Изобретение относится к механической обработке резанием и может быть использовано при фрезерованют деталей из пластмасс и легких сплавов в обувном и кожгалантерейиом производствах при реставрации изношенных поверхностей колод к вырубочным прессам.
Известна торцовая фреза, содержащая корпус и установленною в цанговых оправках на сферических державках режущие элементы. Установка режущих элементов в сферических оправках позволяет регулировать передний угол , угол в плане Q и угол наклона режущей кромки для различных условий резания lj .
Однако наличие цангового закреплния режущих элементов не обеспечивает достаточной точности установки осевого биения фрезы за счет малого угла конуса цангового соединения. Регулирование геометрических параметров фрезы осуществляется вокруг центра сферы, не совпадающего с вершиной режущего элемента, что вносит дополнительные погрешности в точность фрезы. Кроме того, для обработки деталей из пластмассы и легких сплавов требуется более широкий диапазо) регулирования геометрических параметров, а при переточках элементов для сохранения точности геометрических параметров необходимо восстановление первоначального положения вершин режуп их элементов.
Цель изобретен - повьпнение качества обработки деталей из пластмасс и легких сплавов, а такж сохранение точности геометрических параметров фрезы при переточках ре-жущих элементов.
(
Указанная цель достигается тем, что в торцовой фрезе, содержащей корпус и закрепленные в нем с помощью державок и оправок режущие элементы, установленные с возможностью регулирования углов pesainiH оправки выполнены регулируемыми вдоль оси фрезы, при этом вершины режущих элементов совпадают с осям оправок.
Державки выполнены регулируемыми в двух плоскостях, первая из которых параллельна осифрезы, а вторая - перпендикулярна 1 первой.
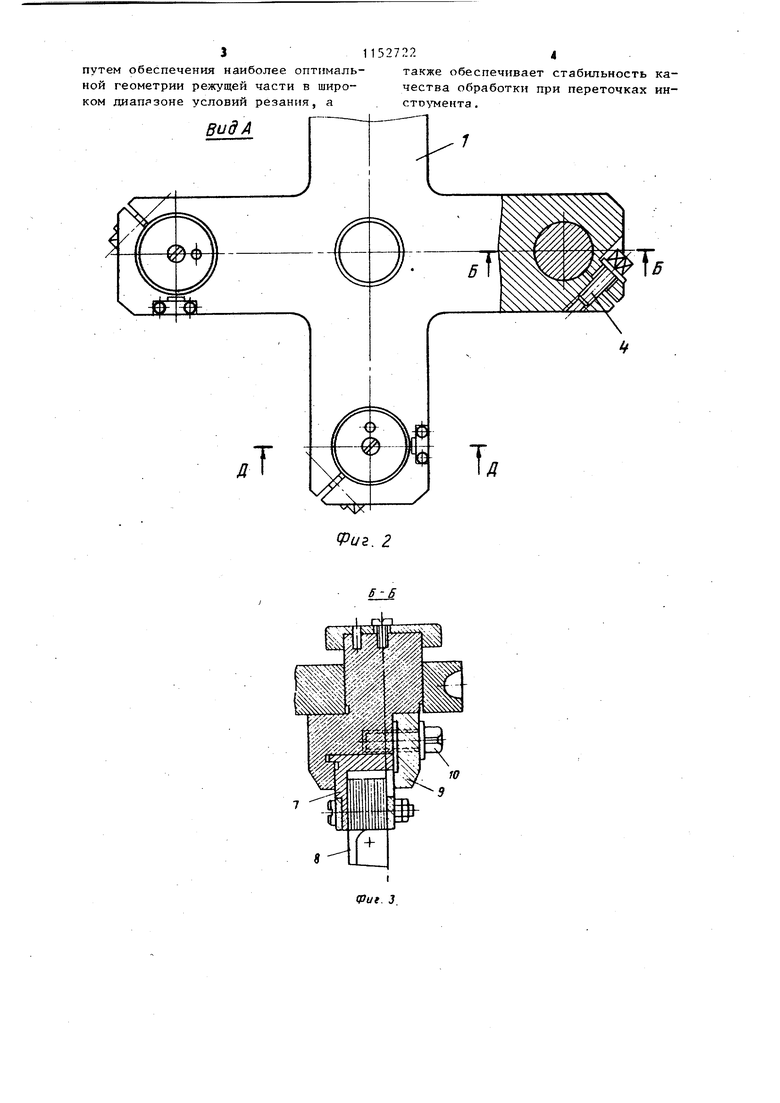
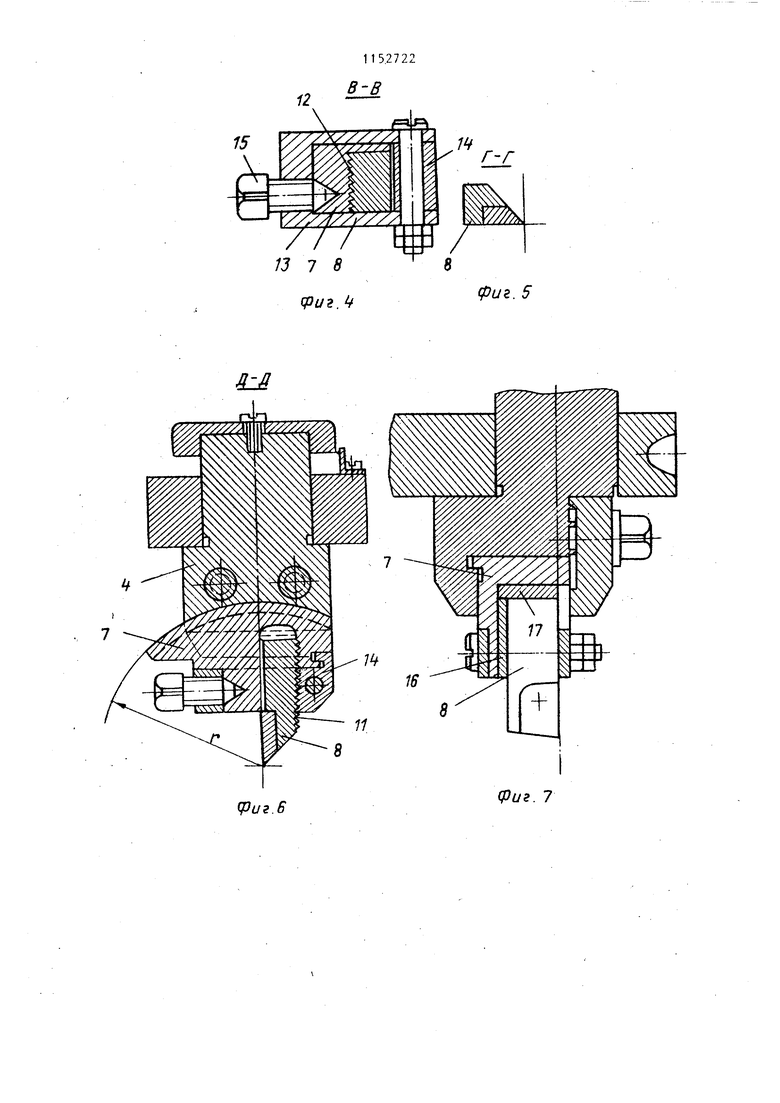
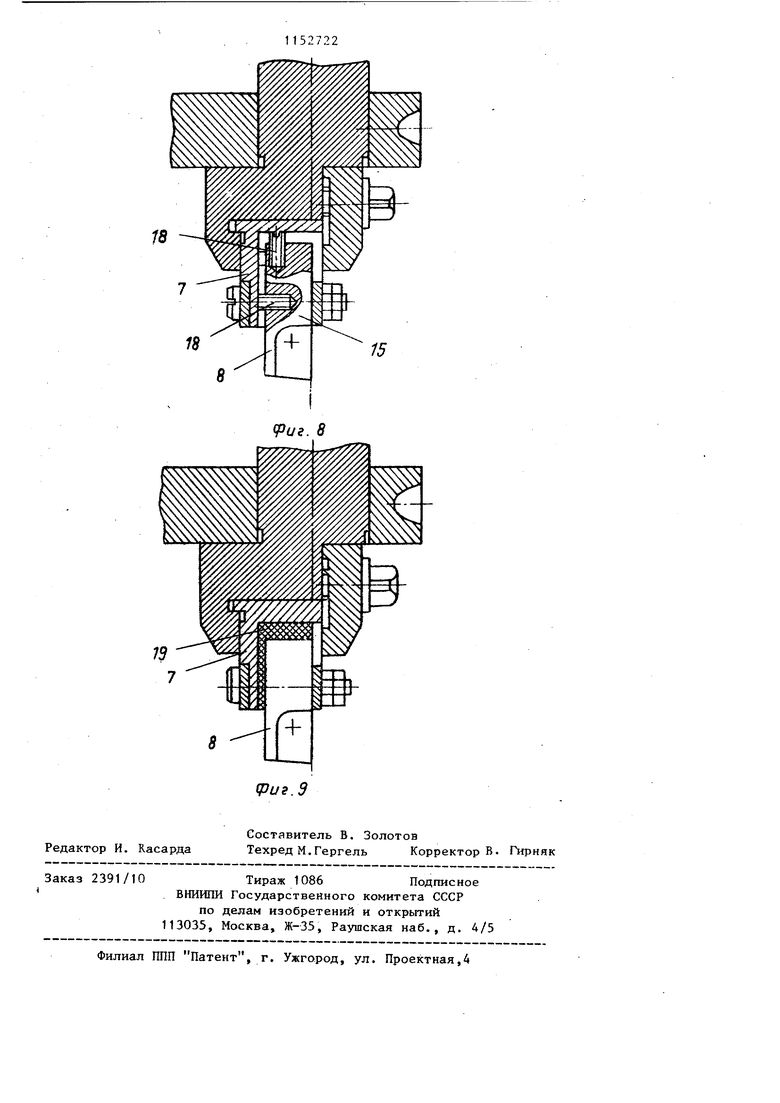
На ф11г.1 изображена фреза, общий вид; на фиг.2 - пид Л на фиг.1; на фиг. 3 - сечение В-Б на фиг. 2, на фиг. 4 - сечение В-В на фиг.1} на фиг.5 - сечение Г-Г на фиг.1; на фиг. 6 - сечение Д-Д на фиг.2; на фиг. 7-9 - варианты закрепления
державок.
В цилиндрических отвем стиях корпуса 1 фрезы с хвостовиком 2 установлер|ы оправки 3, которые закрепляются за счет упругих деформаций
корпуса винтами 4.
, Регулирование угла поворота оправок в отверстии корпуса осуществляется при ломощн лимба 5 и указателя 6. fla оправках расположены поворотные держа1 ки 7 с резцами 8. При этом на цилиндрических поверхностях державок нанесены деления для установки угла наклона. Фиксирование державок производится
прихватами 9 и винтами 1Г1. Резцы 8 соединены с державками 7 при помопш рифлений 11 и 12 взаимно перпендикулярно1о направления, нанесенных на параллельных поверхностях, предусмотренных для установки вершины резцов в центре радиуса Г поворота держав1$и 7. Закрепление резца в державке осуществляется при помощи скобы 13, колодки 14 и натяжного винта 15.
Кроме того, для сохранения геометрических параметров фрезы при переточках резцов вместо рифлений 11 и 12 могут применяться мерные прокладки 16 и 17, регулировочные винты 18 или заливка пространства между 8 идержавкой 7 нехрупким,нетугоплавким и легкоудаляемым при заточке резцов веществом 19 .
При эксплуатации фреза устанавливается хвостовиком 2 в шпиндель станка. Регулируя высоту h вершины всех режущих элементов выставляются в одной плоскости. Для обеспечения оптимальных условий резания для различных видов материалов устанавливается необходима: геометрия режущей части путем поворота державок 7 по делениям и поворота оправок
3 вокруг их осей по лимбам 5.
Использование предлагаемого изобретения повышает качество обработки деталей из пластмасс и легких сплавов
3 11527224
путем обеспечения наиболее оптималь- также обеспечивает стабильность канои геометрии режущей части в шире- чества обработки при переточках инком диапазоне условий резания, а .
вид А
(. 2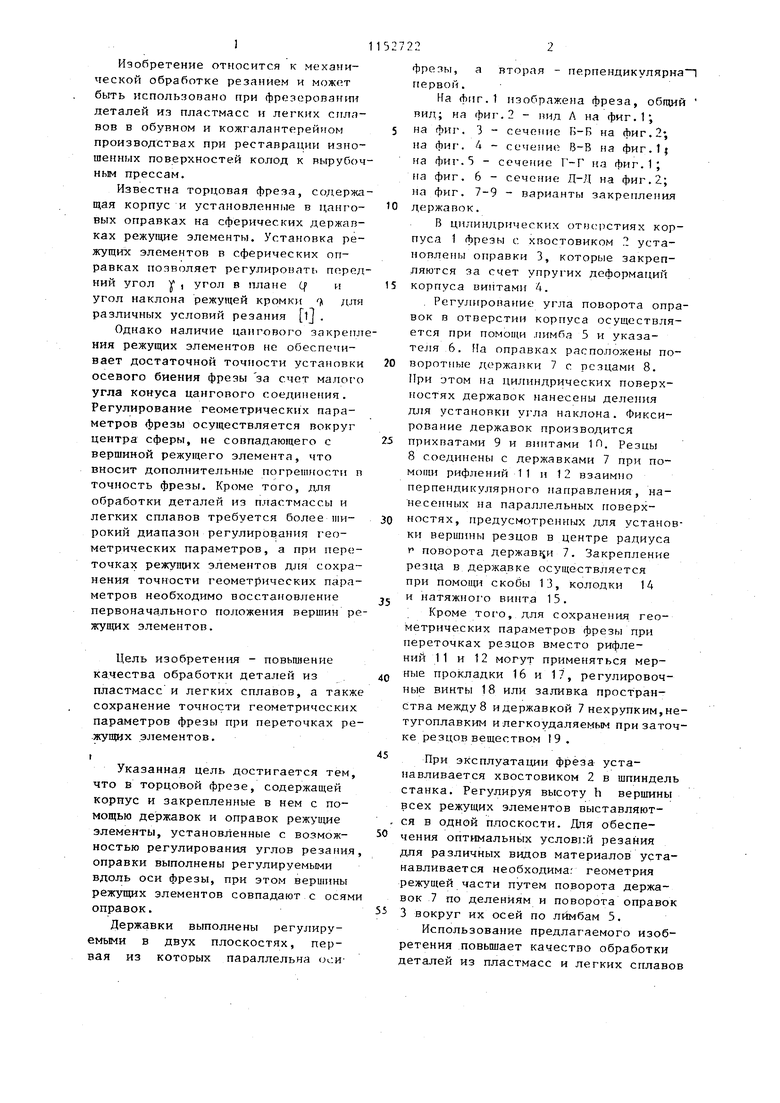
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ДЕРЖАВКИ | 2004 |
|
RU2338630C2 |
| Сборная торцовая фреза | 1990 |
|
SU1750859A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Торцовая фреза | 1991 |
|
SU1796361A1 |
| Способ изготовления резца | 1990 |
|
SU1756093A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
| Фреза торцевая | 1986 |
|
SU1662771A1 |
1, ТОРЦОВАЯ ФРЕЗА, содержащая корпус и закрепленные в нем с помощью державок и оправок режущие элементы, установленные с возможностью регулирования углов резания, отличающаяся тем, что, с целью повышения качества обработки деталей из пластмассы и легких сплавов, оправки выполнены регулируемыми вдоль оси фрезы, при этом вершины режущих элементов совпадают с осями оправок. 2, Фреза по П.1, отличающаяся тем, что, с целью сохранения точности геометрических параметров фрезы при переточках, державки выполнены регулируемьми в двух плоскостях, первая из которых параллельна оси фрезы, а вторая - перпендикулярна первой.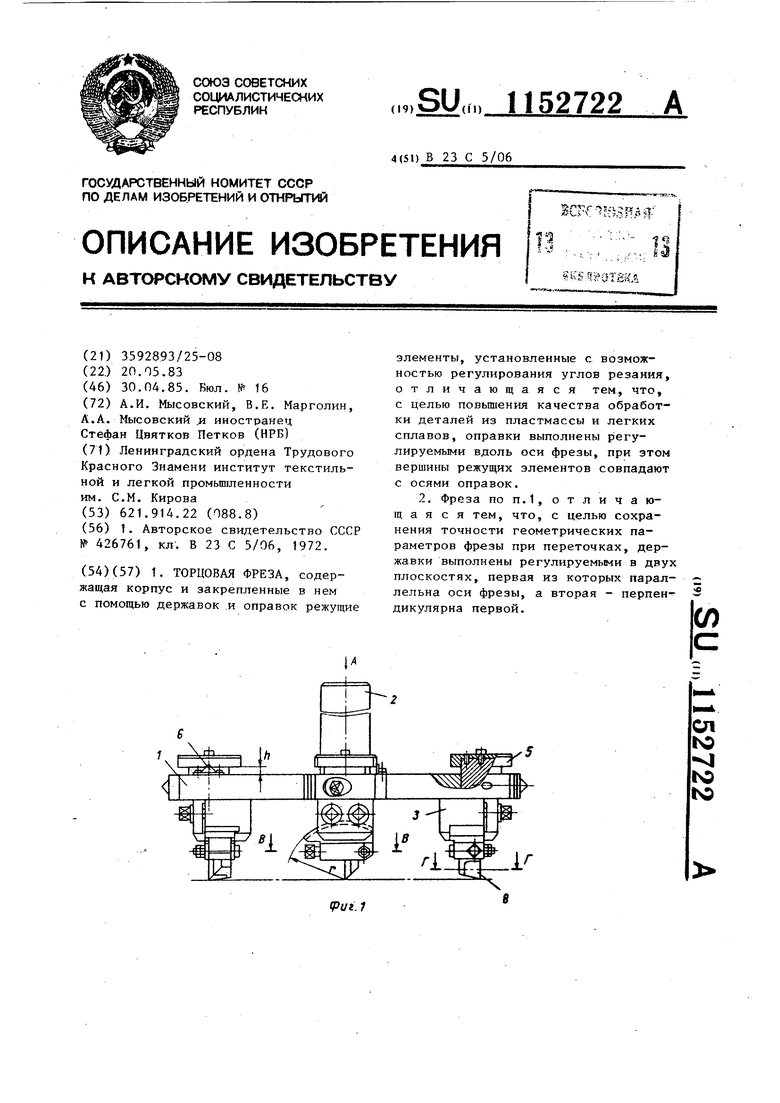
(Риг.6
(риг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТОРЦОВАЯ ФРЕЗА | 1972 |
|
SU426761A1 |
