Изобретение может быть использовано в промьшшенности строительных материалов, в 1астности в машинах для формования изделий из волокнистого материала, преимущественно ас- бестоцементных листов и труб.
Целью изобретения является повышение качества изделий путем изменения давления прессования в зависимости от изменения толщины формуемого изделия.
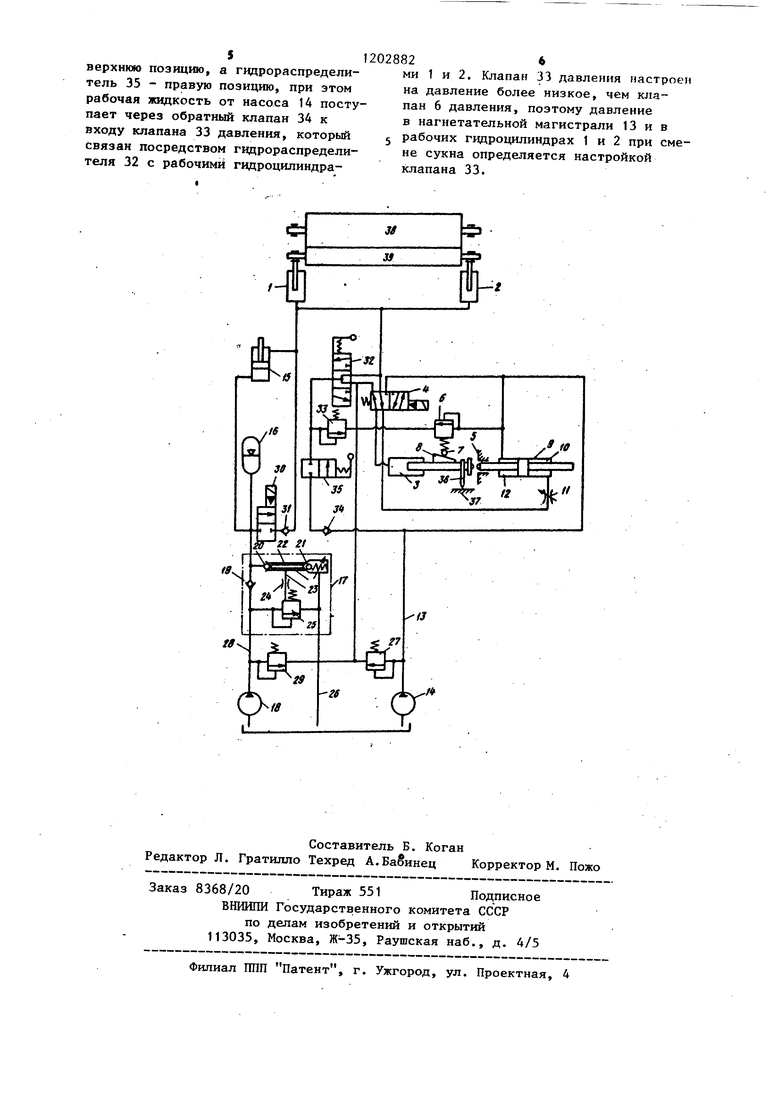
На чертеже представлена схема, устройства для регулирования давления прессования изделий из волокнистогф материала.
Устройство содержит включенные параллельно гидроцилиндры 1 и 2 прессовой части машины, толщиномер- ный гидроцйлиндр 3, гидравлически сообщенньй посредством двухпозицион- ного электроуправляемого золотника 4 с рабочими гидроцилиндрами 1 и 2, упор 5, ограничивающий ход плунжера толщиномерного гцдроцилиндра 3, регулируемый клапан 6 давления, орган 7 управления которого связан через . копир 8 с толщиномерным гидроццлинд- ром 3, вспомогательный недифференциальный гидроцилиндр 9,. одна полость 10 которого соединена с рабочими гидроцилиндрами 1 и 2 через включенные последовательно дроссель 11 и электроуправляемый золотник 4, а другая полость 12 - с нагнетательной магистралью 13 и клапаном 6 давления Нагнетател1}Ная магистраль 13 подключена к насосу 14. Рабочие гидроцилинры 1 и 2 связаны со штоковой nojjoc- тью дополнительного гидроцилиндра 15 поршневая полость которого сообщена с гидроаккумулятором 16, соединенным посредством разгрузочного клапана 17 с дополнительным насосом 18. В разгрузочном клапане 17 имеются обрат- Hbie 19 и 20 и предохранительньй 21 клапаны и толкатель 22, заключенный между обратным 20 и предохранительным 21 клапанами. Гидролиния 23 между обратным 20 и предохранительным 21 клапанами соединена через дроссель 24 с полостью управления предохранительного клапана 25 непрямого действия. 1
Между нагнетательной магистралью
13 насоса 14 и сливной магистралью 26 включён предохранительный клапан 27, а меж,цу нагнетательной магистралью 28 дополнительного насоса 18
и сливной магистралью 26 - предохра- нитель ный клапан 29. Гидроаккумулятор 16 связан с рабочими гидроцилиндрами 1 и 2 посредством злектроуправляемого золотника 30 и обратного клапана 31.
Посредством трехпозиционного гидрораспределителя 32 с ручным управлением рабочие гидроцилиндры 1
и 2 подключены к клапану 33 низкого давления, который соединен с нагнетательной магистралью 13 посредством обратного клапана 34 и двухпозицион- ного гидрораспределителя 35.
К плунжеру толщиномерного гидроцилиндра 3 прикреплена стрелка 36, показывающая на шкале 37 толщину изделия, формуемого на форматном барабане 38. Прессование формуемого
изделия осуществляется прессовым валом 39 посредством рабочих гидроцилиндров 1 и 2.
Регулятор работает следующим образом.
в изображенной на схеме нейтральной позиции гидрораспределителя 32 рабочие цилиндры 1 и 2 соединены со сливной магистралью 26. В этом положении давление прессования равно
нулю.
Нижняя по схеме позиция гидрораспределителя 32 соответствует рабочему режиму регулятора, а верхняя - .режиму смены сукна.
В начале процесса формования исходными являются верхнее положение плунжеров рабочих гидроцилиндров 1 и 2 (прессовый вал 39 прижат к форматному барабану 38) и крайнее правое положение плунжера толщиномерного гидроцилиндра 3 (у, упора 5); кроме того, шток дополнительного гидроцилиндра 15 полностью выдвинут (так как сила минимального давления в его поршневой полости, сообщенной с гидроаккумулятором 16, больше силы максимального рабочего давления в штоковой полости, сообщенной с рабочими гидроцилиндрами 1 и 2), а электромагниты электроуправ ляемых золотников 4 и 30 выключены.
В процессе формования изделия из волокнистого материала насос 14 по- дает рабочую жидкость через клапан 6 давления в сливную магистраль 26. В нагнетательной магистрали 13 и сообщенной с ней полости 12 вспомога
тельного .гидроцилиндра 9 формируется начальное давление, определяемое начальной настройкой клапана 6 давления, равное давлению прессования.
Точность установки нуля при возврате плунжера толщиномерного цилинд ра 3 в исходное положение обеспечивается за счет достижения плунжером упора 5.
При подаче давления в полость 12 вспомогательного гидроцилиндра 9 у его поршня остается свободный ход для обеспечения передачи давления к рабочим гидроцилиндрам 1 и 2 при наличии возможных утечек или бие НИИ форматного барабана 38.
По мере увеличения толщины формуемого изделия рабочая жидкость вытесняется из рабочих гидроцилиндров 1 и 2 через электроуправляемый золотник 4 и дроссель 11 в полость 10 вспомогательного гидроцилиндра 9, вызывая перемещение его поршня и вместе с ним плунжера толщиномерно- го гндроцилиндра 3 влево. При этом ход плунжера, а следовательно, и копира 8 пропорционален толщине формуемого изделия. Копир 8, воздействуя на орган 7 управления клапана 6 давления, с увеличением толщины формуемого изделия уменьшает поджим пружины клапана 6 давления и снижает тем самым давление в полости 12 гидроцилиндра 9, а также в рабочих гидроцилиндрах 1 и 2. Таким образом обеспечивается зависимость давления прессования от толщины формуемого изделия. Характер этой зависимости определяется профилем копира 8, кото рый может быть подобран из условия обеспечения наилучшего качества формуемого изделия.
I
По окончании формования изделия включаются электромагниты электроуп- равляемых золотников 4 и 30. Рабочая жвдкость поступает от гидроаккумулятора 16 через золотник 30 и обра тньй клапан 31 в рабочие гидроцилиндры 1 и 2, осуществляя быстрый прижим прессового вала 39 к формат- нюму барабану 38. Одновременно из ра бочих гидроцилиндров 1 и 2 рабочая жидкость поступает через злектроуп- равляемый золотник 4 в толщиномер- ньй гидроцилиндр 3, осуществляя быст рьй отвод его плунжера вправо до упора 5, положение которого соответствует нулевому значению толщины
202882
формуемого изделия. При этом полос- ти 10 и 12 гидроцилиндра 9 сообщена j друг с другом через золотник 4,- Дроссель 11 ограничивает скорость 5 возврата плунжера гидроцилиндра 3
и штока гидроцилиндра 9 в исходное положение.
Дополнительный гидроцилиндр 15 служит для гашения резких кратковре- . 10 менных колебаний давления в рабочих гидроцилиндрах 1 и 2, в случае попадания между форматным барабаном 38 и прессовым валом 39 каких-либо включений прессовый вал на короткий
15 промежуток времени отходит от форматного барабана, часть рабочей жидкости вытесняется из рабочих гидроцилиндров 1 и 2 в щтоковую полость дополнительного гидроцилиндра 15, 20 а не в полость 10 вспомогательного гидроцилиндра 9, так как этому препятствует дроссель 11. Таким обра- зом, кратковременные колебания давления в рабочих гидроцилиндрах 1 25 и 2 не отразятся на положении стрелки 36 толщиномера.
Разгрузочньй клапан 17 служит для разгрузки дополнительного насоса 18 от давления в момент достижения 30 в гидроаккумуляторе 16 номинального давления и включения насоса в момент достижения заданного минимального давления. Рабочая жидкость от насоса 18 поступает на зарядку аккумулятора 16. При достижении давления зарядки аккумулятора клапан 21 открывается и удерживается в таком положении клапаном 20. В этом случае ; полость управления клапана 25 давле- 1 д« ния соединена через клапан 21 со сливной магистралью 26, клапан 21 открыт и пропускает рабочую жидкость от нагнетательной магистрали 28 насоса 18 в сливную магистраль 26. . При понижении давления в гидроакку- ;муляторе до заданного клапан 21 ;закрьшается, а клапан 20 открывается, соединяя полость управления клапана 25 давления с нагнетательной магистралью 28. Клапан 25 давления закрывается и насос 18 переключается на подзарядку гидроаккумулятора. . I
-В процессе смены сукна :возника- 55 ет необходимость прижима прессового вала к форматному барабану с небольшим усилием, в этом случае гидрораспределитель 32 переводится в
35
50
верхнюю позицию, а гндрораспредели- тель 35 - правую позицию, при этом рабочая жидкость от насоса 14 поступает через обратный клапан 34 к входу клапана 33 давления, который связан посредством гццрораспредели- теля 32 с рабочими гидроцнлиндрами 1 и 2. Клапан 33 давления настроен на давление более низкое, чем клапан 6 давления, поэтому давление в нагнетательной магистрали 13 и в рабочих гидроцилиндрах 1 и 2 при смене сукна определяется настройкор1 клапана 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОМЕХАНИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО СЕЛЬСКОХОЗЯЙСТВЕННОЙ МАШИНЫ | 2007 |
|
RU2372216C2 |
| Гидравлическая система рулевого управления транспортного средства | 1983 |
|
SU1174313A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2008 |
|
RU2393091C2 |
| Гидравлическая система транспортного средства | 1990 |
|
SU1722925A1 |
| УНИВЕРСАЛЬНАЯ ГИДР&СИСТЕМ.4 СЕЛЬСКОХОЗЯЙСТВЕННОГО ТРАКТОРА | 1971 |
|
SU307755A1 |
| Гидравлическая система управления фрикционными элементами коробки передач | 1990 |
|
SU1759672A1 |
| Почвообрабатывающая фреза | 1981 |
|
SU978745A1 |
| Автоматический регулятор навесных почвообрабатывающих машин | 1983 |
|
SU1160983A1 |
| Устройство для обработки почвы в рядах растений | 1982 |
|
SU1069651A1 |
| ГИДРОПРИВОД РАЗВОРОТА ЗАДНИХ КОЛЕС | 2001 |
|
RU2211778C2 |
(
//X
| Устройство для измерения толщины стенки | 1974 |
|
SU481817A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Австрии № 230253, кл | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
