( 54 ) ПРОВОЛОЧНАЯ МОТАЖА
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочная моталка | 1982 |
|
SU1140847A1 |
| Проволочная моталка | 1982 |
|
SU1031553A1 |
| Сортовая моталка | 1983 |
|
SU1147469A1 |
| Способ обвязки рулонов на барабанеМОТАлКи и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU831666A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| Линия для намотки бухт к прессу | 1980 |
|
SU836854A1 |
| Барабан для намотки проволоки | 1979 |
|
SU804059A1 |
| Линия распаковки обвязанных кип | 1983 |
|
SU1122570A1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| УСОВЕРШЕНСТВОВАННАЯ КОНВЕЙЕРНАЯ НАМОТОЧНАЯ УСТАНОВКА ДЛЯ КАТАНОГО МАТЕРИАЛА | 2004 |
|
RU2353454C2 |


I
Изобретение относится к обработке металлов давлением, конкретно к наматыванию проволоки в бунты в линии проволочных прокатных станов, и наиболее эффективно может быть использовано для получения плотных (нераспушенных) бунтов.
Известна проволочная моталка, содержащая неподвижную проводку для проволоки, приемный барабан для витков, связанный с приводом его вращения и сталкиватель бунтов 1.
Недостатком известной моталки является значительное распуишвание бунта, приводящее к снижению вьпсода годной проволоки из-за необходимости их стрижки. Указанный недостаток объясняется тем, что бунт из приемного барабана сталкивают необвязанным, и в дальнейшем его транспортируют (тянут, толкают) до бунтовязальных машин. Этот недостаток усугубляется еще и тем, что при намотке во вращающемся барабане
не удается получить плотный бунт из-за больших центробежных сил.
Известна также проволочная моталка, содержащая виткообразователь с приводом его вращения, плитный настил с выполненными в нем двумя концентрическими рядами отверстий, приемный барабан с двумя рядами стержней, проходящих через упомянутые отверстия в плитном настиле, и сталкиватель бунтов 2.
В известной моталке удается получить более плотный и аккуратный бунт, т.е. имеющий лучший товарный вид, чем описанный вьше. Однако и эта моталка обладает недостатком, заключающимся в том, что при дальнейшем транспортировании бунта от моталок до бунтовязальных машин он распушивается и приобретает нетоварный вид.
Указанный недостаток приводит к . необходимости стрижки бунта перед вязальными машинами (для обеспечения обвязки на машинах всех витков
бунта и придания ему товарного вида) что снижает выход годной проволоки. Цель изобретения - повышение выхода годной проволоки за счет исключения распушивания бунта.
Указанная цель достигается тем, что проволочная моталка, содержащая виткообразователь с приводом его вращения, плитный настил с вьтолненными в нем двумя концентрическими рядами отверстий, приемный барабан с двумя рядами стержней, проходящих через упомянутые отверстия в плитном настиле и сталкиватель бунта, снабжена двумя комплектами механизмов для подачи, отмеривания и резки обвязочной проволоки и устройств для закручивания узлов, при этом сталкиватель бунтов выполнен в виде двух штанг, ширина каждой из которых соответственно равна расстоянию между рядами стержней приемного барабана, плитный настил выполнен с двумя пазами, расположенными вблизи диаметральной плоскости, перпендикулярными продольной оси штанг, две пары стержней расположены в плоскости упомянутых пазов и выполнены с открытыми продольными каналами, обращенными в казтсдой паре навстречу один другому.
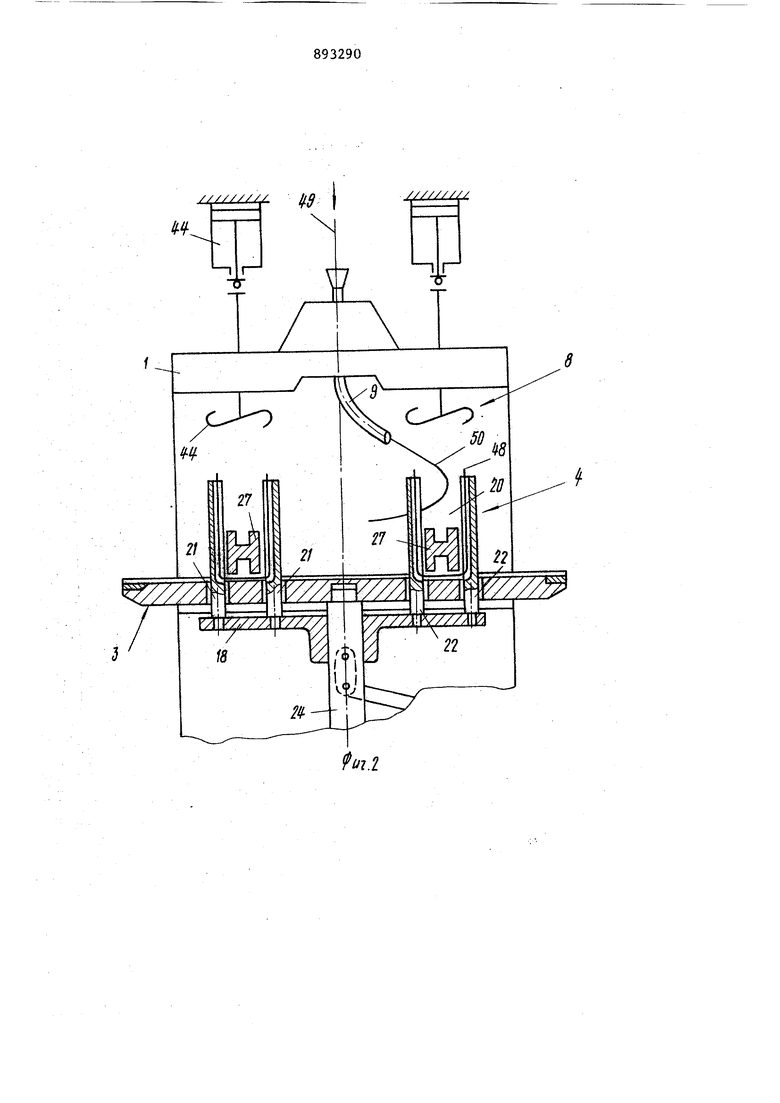
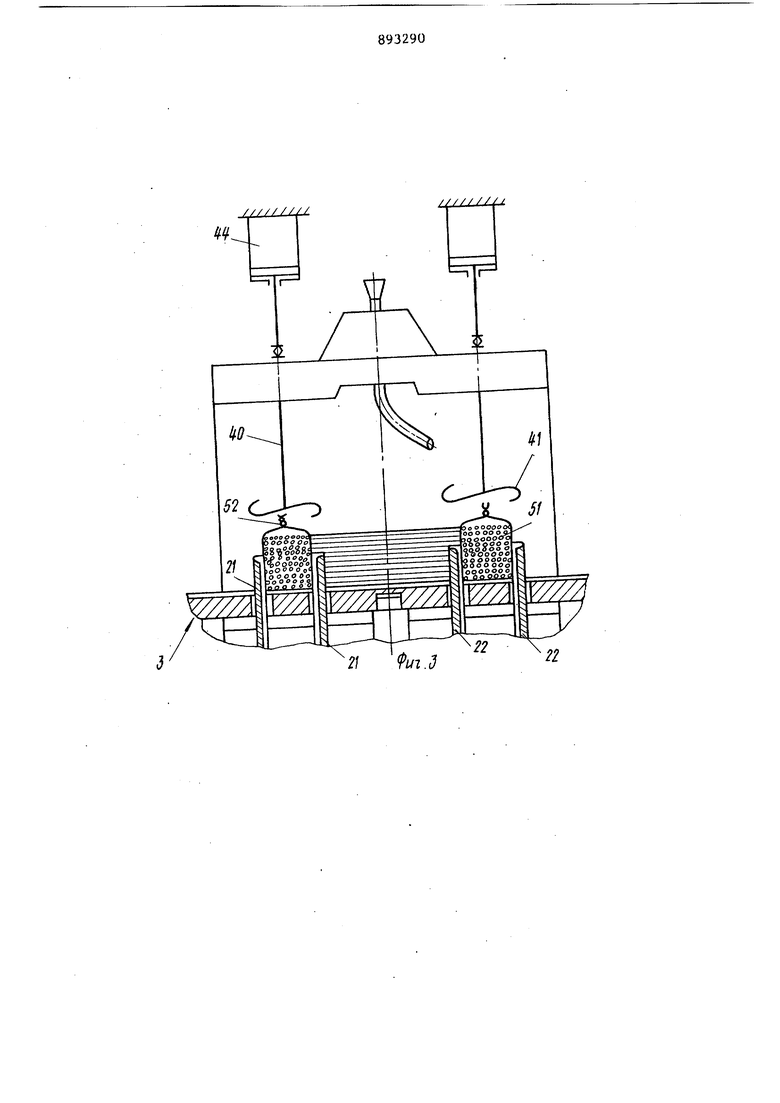
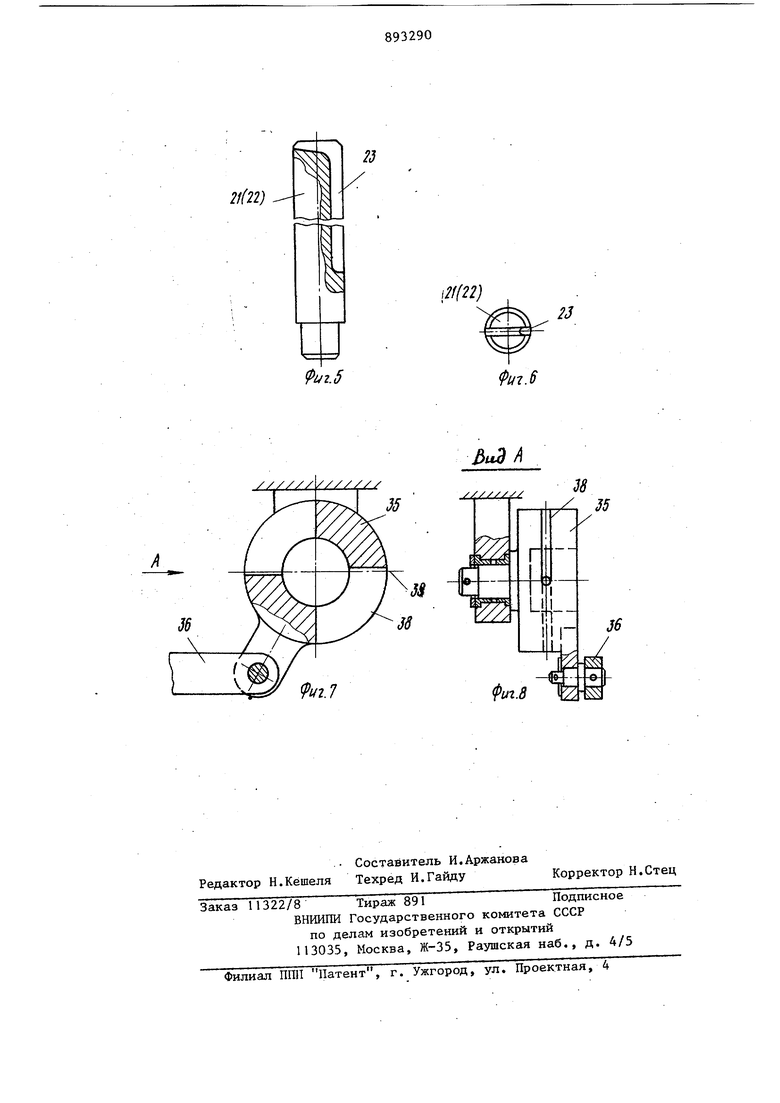
На фиг. 1 изображена моталка общий вид в разрезе в момент окончани подачи и отрезки обвязочной проволоки-, на фиг. 2 - часть моталки в момент окончания формирования U-образных петель (условно показана укладка витка наматываемой проволоки в U-образные петли) ; на фиг. 3 - то же, в момент закручивания узлов петель; на фиг. 4 - моталка, общий вид. в плане; на фиг. 5 - стержень с канало продольный разрез; на фиг. 6 - то же, вид в плане , на фиг. 7 - втулка-нож, поперечный разрез; на фиг. 8вид А на фиг. 7.
Моталка содержит станину 1, виткообразователь 2, плитйый настил 3, приемный барабан 4, сталкиватель 5 бунта и по два комплекта механизмов 6 для подачи и отмеривания обвязочной проволоки, механизмов 7 для резки ее и устройств 8 для закручивания узлов петель.
Виткообразователь 2 смонтирован с возможностью вращения в верхней части станины 1 и выполнен в виде криволинейной трубки 9, кинематически связанной с приводом 10 для ее вращения.
Плитный настил 3 опирается на станину 1 и стойку 11, установленную на фувдаменте. В плитном настиле 3 соосно оси вращения криволинейной трубки 9 выполнены расположенные по концентрическим окружностям 12 и 13 два ряда сквозных отверстий 14 и центральное отверстие 15. При этом оси двух пар из указанных отверстий 14 расположены в двух плоскостях 1-1 и 11-II (по одной паре в каждой плоскости) , перпендикулярных продольной оси штанг сталкивателя 5 бунтов и расположенных вблизи диаметральной плоскости. В плоскостях 1-1 и И - II в плитном настиле 3 выполнены открытые сверху пазы 16 и 17 для размещения в них отрезков обвязочной проволоки.
Приемный барабан 4 образован закрепленными на поддоне 18 двумя рядами стержней 19, проходящих сквозь отверстия 14 в плитном настиле 3 и образующих кольцевое пространство 20 для наматываемого бунта. При этом две пары 21 и 22 из указанных стержней 19 расположены в плоскостях 1-1 и 11-|| , ив них выполнены обращенные в каждой паре навстречу друг другу открытые продольные каналы 23 для размещения в них обвязочной проволоки, а остальные стержни выполнены гладкими. Поддон 18 смонтирован с возможностью перемещения по направляющей колонне 24, один конец которой сцентрирован по центральному от верстию 15 в плитном настиле 3, а другой закреплен в нижней части станины 1. Поддон 18 кинематически связан с приводом 25 для его перемещения и командным устройством 26 для остановки поддона в заданных положениях.
Сталкиватель 5 бунта выполнен в виде двух штанг 27, ширина каждой из которых соответствует ширине кольцевого пространства 20 приемного барабана 4, а расстояние между
внутренними боковыми поверхностями штанг соответствует внутреннему диаметру бунта. Нижнюю плоскость штанг сталкивателя устанавливают с зазором относительно верхней плоскости
5 плитного настила 3, не превышающим половины диаметра обвязочной проволоки. Штанги 27 сталкивателя кинематически связаны с приводом 28 для их перемещения и командным устройством 29 для остановки штанг в заданных положениях. Механизм 6 для подачи и отмерива ния обвязочной проволоки содержит профильный мерительный ролик 30, длина дуги рабочего участка которого равна длине отрезка обвязочной проволоки, предназначенного для изготовления U -образной петли и упруго поджимаемый к рабочему участ ку мерительного ролика 30 прижимной ролик 31. Мерительный ролик 30 кинематически связан с приводом 32 для его вращения. Перед роликами 30 и 31 в технологической последовател ности установлены разматыватель 33 мотков обвязочной проволоки и устройство 34 для правки ее. Механизм 7 для резки обвязочной проволоки содерямт установленную в опоре поворотную втулку-нож 35, кинематически связанную с помощью четырехзвенного рычажного механизма 36 с мерительным роликом 30, и закрепленный в плитном настиле 3 на входе в паз 16 (17) неподвижный нож 37. Во втулке-ноже 35 выполнен скво ной канал 38, кромка 39 которого является режущей. Устройства 8 для закручивания уз лов петель смонтированы в верхней части станины 5. Устройство содержи шпиндель 40 с закрепленным на нижне конце его рабочим инструментом 41 S -образной формы. Шпиндель 40 уста новлен в ступице червячного колеса 42 с возможностью совместного враще ния с ним и относительного перемеще ния на скользящей шпонке 43. Верхни конец шпинделя 40 через упорный под шипник связан со штоком пневмо- либо гидроцилиндра 44. Червячное коле со 42 кинематически связано с приво дом 45 для его вращения. На разматы вателях 33 установлены мотки 46 обвязочной проволоки. Отрезок 47 обвязочной проволоки предназначен для обвязки бунта при помощи U -образной петли 48. Проволока 49 в виде витков 50 образует бунт 51, который закручивают при помощи петли 48 с узлами 52. На каждый из разматывателей 33 устанавливают мотки 46 обвязочной п волоки. Штанги 27 сталкивателя бунта останавливают в промежуточном положении так, что они перекрывают па зы 16 и 17 плитного настила 3. Шпин04дель 39 с рабочим инструментом 40 находится в крайнем верхнем положении. Поддон 18 приемного барабана 4 находится в крайнем нижнем положеНИИ, т..е. верх стержней оказывается ниже верхней плоскости плитного настила 3. Включают разматыватели 33 мотков обвязочной проволоки, устройства 34 для ее правки и механизмы 6 для подачи и отмеривания отрезков обвязочной проволоки. При вращении мерительного ролика 30 обвязочная про-. волока, поджимаемая к рабочему участку его с помощью прижимного ролика 31, подается через канал 37 в поворотной втулке-ноже 35 в пазы I6 и 17 плитного настила 3. Втулка-нож 35, благодаря кинематической связи с мерительным роликом 30, поворачивается и в тот момент, когда подана заданная длина обвязочной проволоки, ее режущая кромка 39 проходит с минимальным зазором относительно неподвижного ножа 37, закрепленного в плитном настиле 3, и отрезает отрезок 47 обвязочной проволоки. Затем включают привод 25 и поддон 18 с закрепленными иа нем стержнями 19, 21 и 22 поднимается вверх. При этом каждый из двух отрезков 47 обвязочной проволоки изгибается с помощью соответствующей пары 21 (22) стержней и штанги 27 сталкивателя 5 бунта и приобретает форму и-образной петли 48. Основание этой . петли размещается в пазу 16 (17) плитного настила 3, а концы петли размещаются в открытых продольных каналах 23 пары 21 (22} стержней. Затем штанги 27 сталкивателя 5 бунта возвращаются в исходное для них положение, т.е. за пределы кольцевого пространства 20 приемного барабана 4. После чего включают привод 10 вращения криволинейной трубки 9 и направляют в нее проволоку 49 от прокатного стана (не показанj. При вращении криволинейной трубки У проволока формируется в виде витков 50, поступающих в кольцевое пространство 20 приемного барабана 4 и вместе с тем в и-образные петли 48 из обвязочной проволоки. При прохождении от стана заданной длины проволоки привод 10 выключают и приступают к операциям по обвязке бунта 51. Для этого с помощью привода 25 и командного устройства 26 стержни барабана опускают и останавливают в таком положении, при котором верх стержней оказывается ниже верха бунта 51. Одновременно с этим включают гидроцилиндры 44 и опускают шпинделя 40 с рабочими инструментами 41. Концы U -образных петель оказываются в зевах рабочих инструментов. Затем включают привод 45, который передает вращение шпинделям 40. Рабочие инструменты 41 закручивают концы U -образных петель в узлы 52. Бунт 51 обвязан. После этого стержни приемного барабана опускают в крайнее нижнее положение, а шпиндели 39 поднимают в крайнее верхнее положение. Затем включают привод 28 сталкивателя 5 бунта и штанги 27, войдя в со прикосновение с бунтом 51, перемещают его на отводящий транспортер (не показан) и возвращаются в положение (промежуточное , при котором они перекрывают пазы 16 и 17 плитного настила 3. Цикл закончен. Все механизмы находятся в исходном положении. Предлагаемая проволочная моталка повьш1ает выход годной проволоки благодаря исключению распушивания бунта при его транспортировании от моталки. В результате отпадает необходимость в обрези распушенных витков бу та, которая в настоящее время достигает на проволочных прокатных станах 0,25%. При производительности стана около 800 тыс. т. проволоки в год выход годной проволоки увеличится на 2 тыс. т., что составит около 200 тыс. руб. в год. Формула изобре;гения . Проволочная моталка, содержался виткообразователь с приводом его вращения, плитный настил с выполненными в нем двумя концентричными рядами отверстий, приемный барабан с двумя рядами стержней, проходящи с через упомянутые отверстия в плитном настиле, и сталкиватель бунта, отличающаяся тем, что, с целью повышения выхода годной проволоки путем исключения распушивания бунта, она снабжена двумя комплектами механизмов для подачи, отмеривания и резки обвязочной проволоки и устройств для закручивания узлов, при этом сталкиватель бунтов выполнен в виде двух штанг, ширина каждой из которых соответственно равна расстоянию между рядами стержней приемного барабана, плитный настил выполнен с двумя пазами, расположенными вблизи диаметральной плоскости, перпендикулярными продольной оси штанг, цве пары стержней расположены в плоскости упомянутых пазов и выполнены с открытыми продольньми каналами, обра1ченными в каждой паре навстречу один другому. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 305938, кл. В 21 С 47/00,.04.09.67. 2.Королев А.А.Механическое оборудование прокатных цехов. М., Металлургиздат, 1959, с. 300-301, рис. 235 Б (прототип).
/////////
«
/////////
u-i.d
21(21-)
иг.5
i2f(22)
Фи-г.6
MA
35
