00
ел
t;D
Изобретение относится к электрохимической обработке металлов и может быть использовано в различных областях промышленности при удалени металла с неметаллической поверхности.
Цель изобретения - увеличение производительности процесса.
Положительньй эффект достигается за счет того, что для преодоления силы сцепления металла с неметаллической поверхностью эквидистантно удаляемому слою металла устанавливают дополнительный электрод и между ним и удаляемым слоем металла пропускают импульс тока.
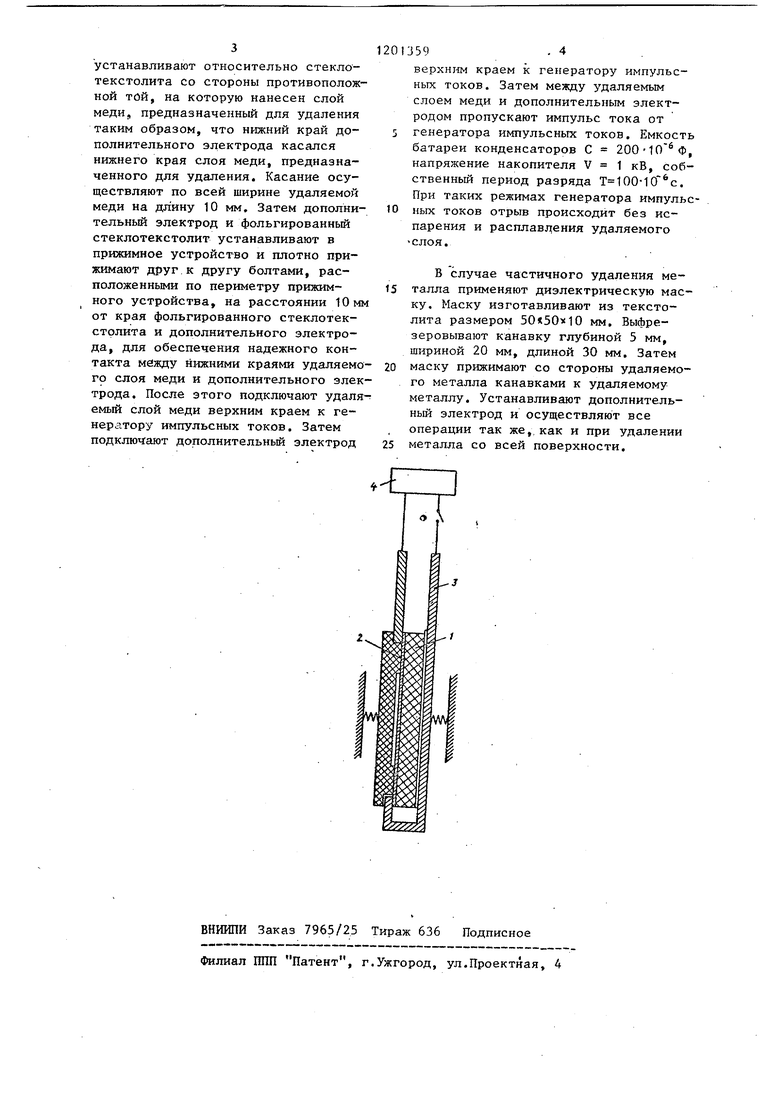
На чертеже показано осуществление способа.
По детали 1 с удаляемым слоем 2 и дополнительному электроду 3 пропускают импульс тока от генератора импульсных токов 4.
При воздействии двух токов, направленных встречно или в одну сторону, на заряды действует магнитная сила, способствующая отрыву удаляемого слоя 2 от детали 1.
Если дополнительный электрод устанавливают с той же стороны, что и отрываемый материал относительно неметалла, с которого производит отрыв, то токи должны протекать по дополнительному электроду и отрываемому металлу в одну сторону, т.е. полярность дополнительного электрода и отрываемого металла ПРИ подключении должны быть однозначные ,
Если дополнительный электрод устанавливают с противоположной стороны от отрываемого материала, относительно неметалла, с которого производят отрыв, то токи должны протекать по дополнительному электрду и отрываемому металлу в противоположные стороны, т.е. полярность дополнительного электрода и отрываемого материала должна быть разноименной.
Если отрыв производить от одного источника энергии, то в первом из указанных вьппе случаев дополнительный электрод соединяют с отрываемым материалом относительно источника тока параллельно, а в другом - последовательно.
Под действием тока происходит разогрев отрываемого металла, также способствующий его отрыву.
01359
Если необходимо металл удалить частично, то для этого применяют маску, имеющую профильные канавки, соответствующие форме удаляемого
5 металла. Прижимные элементы прижимают маску к металлу с усилием вьше усилия, возникающего при отрыве металла. Маска способствует интенсивному теплоотводу.,
О Для осуществления способа необходимо, чтобы дополнительный электрод имел ширину и длину не меньщую, чем ширина и длина удаляемого металла.
15 При этом силу тока выбирают так, чтобы при протекании тока по слою, который необходимо удалить, электродинамическая сила была больше силы сцепления удаляемого металла с поверхностью,
V obfb
где Pj - сила сцепления удаляемого 25 металла с основой,кГс/см ; Itn - амплитудное значение тока в импульсе; - эквивалентная ширина
удаляемого металла, см. 30 Параметр b,j, вводят в случае покрытия неправильной формы, его определяют по формуле
к S Ь,Ь - р
где S - площадь покрытия;
Е - общая длина. Причем
(..h,,6.5),
jKfr
где эквивалентная, т.е. усредненная по длине толщина
покрытия;
m - масса покрытия; f - плотность материала покрытия; . V - объем.
Амплитудное значение импульса тока определяют по соотношению
1 1--7уг « б74 То 8
Пример. Удаление производят с фольгированного текстолита 1, 55 размером 50x50x1,5 мм. Удаляют слой меди, размером 5050i 0,04 мм.
ДополнительнькЧ электрод, выполненный из меди размером 50«70 1 мм. 3 устанавливают относительно стеклотекстолита со стороны противополож ной той, на которую нанесен слой меди, предназначенный для удаления таким образом, что нижний край дополнительного электрода касался нижнего края слоя меди, предназначенного для удаления. Касание осуществляют по всей ширине удаляемой меди на длину 10 мм. Затем дополни тельньй электрод и фольгированньй стеклотекстолит устанавливают в прижимное устройство и плотно прижимают друг.к другу болтами, расположенньии по периметру прижимного устройства, на расстоянии 10м от края фольгированного стеклотекстолита и дополнительного электрода, для обеспечения надежного контакта между нижними краями удаляем го слоя меди и дополнительного эле трода. После этого подключают удал емый слой меди верхним краем к генератору импульсных токов. Затем подключают дополнительный электрод 59- 4 BepxHiiM краем к генератору импульсных токов. Затем между удаляемым слоем меди и дополнительным электродом пропускают импульс тока от генератора импульсных токов. Емкость батареи конденсаторов С 20010 Ф, напряжение накопителя V 1 кВ, собственный период разряда Т 100-10 с. При таких режимах генератора импульсных токов отрыв происходит без испарения и расплавления удаляемого в случае частичного удаления металла применяют диэлектрическую маску. Маску изготавливают из текстолита размером 50«50 10 мм. Выфрезеровывают канавку глубиной 5 мм, шириной 20 мм, длиной 30 мм. Затем маску прижимают со стороны удаляемого металла канавками к удаляемому металлу. Устанавливают дополнительный электрод и осуществляют все операции так же,, как и при удалении металла со всей поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ СЛОЯ МЕТАЛЛА С НЕМЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1990 |
|
RU2031977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЖЕСТКО-ЭЛАСТИЧНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2024 |
|
RU2830530C1 |
| Способ определения остаточных напряжений в поверхностном слое изделий | 1990 |
|
SU1783357A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ПОВЕРХНОСТИ МЕТОДОМ ОТРЫВА ЛИПКОЙ ЛЕНТЫ | 2024 |
|
RU2835973C1 |
| Способ получения покрытий из металлических порошков | 1987 |
|
SU1785818A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ ФОТОПРЕОБРАЗОВАТЕЛЯ | 2007 |
|
RU2357326C1 |
| МЕДНАЯ ФОЛЬГА ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2138932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ЭЛЕМЕНТОВ ЛЕНТОЧНЫХ ПРОВОДОВ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2003 |
|
RU2246153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ДЛЯ СВЕТОДИОДОВ | 2011 |
|
RU2477029C2 |
СПОСОБ УДАЛЕНИЯ МЕТАЛЛА С НЕМЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ, включаюпщй воздействие, преодолеваиицее силы сцепления металла с неметаллической поверхностью, отличающийся тем, что, с целью увеличения производительности процесса для преодоления, силы сцепления металла с неметаллической поверхностью, эквидистантно удаляемому слою металла устанавливают дополнительный электрод и по нему и удаляемому слою металяа пропускают импульс тока, амплитудное значение которого определяют из соотношения - , / /ЬГГТ Г 6:4 ТО Г гдeI, - амплитудное значение тока; m - масса покрытия; Fg - сила сцепления на единицу (Л - площади; - усредненная по длине толщина покрытия; f - плотность покрытия; I - длина покрытия.
| X.-И.Ханке, Х.Фибиан | |||
| Технология производства радиоэлектронной аппаратуры | |||
| М.: Энергия, 1980, с.64 | |||
| Н.М.Шмелева | |||
| Контролер работ по металлопокрытиям | |||
| М.:Машиностроение, 1980, с.172 | |||
| . |
