Устройства для запрессовки упругих, например, резиновых деталей в корпус с использованием для этого вращающегося нажимного полого шпинделя известны.
Однако при сборке деталей из пластмассы или резины возникают трудности, вызванные отсутствием стабильности и жесткости размеров; фиксация деталей, подлежащих сборке, должна быть поэтому осуществлена на принципе самоустанавливания, рабочие ходы должны быть саморегулируемыми, а усилия, прилагаемые для соединения деталей, должны быть регулируемыми. Резиновое кольцо после посадки на свое место в результате упругих деформаций, стремится выпучиться и выйти из посадочного места.
Отличительной особенностью предлагаемого исполнительного механизма является применение в полости щпинделя, получающего осевое движение, щтока, сочлененного посредством пружин с соосным стержнем, несущим на конце досылатель для запрессуемой внутренней детали, и с окружающей его втулкой для раснравления уплотнительного кольца при ее разжиме под воздействием конической кромки досылателя, причем последующая окончательная установка уплотнительного кольца осуществляется при помощи досылательиой втулки с торцовой волнистой поверхностью. Такое выполнение предлагаемого механизма устраняет обычно возникающие при сборке деталей из пластмасс, резины и т. п. трудности, являющиеся следствием отсутствия жесткости и стабильности их размеров и возникающих в них упругих деформаций.
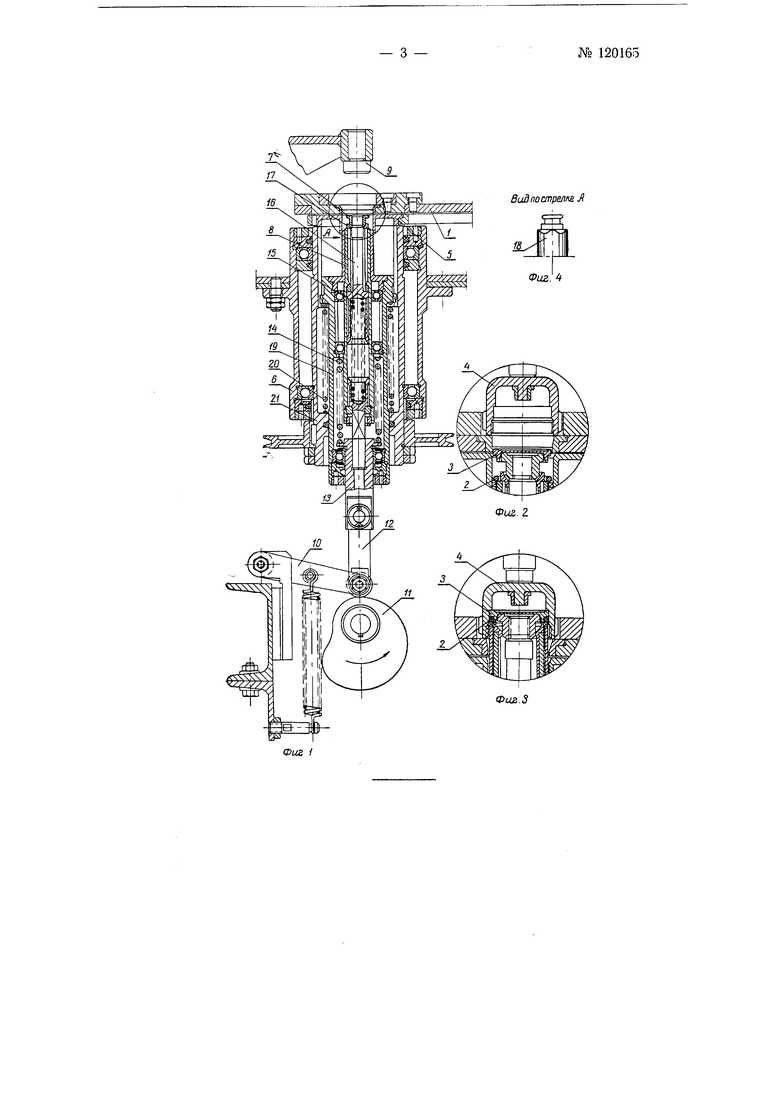
На фиг. 1 предлагаемый механизм показан в осевом разрезе; на фиг. 2-положение рабочего узла механизма в момент начала работы, на фиг. 3-положение этого же узла в момент окончания работы; а на
№ 120165
фиг. 4-отдельно показан вид по стрелке А на фиг. 1 досылательной втулки с торцовой волнистой поверхностью.
В гнезда поворотного диска 1 станка закладывают собираемое резиновое обтюрирующее кольцо 2, пластмассовую внутреннюю деталь 3 и корпус 4.
При повороте диска 1 очередное гнездо подходит к рабочему месту-к неподвижному кольцу 5, укрепленному на столе соосно с корпусом 6 исполнительного механизма. В момент подхода этого гнезда деталь 3 и кольцо 2 падают вниз через кольцо 5, соответственно на досылатель 7 и на торец втулки 8, а корпус 4 подходит под неподвижный упор 9.
Исполнительный механизм выполняет следующие основные движения. Через коромысло 10, кулачок 11 и серьгу 12 от кулачкового распределительного вала передается поступательное движение вверх щтока 13 и далее через сильную пружину 14 втулке 8. Сила этой пружины больше, чем усилие для запрессовки детали 3, но слабее, чем усилие, способное разрушить собираемые пластмассовые детали. Одновременно через слабую пружину 15 движется вверх стержень 16, который своим досылателем 7 поднимает деталь 3 до соприкосновения ее с корпусом 4. Однако усилие пружины 15 недостаточно для запрессовки детали 3, и стержень /6 останавливается.
Деталь 3, играющая в изделии роль мембраны, слаба и допускает нажимное усилие только на торцовую часть своего более прочного обода. Втулка 8, подпертая пружиной 14 продолжает подниматься вдоль остановившегося стержня 16 и заставляет сидящую на ней цангу 17 раскрыть свои лепестки, благодаря.их встрече с нижней конической кромкой досылателя 7.
Лепестки цанги в свою очередь расправляют резиновое уплотнительное кольцо 2, и, подойдя к детали 3, подпирают ее по торцу прочного обода. При дальнейшем движении вверх втулки 8 выполняется запрессовка детали 3 торцами цанги. В конце запрессовки втулка 8 остановится и пружина 14 начнет сжиматься. К этом} моменту к резиновому кольцу нодойдет досылательная втулка 18 шпинделя 19. Шпиндель 19, подпертый пружиной 20 и находящийся в постоянном врашении, может перемешаться вдоль гильзы 21, досылательная втулка 18, подойдя к резиновому кольцу, пересаживает его с цанги 17 на свое место.
Особенностью досылательной втулки 18 является ее торцовая волнистая поверхность, при помощи которой при вращении втулки одновременно с досылкой производится закатка резинового кольца 2.
Предмет изобретения
Исполнительный механизм станка для запрессовки внутренней детали в полость корпуса с последующим введением между их поверхностями уплотнительного ynpjToro кольца при помощи вращающегося нажимного полого шпинделя, отличающийся тем, что в полости вращающегося шпинделя помещен получающий осевое движение щток, сочлененный посредством пружин с соосным стержнем, несущим на конце досылатель для внутренней детали, и с окружающей его втулкой, несущей цангу для расправления уплотнительного кольца при ее разжиме под воздействием копической кромки досылателя, с последующей окончательной установкой указанного кольца помещенной на вращающемся шпинделе досылательной втулкой с торцовой волнистой поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивания отверстий, например в рельсах | 1943 |
|
SU66215A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| ВОГСОЮЗНАЯ Iii;i.:?r-t,-;u^':E;iiAj<У;^',*' Л: ;.:кд i | 1972 |
|
SU328602A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Цанговый патрон | 1979 |
|
SU848171A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ ТУПИКОВОГО ПАТРУБКА | 1991 |
|
RU2037730C1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |