Изобретение относится к станкостроению и может быть использовано, например, для реставрации фрезерованием изношенных поверхностей вы- рубочных колод в обувном и кожгалан терейном производствах,
Цель изобретения - повьпиение производительности.
Цель достигается тем, что обеспечивается сплошная обработка изделий с большой протяженностью за один проход и наличием устройства для очистки режущих элементов от стружки..
Кроме того, долговечность фрез достигается за счет выпол рения их Корпусов перемещающимися относительно их осей.
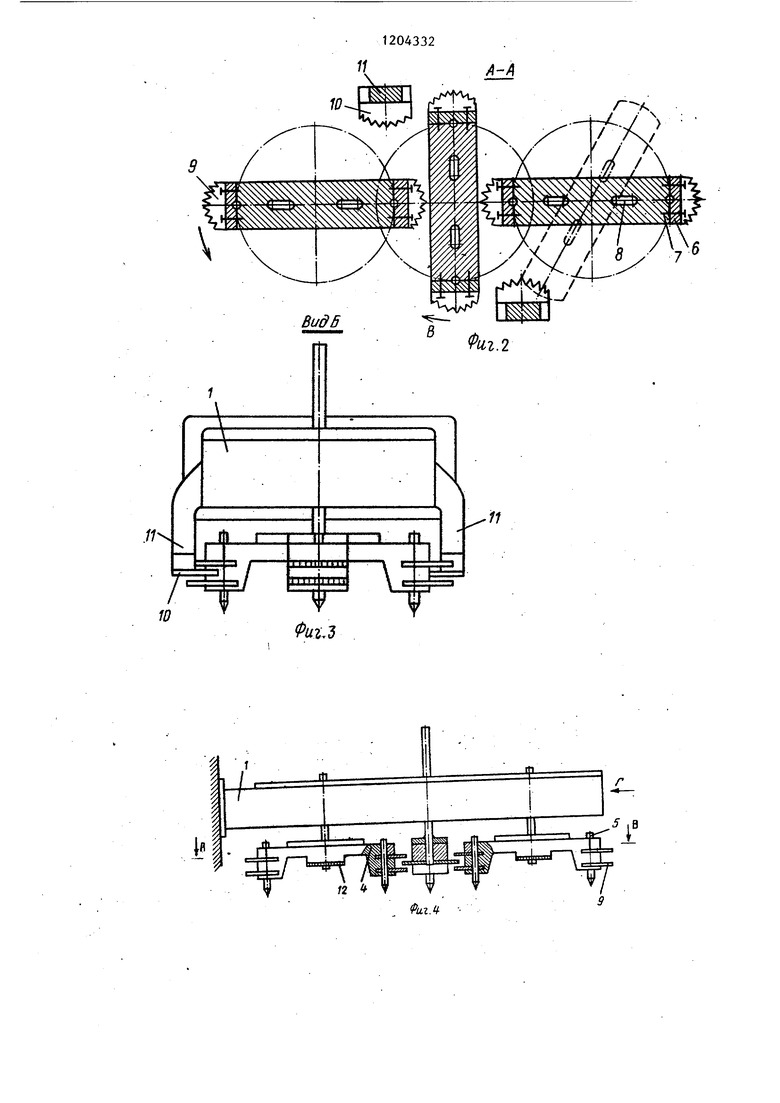
На фиг.-1 представлена предлагаемая головка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг, 1; на фиг. 4 - вариант выполнения головки с упрощенным корпусом; на фиг. 5 - разрез В-В на фиг.. 4} на фиг. 6 - вид Г на фиг.4.
Фрезерная головка состоит, из корпуса 1, в котором размещены три зацепляющиеся друг с другом шестерни 2 одинакового диаметра. К фланцам нютних концов осей 3 закреплены корпуса 4 фрез с режущими элементами 5, которые закреплены накладками 6 и винтами 7. Корпуса 4 выполнены в виде планок и установлены перпендикулярно друг другу. Расстояние между режущими элементами каждой фрезы больше расстояния между осями, на которых закреплены фрезы, что обеспечивает пересечение траекторий режущих элементов соседних фрез. Режущие элементы 5 имеют круглое поперечное сечение. В корпусах фреэ их положение может регулироваться подъемом и опусканием вдол собственных осей и поворотом относительно них.
При повторных заточках резцов расстояния их режущих кромок до осей вращения фрез могут изменяться I
10
15
20
204332
неодинаково, что приводит к неравномерной нагрузке резцов и, следоват тельно, к снижению стойкости инструмента,л.
Поэтому для восстановления нарушенной симметрии корпуса 4 установлен ны с возможностью перемещения относи тельно осей, дпя чего предусмотрены отверстия 8. В планках, несущих режущие элементы 5, на торцах выполнены по два горизонтальных паза, в которых размещены зубчатые пластины 9 имеющие круглые отверстия дпя режущих элементов 5. Зубчатые пластины 9 установлены с возможностью перекрытия при вращении головки двух других зубчатых пластин 10, диаметрально расположенных относительно оси средней фрезы и закрепленых на приливах 11 корпуса 1 фре зернбй головки.
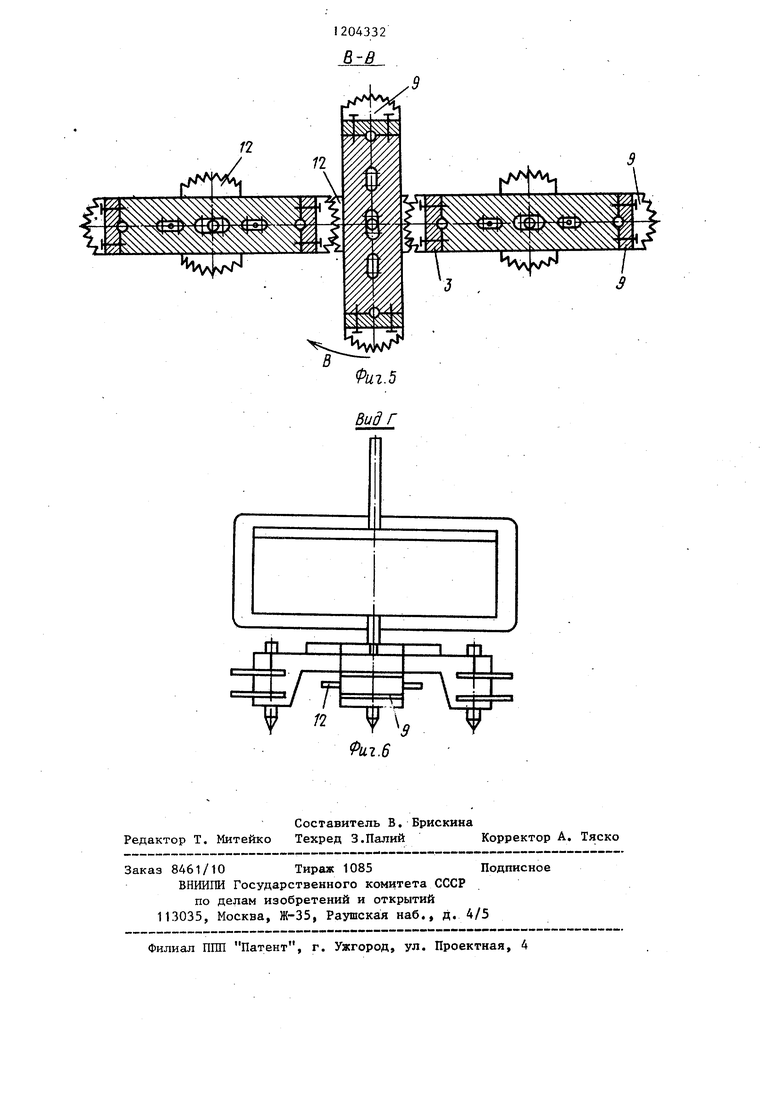
По второму варианту конструкции (фиг. 4.5 и 6) на нижних концах осей корпусов фрез установлены двухсторонние зубчатые пластины 12 с таким расчетом, чтобы при вращении фрез обеспечивалось их перекрытие зубчатыми пластинами 9.
Головка работает следующим образом.
При подключении хвостовика к источнику вращения приводятся во вращение фрезы. Столом станка производится подача изделия к фрезам головки для обработки.
Образующаяся в процессе обработки стружка вращением фрез перемеща- ется к зубчатым пластинам 10 и при взаимодействии их с пластинами 9, jj проходящими над и под пластинами 10, происходит срубание стружки, намотавшейся на зажимы режущих элементов и сами режущие элементы.
25
30
35
По второму варианту конструкции аналогичный результат достигается взаимодействием пластин 9 с двухсторонними зубчатыми пластинами 12 (фиг. 4, 5 и 6).
/;
гЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1983 |
|
SU1152722A1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2013 |
|
RU2521777C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2638475C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ АДАПТИРУЮЩИМСЯ ИНСТРУМЕНТОМ | 2004 |
|
RU2268111C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |

и.гЛ
1204332
В-В
Фиг.5
Вид Г
m
иг.6
Составитель В. Брискина Редактор Т. Митейко Техред 3.Палий Корректор А, Тяско
Заказ 8461/10 Тираж 1085Подписное
ВНИИПИ Государственного комитета СССР
по дедам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
