Изобретение относится к соединениям трубопроводов из разнородных металлов, в которых наряду с необходимостью обеспечения плотности и прочности требуется электроизодиро- вать место контакта разнородных металлов для предотвращения контактной коррозии, и также может быть применено для плотного неразъемного соединения труб из однородных материалов .
Целью изобретения является повышение надежности за счет обеспечения прочности при скручивании неразъемного трубного соединения посредством взаимодействующих выступов и впадин с изолирующим слоем между смежными поверхностями, что достигается расположением взаимодействующих выступов и впадин по окружным линиям, не лежащим в плоскостях, перпендикулярных осям соединяемых труб или расположением их по винтовой линии, имеющей переменньш шаг.
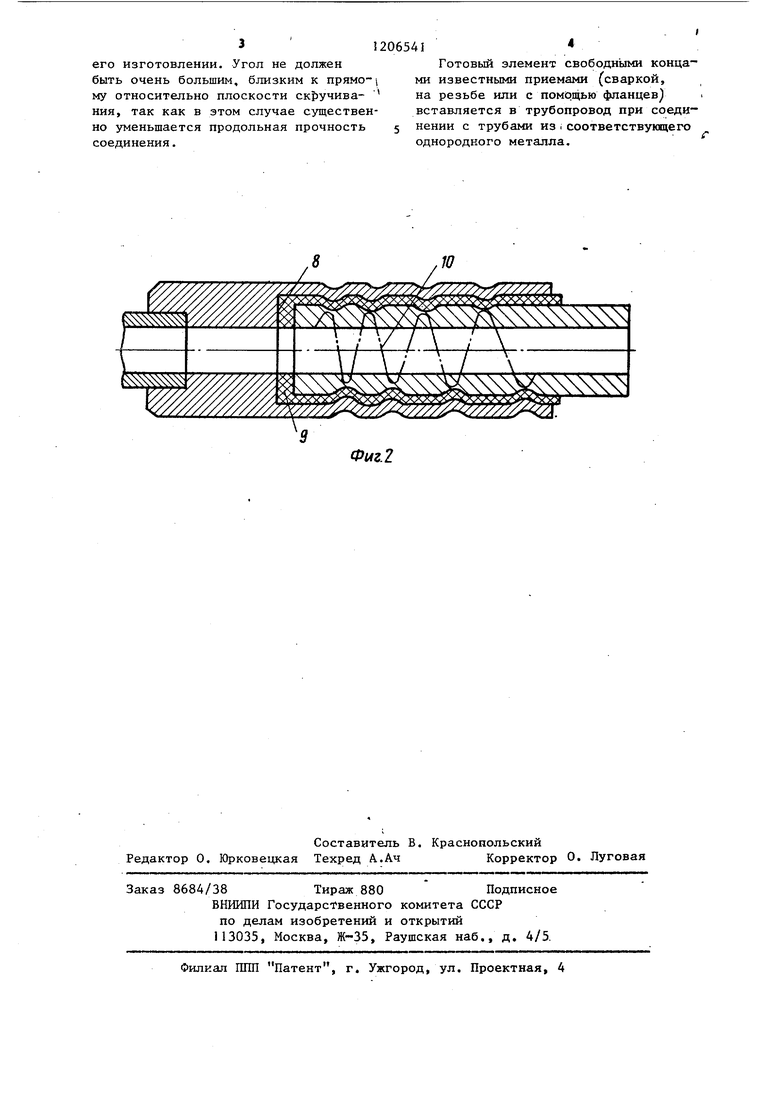
На фиг, 1 изображен элемент соединения с наклонным расположением линий взаимодействия выступов и впадин} на фиг. 2 - то же, с винтовой линией взаимодействия выступов и впадин.
Элемент состоит из отрезка прямой трубы 1, например, из никелевог сплава, на поверхности которого выполнены окружные впадины 2, расположенные параллельно плоскости, перпендикулярной оси соединения, например, в плоскости 3, наклонной относительно этой оси (фиг. 1).
Отрезок трубы 1 вставлен в трубу 4, изготовленную, например, из медного сплава, имеющего на внутренней поверхности окружные вьтуклости 5, соответствующие по форме и расположению впадинам 2,
Между смежными пове15хностями труб расположен электроизолирующий спой 6, представляющий собой либо предварительно изготовленную пластмассовую трубку, например из полихлорвинилового пластиката либо нанесенное на одну из смежных поверхностей труб или на«обе покрытие, например, из пентапласта. Торец 7 трубы 1 изолирован от бурта 8 медной трубы 4 прокладкой 9.
Впадины и йыпуклости смежных поверхностей соединяемых труб могут ,быть расположены по винтовым линиям
206541 ,
с переменным шагом. На фиг. 2 пока.зано соединение, у которого винто- вая линия взаимодействия выпуклостей и впадин 10 равномерно увеличи- 5 вает шаг.
0
5
0
5
Элемент соединения изготавли- вается следующим образом.
На наружной.поверхности отрезка трубы 1 до его соединения с отрезком трубы 4 обрабатываются окружные наклонные (фиг. l) или винтовые (фиг. 2) впадины 2, затем на эту поверхность плотно одевается пласти- катовая трубка или наносится изолирующее покрытие. Трубка 4 изготавливается до соединения с гладкими цилиндрическими наружными и внутренними стенками и имеет внутренний диаметр, обеспечивающий свободную вставку в нее отрезка трубы 1 с нанесенньм на поверхность последней изолирующим слоем.
В трубу 4 вставляют кольцевую прокладку 9 до упора ее в бурт 8, а затем отрезок трубы 1 вставляют в трубу 4 до упора ее торца 7 в прокладку 9. После этого изготовляемый элемент соединения устанавливают на станок,способный обеспечить вращение и возвратно-поступательное осевое перемещение обрабатываемого изделия. Посредством воздействия на наружную поверхность трубы 4 ролика над трассой впадин в поверхности трубы 1 продавливают стенку медной трубы, образуя выпуклости 5, совмещенные с впадинами 2 через изолирующий слой 6.
Образование выпуклостей 5 по трассе винтовой линии осуществляется в одной установке ролика без его отрьша от поверхности трубы 4.
Угол наклона окружных линий и винтовой линии относительно плоскости, перпендикулярной оси соединения, должен назначаться в зависи-, мости от прочностных свойств прокладочного материала так, чтобы при воздействии скручивакицих сил не происходило движение выпуклостей по впадинам, т.е. этот угол не должен быть очень мал относительно плоскости скручивания. Не обязательно, чтобы окружные линии лежали в одной плоскости, тем более, что для обеспечения этого есть технологические трудности, связанные с ;кинематикой продольного перемещения элемента при
0
5
0
5
0
5
его изготовлении. Угол не должен быть очень большим, близким к прямо j му относительно плоскости скручива- ния, так как в этом случае существенно уменьшается продольная прочность соединения.
6541
Готовый элемент свободными концами известными приемами (сваркой, на резьбе или с помощью фланцев) вставляется в трубопровод при соеди нении с трубами из.соответствующего однородного металла.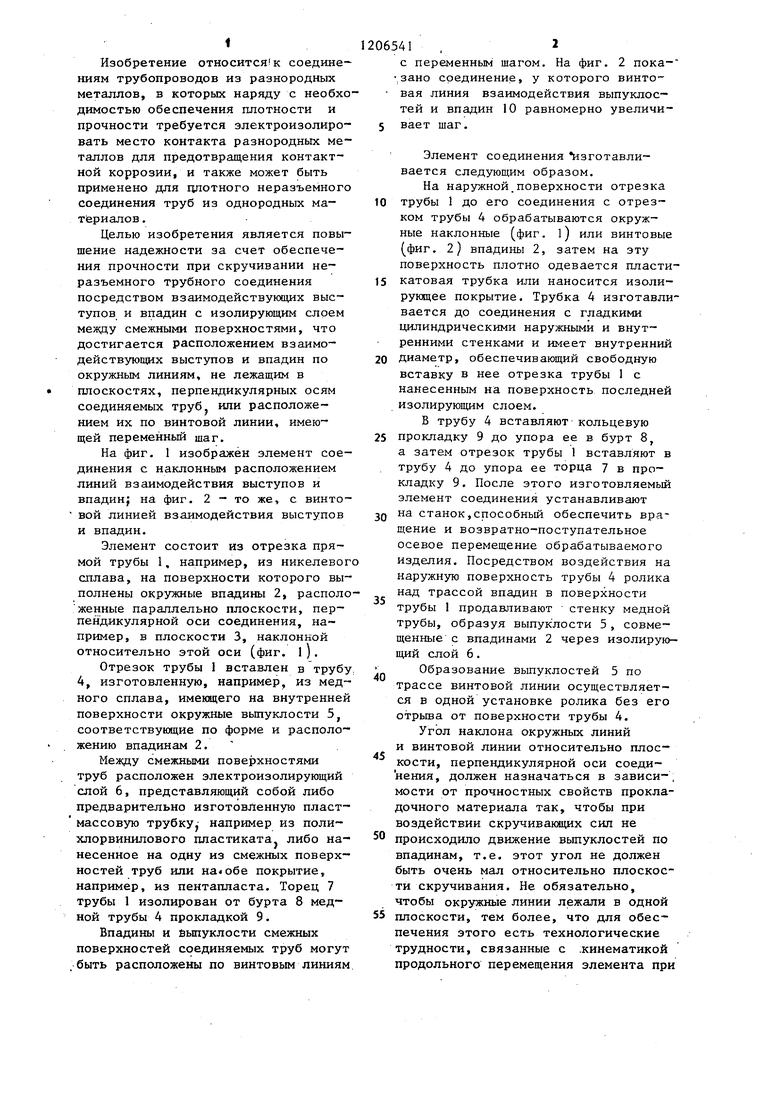
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокладки кабелей | 1985 |
|
SU1307502A1 |
| Приводной барабан ленточного конвейера | 1986 |
|
SU1395567A1 |
| Гайковерт для штуцерных резьбовых соединений трубопроводов | 1983 |
|
SU1155438A1 |
| Ленточно-шлифовальная головка | 1980 |
|
SU944884A1 |
| Резьбовое соединение | 1983 |
|
SU1141233A1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 2020 |
|
RU2744222C1 |
| Шатунно-поршневая группа двигателя внутреннего сгорания | 1987 |
|
SU1456626A1 |
| Соединение и устройство для его сборки | 1986 |
|
SU1412847A1 |
| Резьбовое соединение | 1978 |
|
SU769134A1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 2021 |
|
RU2761237C1 |
Фиг.2
| Неразъемное соединение трубопроводов | 1980 |
|
SU974013A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| . | |||
