Изобретение относится к обработе металлов и сплавов резанием и ожет быть использовано на машино- троительных и металлообрабатывающих редприятиях для обработки плоских оверхностей деталей, выполненных з немагнитных материалов.
Целью изобретения является повыение производительности обработки утем сйкращения времени обработки.
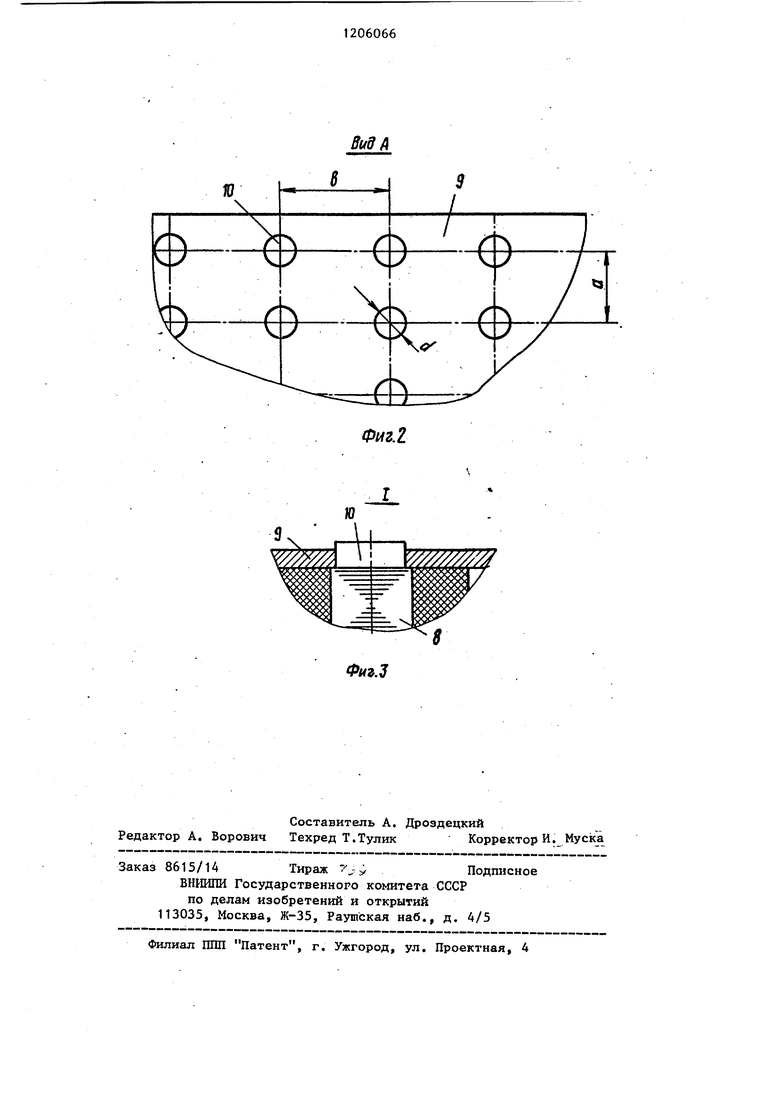
На фиг. i показано предлагаемое стройство, общий вид; на фиг. 2 - вид А на фиг. 1J на фиг. 3 - узел I на фиг. 1 (в увеличенном масштабе).
Устройство для обработки плоских поверхностей содержит диск 1, с центром которого контактирует эксцентрично установленные в корпусе 2 прижима стержень 3, поджимаемый пружиной 4. Корпус 2 прижима закреплен в шпинделе 5 фрезерного станка. В диске I .иыполнены гнезда 6 для обрабатывае мых деталей. Под диском 1 на столе 7 фрезерного станка, имеющем возможность плоскопараллельного перемещения, установлена обойма с магнитными элементами, которая состоит TI3 1-шгнитной плиты 8 и сепаратора 9 с отверстиями. На обойме закреплены ферромагнитные режуЕ(ие пластины 10, например, круглой формы, диаметр ко- торых выбран в пределах 0,4-7 мм, что меньше шага волнистости на об- рабатьгааемой поверхности. Расстояние между соседними режущими пластинами 10 в направлении подачи не более суммы величин поперечного размера и подачи на один оборот диска.
b : S н- d,
где b - расстояние между пластинами; S - подача в км на оборот d - поперечный размер режущей
пластины.
Тпкое расположение режущих пластин при большом диапазоне подач от 0,8 до 10 мм/на двойной ход позволяет срезать вершины неровностей поверхностей при наименьшем пути обработки. При несоблюдении этого условия путь обработки должен быть увеличен в два и более раза,
. В направлении, перпендикулярном подаче, расстояние между режущими пластинами а не более суммы попереч
ного размера пластины и удвоенной величины эксцентриситета
а 6 2е + d
где е - величина эксцентриситета, с которым вращается диск.
При несоблюдении этого условия на поверхности остаются необработанные участки, для обработки которых необходимы дополнительные проходы.
Верхние поверхности режущих пластин 10 .обработаны в сборе с высокой точностью по плоскостности.
Устройство работает следующим образом.
Обрабатываемые детали 11 устанавливают в гнезда диска 1 и диск с помощью пружины 4 поджимают к обойме. Диску 1 от шпинделя 5 через стержень 3 сообщают вращение, а обойме - движение подачи вместе со столом 7. При этом режущие пластины 10 за счет действующего давления внедряются в обрабатываемые поверхности деталей, причем на тех местах детали, где больше отклонение от плоскостности, внедрение режущих пластин 10 больше. При относительном перемещении режупще пластины 10 снимают стружку с обрабатьгааемой поверхности детали. Толщина стружки .на участках вершин неровностей боль ше, чей на других. Этим обеспечивается повышение точности формы обрабатьпзаемых поверхностей. Расстояние между соседними режущими пластинами 10 в направлении подачи при поперечном размере d 2 мм и подаче на один оборот диска s .4 мм/об выбрано b 5,5 мм, .поэтому при обработке след ка;кдой последующей режущей пластины 10 на обра- батьшаемой поверхности смещается на 1,5 мм, и через 4-5 оборотов диска 5 поверхность полностью обрабатывается в направлении подачи. Расстояние между соседними режутцими пластинами 10 в направлении, перпендикулярном подаче при величине эксцентриситета е 4 мм, выбрано а -10 мм, при этом во время обработки следы режущих пластин ТО на обрабатываемой поверхности полностью: перекрьгеают ее, обеспечивая полную обработку.
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2366556C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367558C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |

ФН9,3
| УСТРОЙСТВО ДЛЯ ПЛОСКОЙ ДОВОДКИ ДЕТАЛЕ^И НА СТАНКАХ | 0 |
|
SU236271A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
