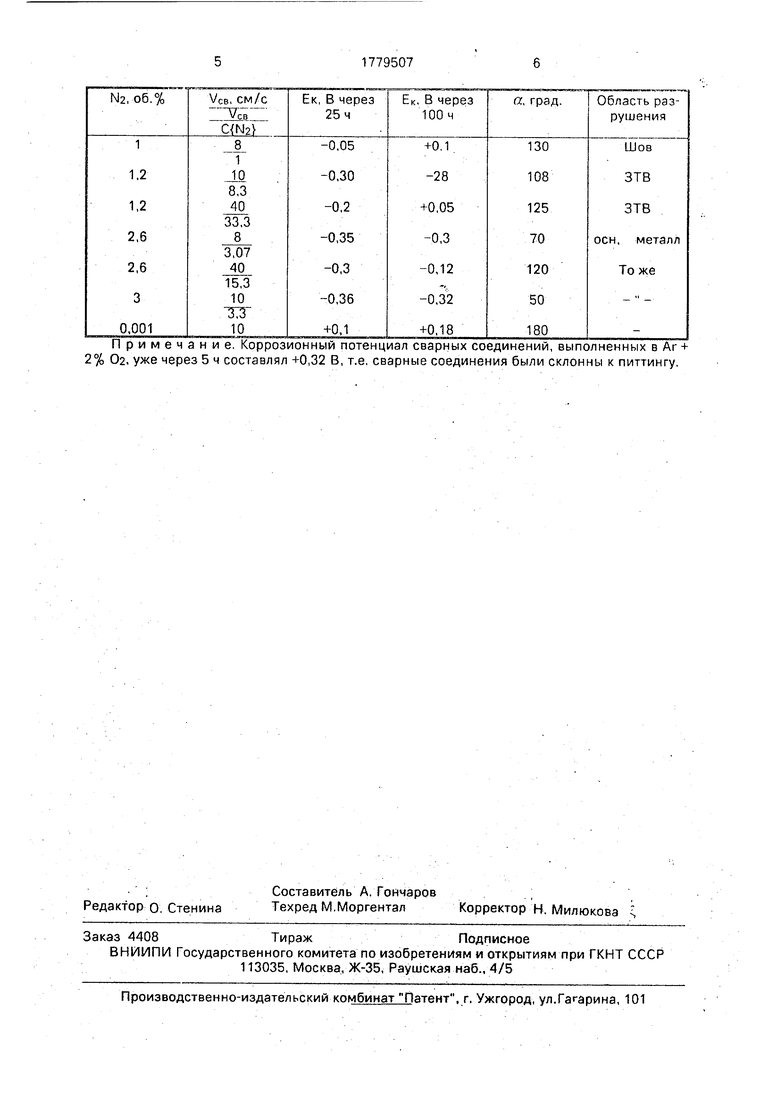
П р и м е р. По предлагаемому способу производили аргонодуговую сварку циркония толщиной 2 . мм на режимах VCB
8...40 м/ч; сварочный ток при этом составлял соответственно 100...210 А: напряжение на дуге 11-12 В. Содержание азота в аргоне изменяли в пределах 0,001; 1...3 об.%. Кроме того, проводили сварку циркония в аргоне высокой чистоты и в смеси аргона +2 об.% кислорода (см. 2).
Склонность сварных соединений к пит- тингообразованию определяли в 20% HCI
при температуре +80°С, при выдержке образца в течение 100 ч, при этом коррозионный потенциал Ек определяли через каждый час. Критерием оценки склонности к питтин- гообразованию является смещение Ек в
анодную область, что является характерным для сплавов циркония.
За критерий пластичности принимался угол изгиба образцов, более 100 град., а равнопрочность оценивали по смещению
зоны разрушения со шва на ЗТВ и основной металл и показателям прочности ов.
Результаты исследований приведены в таблице.
Оптимальную скорость сварки при этом
определяли из приведенного выражения.
Положительный эффект достигнут за счет твердорастворимого упрочнения металла шва и одновременного создания на поверхности шва и ЗТВ коррозионно-стойких защитных нитридных пленок.
Изобретение может быть использовано в химическом машиностроении и других областях техники.
Формула изобретения
Способ дуговой сварки циркония, преимущественно малых толщин, при котором сварку ведут вольфрамовым электродом в смеси аргона с азотом, отличэющийс я тем, что, с целью снижения склонности сварных соединений к питтишовой коррозии и повышения прочности, содержание азота в смеси берут равным 1,2-2,6 об,%, а скорость сварки определяют из выражения
„ VCB
3.3
15,4,
С N2 где VCB. - скорость сварки, м/ч;
концентрация азота, об,%.
Примечание. Коррозионный потенциал сварных соединений, выполненных в Аг + 2% 02, уже через 5 ч составлял +0,32 В, т.е. сварные соединения были склонны к питтингу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки сплавов циркония с титаном | 1987 |
|
SU1440643A1 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2376345C2 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ | 2001 |
|
RU2201320C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ обработки сварных соединений | 1991 |
|
SU1787093A3 |
| Способ обработки околошовной зоны сварных соединений высоколегированных коррозионно-стойких аустенитно-ферритных сталей | 1990 |
|
SU1750884A1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Использование: при сварке неплавящимся электродом тонколистового проката из нелегированного циркония при изготовлении химических аппаратов. Сущность изобретения дуговую сварку циркония производят в смеси аргона с содержанием азота от 1,2 до 2,6 об % Скорость сг.арки определяют из выражения 8,3 „ VCB 15,4, где VCB-скорость сварки, об.% м/ч; - концентрация азота, Изобретение может быть использовано в химическом машиностроении и других областях техники. 1 табл
| Авторское свидетельство СССР Мг 658823, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР ISfc 1062961, K,I | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав защитной среды для дуговой сварки тугоплавких металлов | 1987 |
|
SU1438942A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
