1
Изобретейие относится к области обработки металлов давлением и может быть использовано для катушечной намотки гибкого материала с по- следутощей обвязкой (упаковкой бунтов.
Цель- изобретения расширение хехнологических возможностей устройства путем обеспечения обвязки узло между собой и автоматической подачи маркировочной бирки.
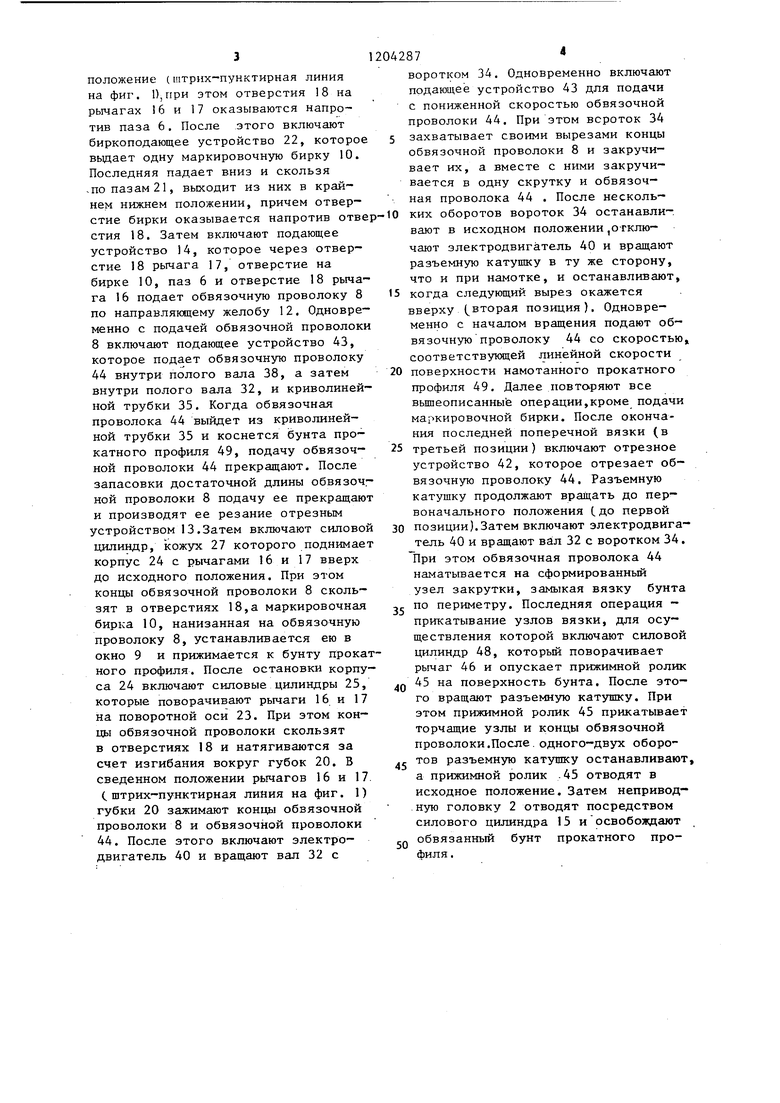
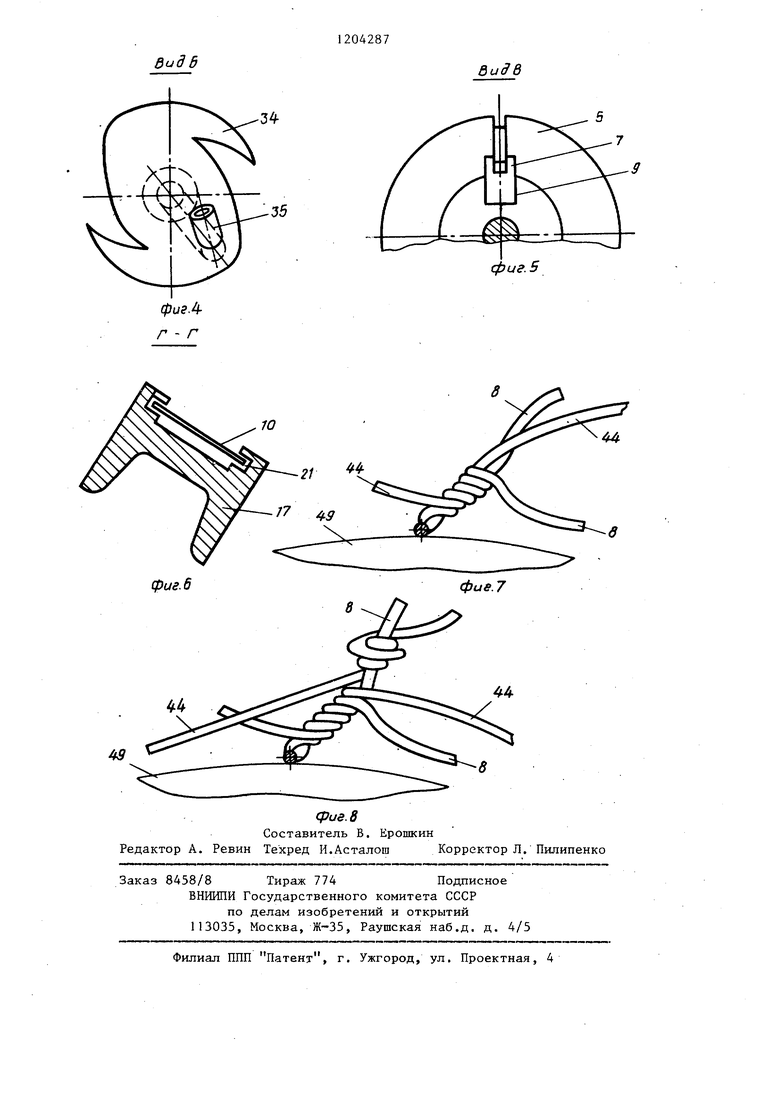
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1 (рычаги сведены к воротку перед узлообразо- ванием ; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - вид
8на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - форма узла; на фиг. 8 - форма последнего узла.
Намоточное устройство содержит виткоукладчик 1, разъемную катуппсу, образованную неприводной 2 и приводной 3 головками с фланцами 4 и 5, имеющими пазы 6 и радиальные вырезы 7 ДЛЯ- прохода обвязочной проволоки 8. Один из вырезов 7 имеет местное расширение, образующее окно
9для прохода маркировочной бирки 10.Приводная головка 3 соединена муфтой I 1 с приводом вращения (. не показан). На приводной головке 3 смонтированы направляющий желоб 12, отрезное устройство 13 и подающее устройство 14. Неприводная головка 2 установлена с возможностью перемещения посредством силового цилиндра 15.
Кроме того, устройство содержит рычаги 16 и 17, в каждом из которых вьтолнено отверстие 18, поперечный паз 19 и губка 20. Рычаг 17 имеет вертикальные пазы 21 по размерам маркировочной бирки 10. На рычаге 17 установлено биркоподающее устройств 22 известной конструкции.
Рычаги 16 и 17 установлены на общей поворотной оси 23 на корпусе 24 и соединены с ним силовыми цилиндрами 25. К корпусу 24 прикреплены ограничители 26. В корпус 24 вмонтирован силовой цилиндрi имеющий кожух 27 и поршень 28, закрепленный на полом штоке 29, имеющам два выходных конца. Корпус 24 подвижно установлен на две прямолинейные
35
40
042872
направляющие 30. Концы направляющих 30 и полого штока 29 закреплены неподвижно на общей раме 31 ( рама показана условно 1. Внутри штока 29 5 размещен -с возможностью вращения полый вал 32, опирающийся на вкладыши 33. На нижнем конце вала 32 закреплен вороток 34 и вмонтирована криволинейная трубка 35, внутрен- 10 няя полость которой является продолжением внутренней полости вала 32. Трубка 35 пересекает полость воротка 34 и выходит под углом 30-45 к оси вращения воротка 15 36. Продолжение оси трубки 35 проходит на расстоянии трех толщин обвязочной проволоки от оси вала 32. Верхний конец вала 32 через муфту 37 соединен с полым валом 20 38 редуктора 39, приводимого в движение электродвигателем 40. Вал 38 соединен цепной передачей с командоаппаратом 41 для установки воротка 34 в определенное положе- 25 ние. Над редуктором 39 установлены отрезное 42 и подающее 43 устройства соответственно для отрезания и подачи обвязочной проволоки 44. Редуктор 39 с электродвигателем 30 40, отрезное 42 и подающее 43 уст ройства установлены на общей раме 31. Прижимной ролик 45 установлен на рычаге 46, который закреплен с возможностью поворота на отдельной раме 47 и имеет привод от силового цилиндра 48.
Намотку прокатного профиля 49 (например, проволоки ) на разъемную катушку производят известным способом с помощью виткоукладчика 1.
Устройство для намотки и обвяз- .. ки бунтов длинномерного материала работает следуклцим образом.
В исходном положении (фиг. 1) корпус 24 поднят в крайнее верхнее положение, рычаги 16 и 17 разведены, а полый вал 32 развернут вокруг оси его поворота так, что конец трубки 35 направлен в сторону, противоположную виткоукладчику 1.После окончания намотки разъемную катушку останавливают в положении, при котором радиальный вырез с окном 9 оказывается вверху напротив направлякнцего желоба 12 ( первая 55 позиция; . Затем включают силовой цилиндр, кожух 27 которого по направляющим 30 опускает корпус 24 вместе с рычагами 16 и 17 в нижнее
45
50
положение (штрнх-пунктирная линия на фиг. 1),гфи этом отверстия 18 на рычагах 16 и 17 оказываются напротив паза 6. После этого включают биркоподающее устройство 22, которое вьщает одну маркировочную бирку 10. Последняя падает вниз и скользя .по пазам 21, выходит из них в крайнем нижнем положении, причем отверворотком 34. Одновременно включают подающее устройство 43 для подачи с пониженной скоростью обвязочной проволоки 44. При этом всроток 34 5 захватывает своими вырезами концы обвязочной проволоки 8 и закручивает их, а вместе с ними закручивается в одну скрутку и обвязочная проволока 44 . После несколь-
стие бирки оказывается напротив отвер-Ю ких оборотов вороток 34 останавлистия 18. Затем включают подающее устройство 14, которое через отверстие 18 рычага 17, отверстие на бирке 10, паз 6 и отверстие 18 рыча га 16 подает обвязочную проволоку 8 по направлягацему желобу 12. Одновременно с подачей обвязочной проволоки 8 включают подающее устройство 43, которое подает обвязочную проволоку 44 внутри полого вала 38, а затем внутри полого вала 32, и криволинейной трубки 35. Когда обвязочная проволока 44 выйдет из криволинейной трубки 35 и коснется бунта прокатного профиля 49, подачу обвязочной проволоки 44 прекращают. После запасовки достаточной длины обвязочг ной проволоки 8 подачу ее прекращают и производят ее резание отрезным устройством 13.Затем включают силовой циливдр, кожух 27 которого поднимает корпус 24 с рычагами 16 и 17 вверх до исходного положения. При этом концы обвязочной проволоки 8 скользят в отверстиях 18,а маркировочная бирка 10, нанизанная на обвязочную проволоку 8, устанавливается ею в окно 9 и прижимается к бунту прокатного профиля. После остановки корпуса 24 включают силовые цилиндры 25, которые поворачивают рычаги 16 и 17 на поворотной оси 23. При этом концы обвязочной проволоки скользят в отверстиях 18 и натягиваются за счет изгибания вокруг губок 20. В сведенном положении рычагов 16 и 17. С штрих-пунктирная линия на фиг. 1) губки 20 зажимают концы обвязочной проволоки 8 и обвязочной проволоки 44. После этого включают электродвигатель 40 и вращают вал 32 с
204287
воротком 34. Одновременно включают подающее устройство 43 для подачи с пониженной скоростью обвязочной проволоки 44. При этом всроток 34 5 захватывает своими вырезами концы обвязочной проволоки 8 и закручивает их, а вместе с ними закручивается в одну скрутку и обвязочная проволока 44 . После несколь-
вают в исходном положении,отключают электродвигатель 40 и вращают разъемную катущку в ту же сторону, что и при намотке, и останавливают, когда следующий вырез окажется верху (вторая позиция). Одновременно с началом вращения подают обвязочную проволоку 44 со скоростью, соответствующей линейной скорости
поверхности намотанного прокатного профиля 49. Далее повторяют все вьщ1еописанные операции,кроме подачи маркировочной бирки. После окончания последней поперечной вязки (в
третьей позиции) включают отрезное устройство 42, которое отрезает об вязочную проволоку 44. Разъемную катушку продолжают вращать до первоначального положения С ДО первой
позиции).Затем включают электродвигатель 40 и вращают вал 32 с воротком 34. При этом обвязочная проволока 44 наматывается на сформированный узел закрутки, замыкая вязку бунта
по периметру. Последняя операция - прикатывание узлов вязки, для осуществления которой включают силовой цилиндр 48, который поворачивает рычаг 46 и опускает прижимной ролик
45 на поверхность бунта. После этого вращают разъемную катушку. При этом прижимной ролик 45 прикатывает торчащие узлы и концы обвязочной проволоки.После. одного-двух оборотов разъемную катушку останавливают, а прижимной ролик .45 отводят в исходное положение. Затем неприводную головку 2 отводят посредством силового цилиндра 15 и освобождают обвязанный бунт прокатного про
фил я.
J/
ВиЗА
I
U-Q
fpua.,
33
.4
-/
XL.
o
-32
36
го
3
фиг. 5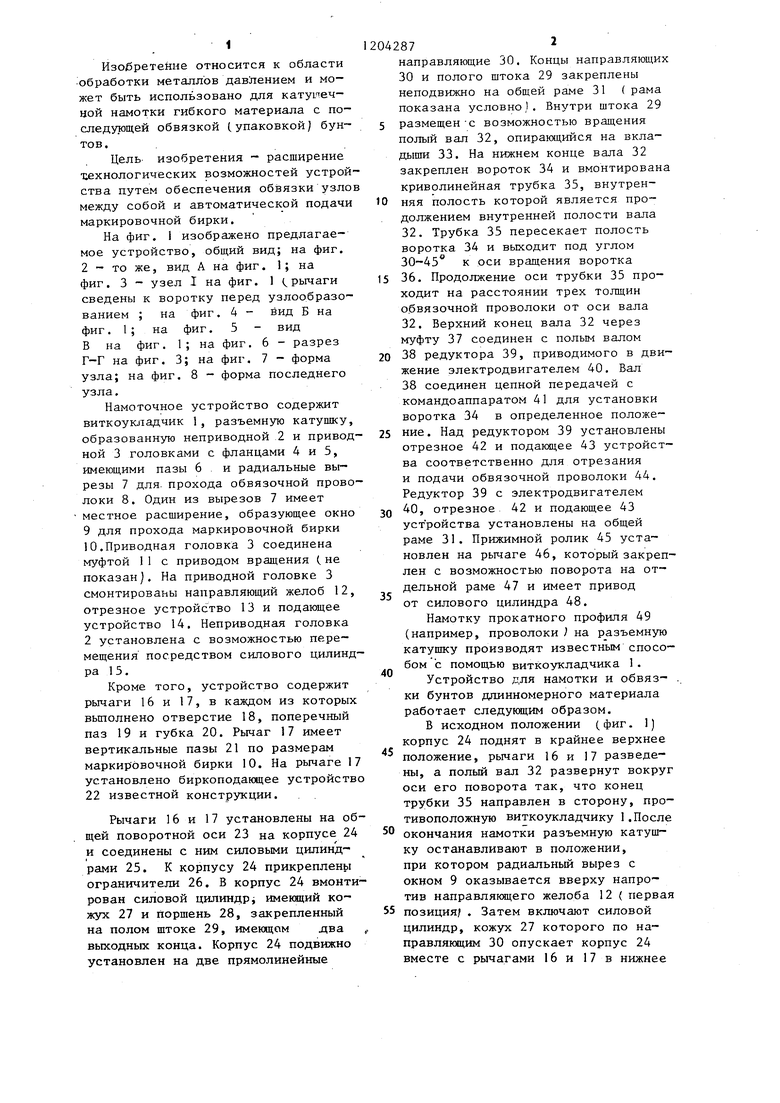
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки и обвязки бунтов | 1990 |
|
SU1731341A1 |
| Способ упаковки бухты и устройство для намотки и обвязки бухты | 1983 |
|
SU1147642A1 |
| Устройство для намотки и обвязки бунтов | 1980 |
|
SU940898A1 |
| Устройство для намотки и обвязки бунтов | 1982 |
|
SU1090617A1 |
| Намоточное устройство | 1980 |
|
SU975140A1 |
| Устройство для намотки и обвязки бунтов | 1977 |
|
SU908466A1 |
| Наматочное устройство | 1980 |
|
SU867450A1 |
| Намоточное устройство | 1981 |
|
SU963598A1 |
| Намоточное устройство | 1977 |
|
SU774667A1 |
| Намоточное устройство | 1981 |
|
SU988404A1 |

в
8
(риг. 8
Составитель В. Ерошкин Редактор А. Ревин Техред И.Асталош Корректор Л. Пилипенко
Заказ 8458/8 Тираж 774Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб.д. д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Устройство для намотки и обвязкибуНТОВ | 1978 |
|
SU795612A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Проволочная моталка | 1980 |
|
SU893290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
